Изобретение относится к переработке пластмасс, в частности к обработке пластмасс резанием, и может быть
использовано при изготовлении длинномерных изделий из политетрафторэтилена, полиэтилена с молекулярной массой более 1-10 и их смесей с наполнителями.
Целью изобретения является повьше ние производительности и расширение технологических возможностей.
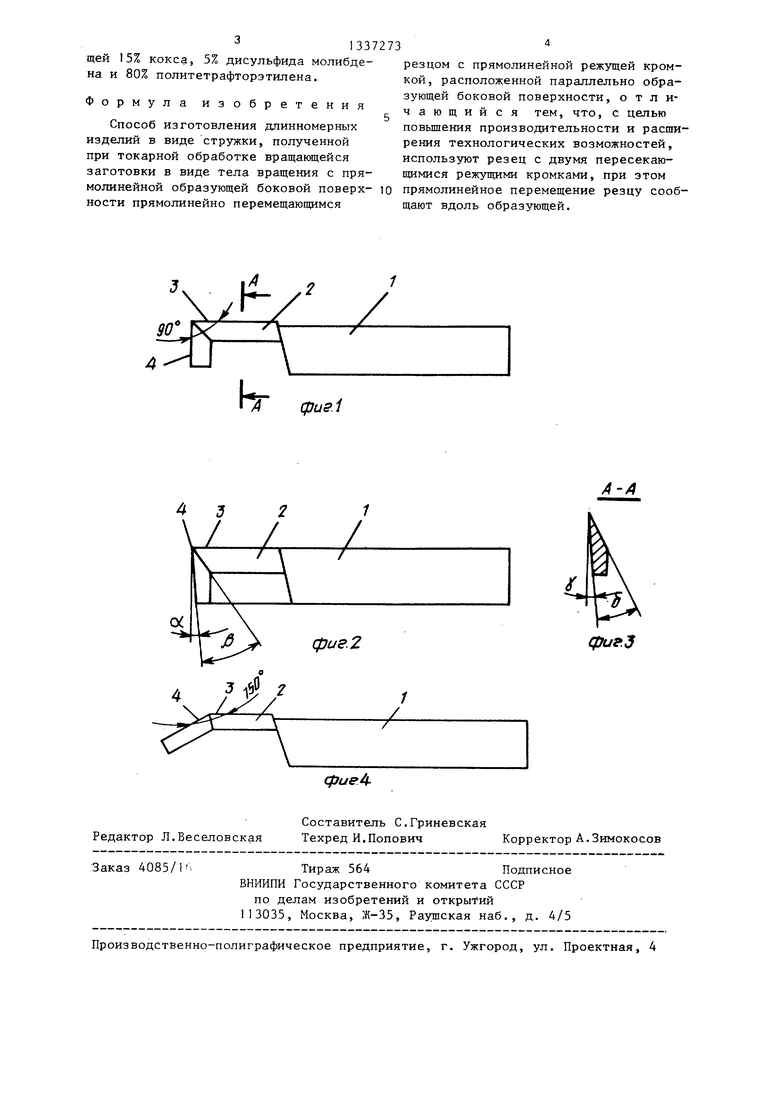
На фиг.1 показан резец, вид сверху; на фиг.2 - то же, вид снизу; на фиг.З - сечение А-А на фиг.1; на фиг.4 - пример вьтолнения резца; на фиг.З - резец в процессе работы.
Резец содержит державку 1 и рабочую часть 2 с двумя пересекающимися кромками 3 и 4, образующими угол 90- 150°. Одна из кромок 3 - прямолинейная. Задний угол с/ 4°, угол заострения режущей кромки 4 15-20°, задний угол у 4° , а угол заострения режущей кромки 3 с 15-25.
Способ осуществляют следующим образом.
Державку 1 зажимают в резцедержателе токарного станка (не показан), так, чтобы у рабочей части 2 резца режущая прямолинейная кромка 3 была параллельна оси шпинделя станка, при этом режущая кромка 4 располагается под углом 90-150° к оси шпинделя Станка. Цилиндрическую заготовку 5 на оправке (не показана) устанавливают в центрах токарного станка так, чтобы ее ось совпала с осью шпинделя станка и бьша параллельна режущей прямолинейной кромке 3 инструмента.
Продольное перемещение суппорта станка и, соответственно, резца выбирают таким, чтобы они за один оборот заготовки 5 перемещались в осевом направлении на расстояние, равное ши рине нарезаемого профиля.
Резец перемещают в радиальном направлении на глубину, равную высоте нарезаемого профиля, считая от наружной цилиндрической поверхности заготовки 5, после чего приводят во вращение заготовку 5, а резцу сообщают перемещение вдоль оси заготовки При этом с заготовки 5 снимается стружка в виде непрерывной полосы материала, которая сходит по внутренней грани резца и по высоте равна высоте нарезаемого профиля, а по ширине равна шагу перемещения резца за
0
0
5
один оборот заготовки 5. После того, как резец срежет с заготовки 5 первый слой материала в виде профиля по всей длине заготовки 5, его возвращают в исходное положение, перемещают радиально на расстояние, равное высоте нарезаемого профиля, и процесс повторяют.
Нарезание профиля с площадью попе-, речного сечения до 30 мм из политетрафторэтилена или полиэтилена с молекулярной массой более 1-10 целесообразно вести со скоростью 2005 500 м/мин. При нарезании профилей с большей площадью поперечного сечения скорость резания должна быть ниже 200 м/мин. Скорости резания при получении профильных изделий из заготовок этих полимеров с наполнителями могут изменяться в зависимости от типа наполнителя и его количества в пределах 20-200 м/мин.
Способ обеспечивает нарезание
5 длинномерных профильных изделий квадратного, прямоугольного, ромбовидного сечения, а также профилей с сечением в виде параллелограмма с площадью поперечного сечения до ЮОмм, с одним из линейных размеров от 0,05 до 20 мм.
Для изготовления резца могут быть использованы материалы, применяемые для изготовления режущих инструментов для переработки пластмасс резанием. Получение профильных изделий из чистых полимерных материалов целесообразно осуществлять резцом из быстрорежущих сталей, например, марок Р6 М5, Р18 и Р9. Получение профильных изделий из смеси полимеров с наполнителями предпочтительней выполнять резцом из металлокерамических материалов, например, марок ВКб и ВК8. Предпочтительнее использовать резцы с большими передними углами резания (30°) и меньшими углами за5
0
50
острения режущей кромки (15-30 ).
В качестве заготовок для длинномерных профильных изделий могут быть использованы заготовки из чистого политетрафторэтилена (фторопласта-4) или из чистого сверхвысокомолекуляр- 5g ного полиэтилена, и заготовки из композиций на основе указанных полимеров, например из композиции Ф-4К20, содержащей 20% кокса и 80% политетрафторэтилена, или Ф-4К15М5, содержа 1337273
щей 15% кокса, 5% дисульфида молибдена и 80% политетрафторэтилена.
Формула изобретения
5 Способ изготовления длинномерных
изделий в виде стружки, полученной при токарной обработке вращающейся заготовки в виде тела вращения с прямолинейной образующей боковой поверх- ю ности прямолинейно перемещающимся
Iv
/J физ. 1
резцом с прямолинейной режущей кромкой, расположенной параллельно образующей боковой поверхности, отличающийся тем, что, с целью повышения производительности и расщи- рения технологических возможностей, используют резец с двумя пересекающимися режущими кромками, при этом прямолинейное перемещение резцу сообщают вдоль образующей.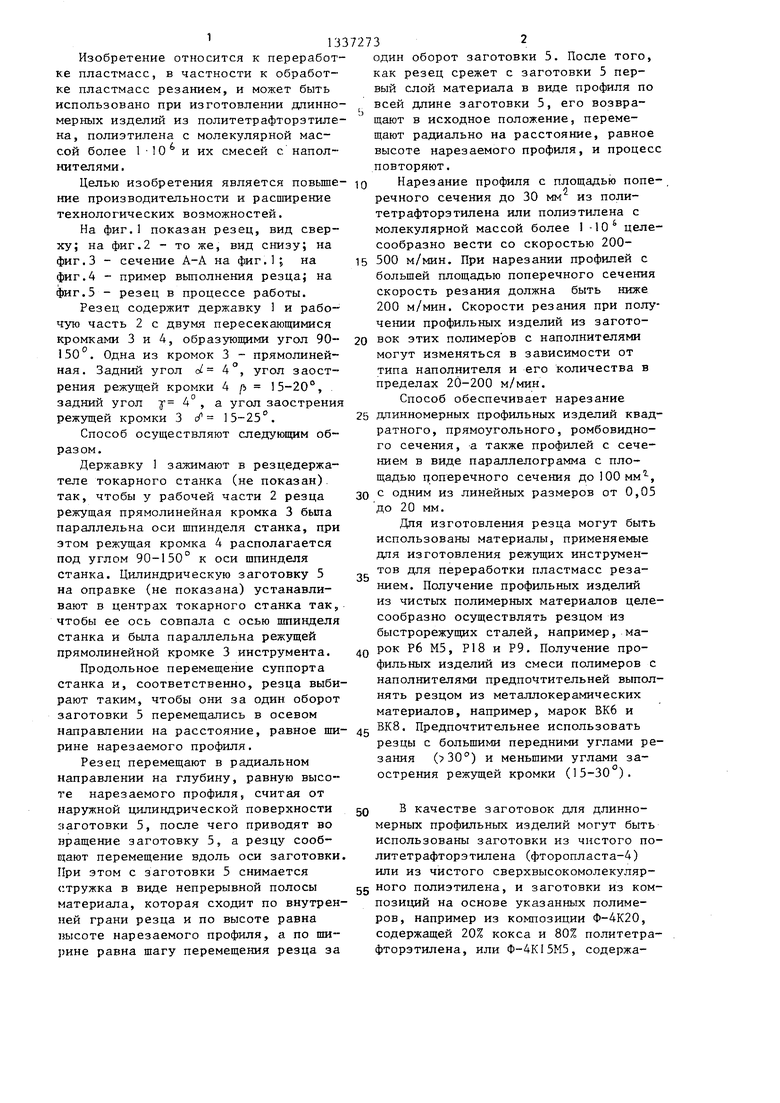
| название | год | авторы | номер документа |
|---|---|---|---|
| Режущая головка | 1991 |
|
SU1796341A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2247007C2 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБ НА КОНЦАХ ОБСАДНЫХ ТРУБ И МУФТАХ | 2016 |
|
RU2648589C2 |
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
| Способ изготовления фасонных резцов для зуборезных фрез | 1921 |
|
SU318A1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| Устройство к токарному станку для изготовления оребренных трубчатых элементов теплообменников | 1987 |
|
SU1473933A1 |
| Обкаточная головка с режущими пластинами для обработки зубьев червячных и спироидных колес | 2021 |
|
RU2787187C1 |
| СПОСОБ ФОРМИРОВАНИЯ РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ИЗДЕЛИЯ МЕТОДОМ МНОГОПРОХОДНОГО СТРОГАНИЯ НА СТАНКАХ С ЧПУ И СТРОГАЛЬНЫЙ РЕЗЕЦ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2296036C1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ И РЕЗЬБОВОЙ РЕЗЕЦ | 2011 |
|
RU2468897C1 |
Изобретение относится к обработке пластмасс резанием и может быть использовано при изготовлении длинномерных изделий. Цель изобретения - повышение производительности и расширение технологических возможностей. Резец для осуществления способа содержит державку 1 и рабочую часть 2 с двумя пересекающимися кромками 3 и 4, образующими-угол 90-150°. Одна из кромок 3 - прямолинейная. Державку 1 зажимают в резцедержателе токарного станка так, чтобы у рабочей части 2 резца режущая прямолинейная кромка 3 бьша параллельна цилиндрической заготовке 5. Продольное перемещение суппорта станка и, соответственно, резца выбирают таким, чтобы он за один оборот заготовки 5 перемещался в осевом направлении на расстояние, равное ширине нарезаемого профиля. Резец перемещают в радиальном направлении на глубину, равную высоте нарезаемого профиля, приводят во вращение заготовку 5, а резцу сообщают перемещение вдоль осн заготовки. После того, как резец срезает с заготовки первый слой материала в виде профиля по всей длине заготовки 5, его возвращают в исходное положение, перемещают радиально на расстояние, равное высоте нарезаемого профиля, и процесс повторяют. 5 ил. СЛ
фиг. 2
.З
фиеА
Редактор Л.Веселовская
Составитель С.Гриневская
Техред И,Попович Корректор А.Зимокосов
Заказ 4085/1ь
Тираж 564Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Гуль В.Е | |||
| и Дьяконова В.П | |||
| Физико-химические основы производства полимерных пленок | |||
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
| Аппарат для передачи изображений на расстояние | 1920 |
|
SU171A1 |
