Изобретение относится к производству пневматических шин, предназначено для изготовления покрышек и является усовершенствованием известного способа, описанного по авт.св. N 1631882.
В известном способе изготовления покрышек пневматических шин, при котором изготавливают внутренний корпус каркаса путем отливки на дорн эластомерного материала, устанавливают на нем с зазором бортовые кольца, укладывают на наружную поверхность внутреннего корпуса в меридиональном направлении армирующие нити с обвивкой бортовых колец, прижимают бортовые кольца к внутреннему корпусу и образуют на последнем наружный корпус каркаса, затем на собранный каркас навивают брекер, накладывают протектор и вулканизуют. При этом наружный корпус выполняют в виде двух частей, размеры и конфигурация которых соответствуют половине профиля каркаса покрышки на стадии наложения армирующих нитей, причем наружный корпус образует путем предварительного изготовления его частей формированием из листового сырого материала и последующей установки их на внутренний корпус каркаса с использованием пуансона, имеющего перфорированную рабочую поверхность, связанную с полостью, снабженную средствами для создания вакуума и подачи сжатого воздуха, и расположенные по границе рабочей поверхности кольцевые ножи.
Недостатком известного способа является то, что при обвивке бортовых колец между наружной и внутренней ветвями нитей образуется свободный объем, который при накладке частей наружного корпуса трудно полностью заполнить материалом, т. к. необходимо создать такое давление, чтобы материал прошел через нити при одновременном выдавливании оставшегося в этой области воздуха, при этом наружная ветвь нити будет натягиваться и будет нарушена ее геометрия, направление равнодействующей не будет совпадать с осью нити. Возможно также смешение нитей по бортовому кольцу. В результате нарушается монолитность борта и снижается прочность покрышки.
Целью дополнительного изобретения является повышение качества покрышек за счет обеспечения монолитности борта. Указанная цель достигается тем, что в способе изготовления покрышек пневматических шин после прижатия бортовых колец к внутреннему корпусу углубление бортовой части между наружной и внутренней ветвями нитей корда заполняют эластомерной композицией.
На фиг.1-7 изображены последовательные стадии изготовления покрышек предлагаемым способом.
Предлагаемый способ изготовления покрышек пневматических шин может быть осуществлен следующим образом.
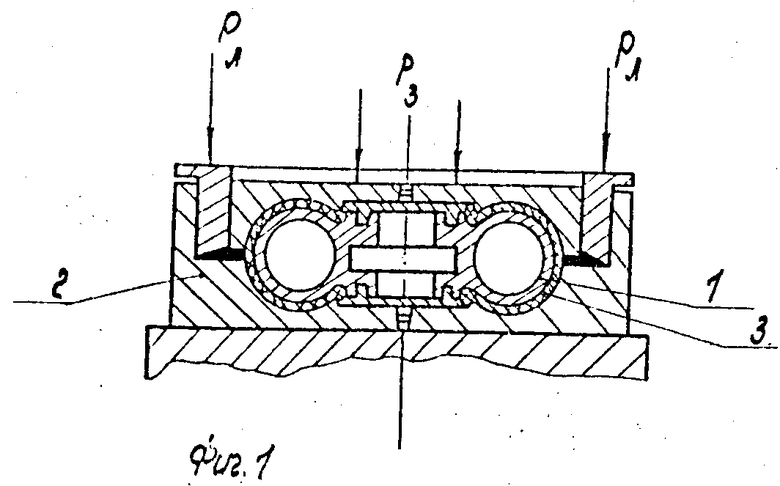
На секторный дорн 1 наносят тонкий слой теплостойкой смазки и помещают его в литьевую пресс-форму 2 (см. фиг.1). В последней методом литьевого прессования формуют из эластомера внутренний корпус 3 каркаса покрышки.
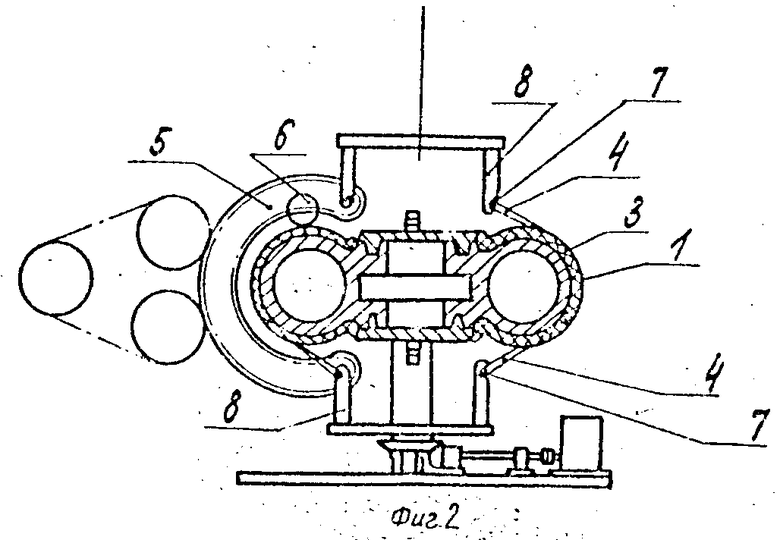
Затем дорн 1 с внутренним корпусом 3 каркаса устанавливают на станок (см. фиг.2) для навивки меридионального каркаса из нитей или металлокорда 4 с помощью механизма 5 для навивки.
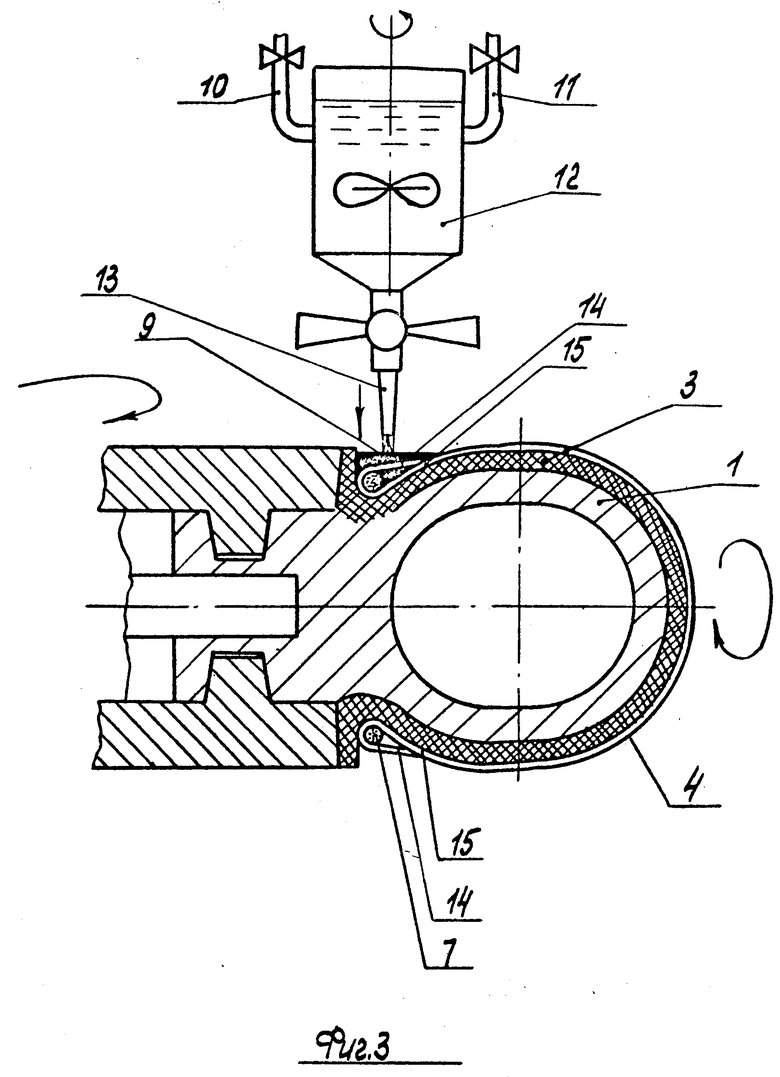
Металлокорд 4 подается с катушек 6, перемещающихся по эквидистантной профилю покрышки траектории с обвивкой бортовых колец 7. После навивки каркаса с помощью механизмов 8 бортовые кольца 7 с кордом 4 перемещают в основание бортов внутреннего корпуса 3 каркаса, а затем дорн 1 передают на установку (см. фиг. 3) для заливки углубления 9 бортовой части жидкой быстроструктурирующейся эластомерной композицией. Преполимер и структурирующий агент подают по трубам 10 и 11 в заданных соотношениях, обеспечивающих переход от жидкого в пластическое состояние в оптимально короткое время (не более 20-30 с) в мешалку 12 и из нее через головку 13 заливают в углубление 9 бортовой части внутреннего каркаса 3 на дорне 1, переворачивающимся на один оборот с заданной угловой скоростью. При этом жидкая эластомерная композиция заполняет объем в углублении 9 между наружной 14 и внутренней 15 ветвями нитей корда 4, не вызывая нарушения геометрии нитей, смешения их по бортовым кольцам 7, не изменяя силу натяжения нитей, при отсутствии пузырей и недопрессовок в бортовой части. При нормальных условиях: атмосферном давлении и комнатной температуре, эластомерная композиция переходит из жидкого в пластическое состояние. Дорн поворачивают и тем же порядком заливают другую бортовую часть. Затем дорн 1 передают на стол 16 установки для наложения наружного корпуса (см. фиг.5).
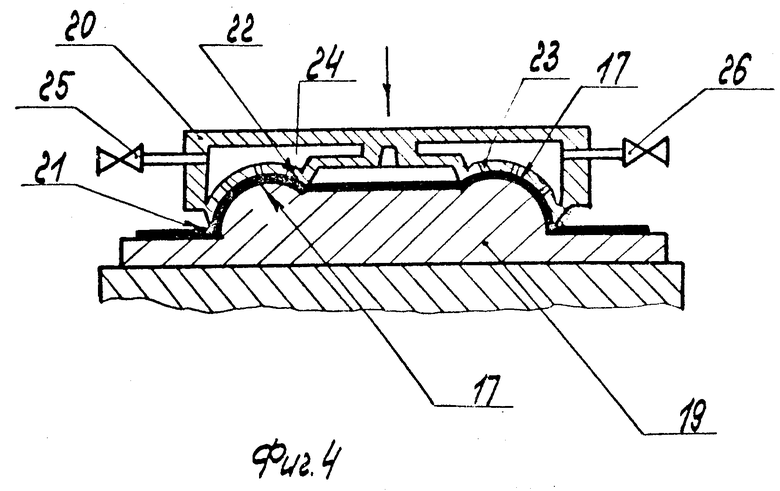
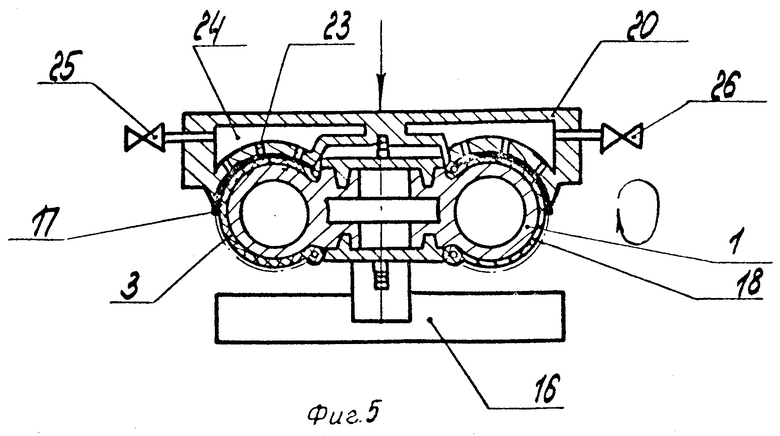
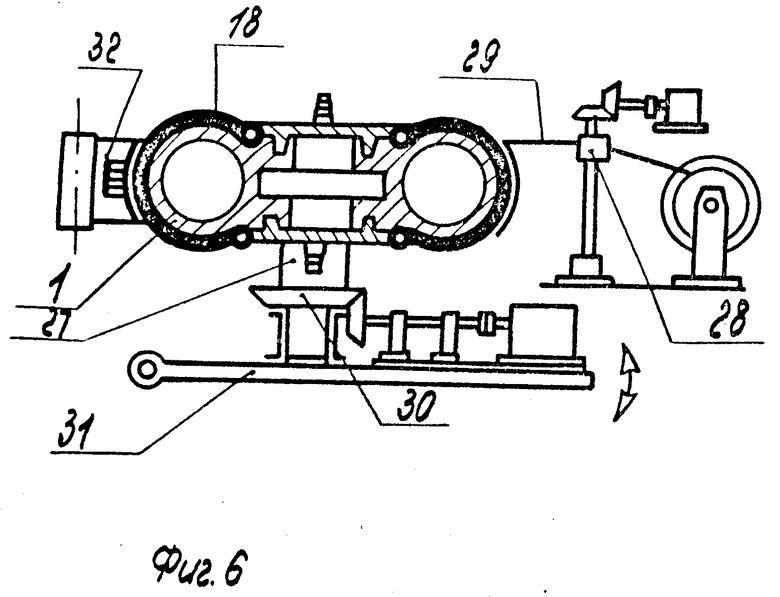
Наружный корпус выполняют в виде двух частей 17, размеры и конфигурация которых соответствует половине профиля каркаса 18 покрышки нас стадии наложения силового слоя. Причем части 17 формируют из сырой листовой заготовки на матрице 18, с помощью, пуансона 20 (см. фиг.4), имеющего на формующей поверхности кольцевые ножи 21 и 22 и перфорацию 23, связанную с полостью 24, имеющей средства 25 для подсоединения к источнику сжатого воздуха и средства 26 для присоединения к вакуумной линии. Отформованная часть 17 удерживается на формующей поверхности пуансона 20 благодаря созданию вакуума в его полости 24 переносится им на заготовку для наложения наружного корпуса и с усилием прижимается к находящемуся на дорне 1 внутреннему корпусу 3 (см. фиг. 5). В полость 24 пуансона 20 подается сжатый воздух, которым часть 17 отделяется от рабочей поверхности пуансона. Дорн поворачивают на 180о и накладывают на внутренний корпус 3 каркаса вторую часть 17, отформованную аналогично первой с образованием наружного корпуса. Сборка каркаса 18 завершается. Дорн 1 с собранным каркасом 18 переносят на устройство 27 (см. фиг.6), где с помощью раскладчика 28 производят навивку на каркас 18 брекера с заданным шагом из нитей или металлокорда 29 при вращении дорна 1 механизмом 30. Угол наложения корда 29 регулируют путем наклона опоры 31. На этом же устройстве 27 на брекерном поясе образуют эластичную подушку намоткой ленты 32 из сырого эластомерного материала. После этого дорн 1 передают на позицию наложения протектора.
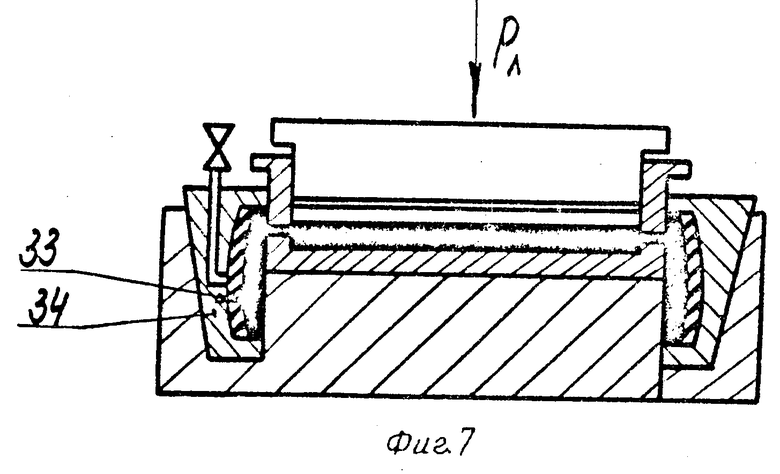
Протектор 33 формуют в виде кольца методом литья под давлением в секторной форме 34 (см. фиг.7). После этого форму 34 устанавливают концентрично дорну 1 с каркасом 18 и с помощью сжатого воздуха протектор 33 припрессовывается к береговой части каркаса 18.
Затем дорн 1 с приготовленной заготовкой покрышки устанавливают в пресс-форму и производят вулканизацию. После вулканизации дорн 1 извлекают из готовой покрышки, а последнюю передают на заключительные операции.
В процессе вулканизации всей покрышки одновременно под действием температуры происходит завершение процесса структурирования эластомерной композиции в бортовой части покрышки и она приобретает состояние, эквивалентное всем частям изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1989 |
|
SU1631882A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКИХ ШИН | 2004 |
|
RU2276015C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1988 |
|
SU1811115A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1987 |
|
SU1420799A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1991 |
|
SU1824793A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН (ВАРИАНТЫ) | 1998 |
|
RU2134199C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2004 |
|
RU2269419C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАРКАСОВ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 2004 |
|
RU2275304C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКИХ ШИН | 2004 |
|
RU2275303C2 |
| Способ изготовления покрышек пневматических шин | 1987 |
|
SU1733252A1 |
Использование: при производстве покрышек пневматических шин, в частности для изготовления литых покрышек с монолитным бортом. Сущность изобретения: на отлитой внутренний корпус каркаса устанавливают бутовые кольца, которые обвивают армирующими нитями в меридидиональном направлении. После прижатия бортовых колец к внутреннему корпусу углубление бортовой части между наружной и внутренней ветвями нитей корпуса заполняют жидкой эластомерной композицией. 7 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН по авт. св. N 1631882, отличающийся тем, что, с целью повышения качества покрышек за счет обеспечения монолитности борта, после прижатия бортовых колец к внутреннему корпусу углубление бортовой части между наружной и внутренней ветвями нитей корда заполняют жидкой эластомерной композицией.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1989 |
|
SU1631882A1 |
| Солесос | 1922 |
|
SU29A1 |
