Изобретение относится к очистке внутренней поверхности трубопроводов и может быть использовано для очистки теплотехнического оборудования электростанций и станций теплоснабжения, в частности трубчатки конденсаторов отработанного пара от твердых солевых отложений.
Наиболее близким по технической сущности и достигаемому результату является шаровидный очистной элемент для очистки внутренней поверхности труб от твердых отложений, выполненный из полимерного материала, армированного проволокой. Указанные шаровидные элементы вводятся в полость очищаемого теплотехнического оборудования и оставляют для циркуляции в контуре заданное количество времени. В процессе циркуляции очистных элементов по трубчатке оборудования, они снимают с поверхности трубок ухудшающие теплопередачу отложения.
Недостаток известного очистного элемента заключается в трудоемкости и сложности технологии их использования, а также в недостаточно высоком действии очистки. Указанный недостаток объясняется тем, что очистка трубчатки конденсаторов известным очистным элементом заключается в периодическом введении и выведении последних в работающий в своем обычном режиме тепловой контур с периодом, равным примерно полтора-два месяца. Цикличность манипуляций с вводом и выводом очистных элементов объясняется с одной стороны физико-химической сущностью процессов образования на стенках трубопроводов твердых солевых отложений, а с другой - конструкцией очистных элементов, которая принципиально не согласована с указанным выше процессом.
Вышеуказанное утверждение поясняется следующими рассуждениями.
Образование на поверхности трубопровода слоя твердых солевых отложений из охлаждающей трубчатку воды представляет собой довольно медленный процесс. Скорость нарастания солевого слоя на поверхности трубопровода из сплава МНЖ или из нержавеющей стали (наиболее часто используемым для изготовления трубчатки конденсаторов материалов) составляет порядка 10-15 микрон в сутки. При этом толщина солевого слоя, который начинает существенно сказываться на теплоотводящих свойствах стенок трубчатки равна 300-500 микрон. Следовательно, для поддержания стенок трубопроводов в удовлетворительном состоянии необходима по крайней мере одна очистка теплового контура в месяц. С другой стороны, для эффективной очистки известным очистным элементом стенок от отложившихся на них солевых отложений необходимо, чтобы твердость его армирующей проволоки по крайней мере была бы ниже твердости указанных солевых отложений. В этом случае полная очистка трубчатки осуществляется примерно за 5-8 суток циркулирования очистных элементов в контуре, работающем в своем штатном режиме. Износ очистных элементов при таком однократном цикле очистки невелик и составляет величину порядка 1 мм. Очевидно, что, по завершении процесса очистки, очистные элементы должны быть выведены из контура. В противном случае их механическому воздействию будут подвергаться уже металлические стенки трубопроводов, что приведет к интенсивному уносу металла с их поверхности.
Однако, после вывода очистных элементов, процесс образования на стенках солевого слоя возобновляется и по истечении примерно месячного срока необходимость во введении в тепловой контур очистных элементов снова возникает. Таким образом, технология использования известных элементов заключается в периодическом вводе и выводе их из контура при постоянном контроле эффективности работы конденсатора.
Кроме дополнительных технологических трудностей, связанных с необходимостью контроля за качеством работы конденсатора и с обеспечением ввода и вывода очистных элементов в тепловой контур, при таком использовании имеется и другой недостаток, связанный с уменьшением эффективности действия процесса очистки. Последнее связано с тем, что в период работы контура от вывода очистных элементов до окончания процесса очистки от последующего ввода их в контур имеется факт наличия на стенках теплообменных трубок солевых отложений, нарастающих от минимума в момент выведения очистных шариков из контура до максимума - к моменту последующего их ввода, с последующим уменьшением к минимуму в процессе циркуляции очистных элементов в контуре. Этот факт значительно снижает эффект от действия очистки.
Целью предлагаемого изобретения является повышение эффективности действия очистки, а также упрощение технологии проведения очистки теплового контура.
Для достижения этой цели, в очистном элементе для очистки внутренних поверхностей труб в виде шаровидного тела из полимерного материала армированного проволокой, армированным выполнен поверхностный слой.
Причем, толщина поверхностного армированного слоя h рассчитана исходя из соотношения h =  , где Δ- толщина слоя солевых отложений в предназначенной для очистки трубчатке (м), N - концентрация вводимых в теплоноситель контура очистных элементов (I/м3), r - радиус шаровидного тела очистного элемента (м), HB= 200 107H/м2- относительный коэффициент заполнения поверхности очистного элемента армировочным материалом (Sм - суммарная площадь выходящего на поверхность очистного элемента материала арматуры, Sш - площадь поверхности очистного элемента), Нв - твердость армировочного материала по Бринелю (Н/м2), К = 6˙106 Н/м3 - нормировочный эмпирический коэффициент, h при этом, естественно выражена в метрах. Кроме того, тело очистного элемента внутри указанного слоя армировано проволокой из материала, твердость которого меньше, чем твердость армировочного материала поверхностного слоя, в частности из меди. В дополнение к изложенному выше, для создания переменного режима процесса очистки, предлагаемый очистной элемент отличается тем, что, армирование его может быть выполнено послойным, проволокой перемещающейся твердости.
, где Δ- толщина слоя солевых отложений в предназначенной для очистки трубчатке (м), N - концентрация вводимых в теплоноситель контура очистных элементов (I/м3), r - радиус шаровидного тела очистного элемента (м), HB= 200 107H/м2- относительный коэффициент заполнения поверхности очистного элемента армировочным материалом (Sм - суммарная площадь выходящего на поверхность очистного элемента материала арматуры, Sш - площадь поверхности очистного элемента), Нв - твердость армировочного материала по Бринелю (Н/м2), К = 6˙106 Н/м3 - нормировочный эмпирический коэффициент, h при этом, естественно выражена в метрах. Кроме того, тело очистного элемента внутри указанного слоя армировано проволокой из материала, твердость которого меньше, чем твердость армировочного материала поверхностного слоя, в частности из меди. В дополнение к изложенному выше, для создания переменного режима процесса очистки, предлагаемый очистной элемент отличается тем, что, армирование его может быть выполнено послойным, проволокой перемещающейся твердости.
По данным, которыми располагают авторы, им неизвестны источники информации, в которых были бы раскрыты комплексы признаков, указанных в отличительной части формулы изобретения с достижением поставленной цели изобретения. Следовательно, данное техническое решение следует считать удовлетворяющем критерию "существенные отличия".
Сущность изобретения поясняется чертежами, на которых изображены конструкции предлагаемого очистного элемента.
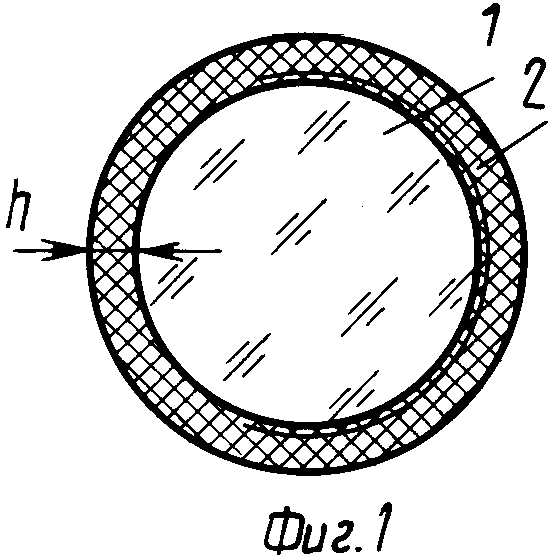
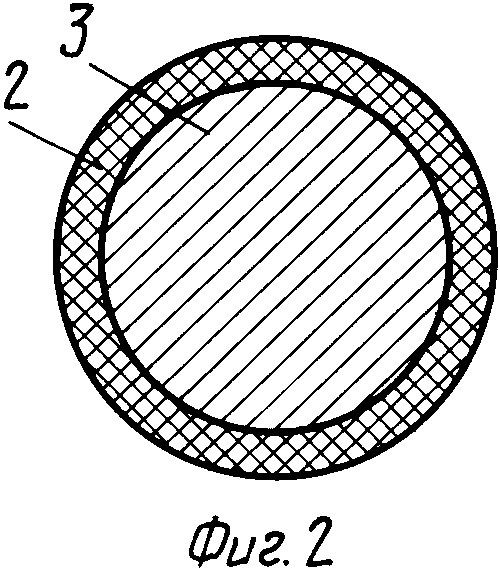
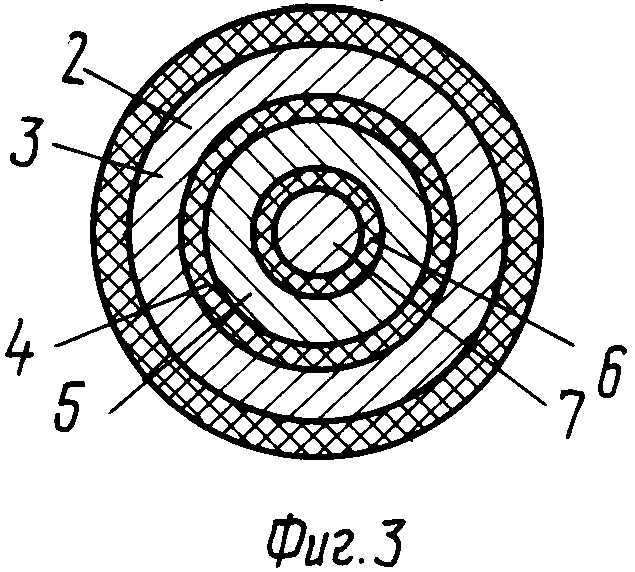
По первому варианту (фиг. 1) очистной элемент представляет собой шаровидное тело 1 из полимерного материала, например, из полиэтилена, с армированным, например проволокой из нержавеющей стали, поверхностным слоем 2. По второму варианту (фиг. 2) кроме поверхностного слоя 2, армированной выполнена и внутренняя часть 3 очистного элемента. Причем, твердость материала армировочной проволоки его меньше, чем твердость армировки поверхностного слоя. В частности, в качестве армировочного материала внутренней полости использована проволока из меди. По третьему варианту (фиг. 3) армирование тела очистного элемента выполнено многослойным по радиусу (2-6-слои) с перемежающейся по глубине твердостью армировочного материала.
Очистные элементы работают следующим образом.
При впуске их в подвергаемый очистке тепловой контур, на начальном этапе работы, вступает в действие очистка поверхностным слоем 2, в котором в качестве армирующего выбран материал, твердость которого по крайней мере не ниже твердости солевых (в основном карбонатных) отложений на стенках трубчатки конденсатора. В частности, поскольку твердость по Бринелю последних порядка 60˙107 Н/м2, то в качестве армировочного материала поверхностного слоя может быть выбрана нержавеющая сталь с твердостью Нв = 200˙107 Н/м2. По мере наработки очистного элемента в контуре поверхностный слой его истирается и поскольку толщина армированного твердым металлом поверхностного слоя h соответствует величине его износа в одном цикле очистки, то к завершению этого цикла очистки указанный отвержденный слой полностью истирается. Толщина армированного твердым металлом поверхностного слоя в системе СИ рассчитывается исходя из полуэмпирически найденного соотношения h =  , где Δ- толщина слоя солевых отложений в предназначенной для очистки трубчатке, N - концентрация вводимых в теплоноситель контура очистных элементов, r - радиус шаровидного тела очистного элемента, σ= Sм/Sш - коэффициент заполнения поверхности очистного элемента армировочным материалом, Sм - суммарная площадь выходящего на поверхность очистного элемента материала арматуры, Sш - площадь поверхности очистного элемента, Нв - твердость армировочного материала по Бринелю, К = 6˙106Н/м3 - нормировочный коэффициент. Вследствие истирания отвержденного поверхностного слоя очистного элемента, выводить последний по окончании первой стадии его работы из контура (т. е. то, что является необходимым для прототипа) теперь уже нет необходимости. Составление же его в контуре для дальнейшей циркуляции существенно в лучшую сторону сказывается на работе последнего. Положительный эффект заключается в том, что, постоянное фрикционное воздействие очистных шариков на стенки трубчатки в процессе их циркуляции по тепловому контуру с теплоносителем существенно снижает последующее осаждение на поверхность труб выпадающих из жидкого теплоносителя в твердую фазу растворенных в нем солевых фракций, а следовательно, в большой мере противодействует отложению нового солевого слоя. В частности, при циклировании таких "омягченных" шариков в течение 3-х месяцев, заметного снижения эффективности работы конденсатора не отмечалось (при использовании прототипа, последующая очистка требовалась уже по истечении одного месяца; см. критику прототипа), т. е. на весь срок работы очистных элементов в контуре, ограниченный истиранием шариков до допустимой их величины, в испытуемом случае равном примерно трем месяцам необходимость в дополнительной интенсифицированной очистке конденсатора не возникает. После износа до минимально допустимого значения размера, очистные шарики выводятся из контура и по истечении некоторого времени вводится новая партия очистных элементов. Цикл работы последних повторяется.
, где Δ- толщина слоя солевых отложений в предназначенной для очистки трубчатке, N - концентрация вводимых в теплоноситель контура очистных элементов, r - радиус шаровидного тела очистного элемента, σ= Sм/Sш - коэффициент заполнения поверхности очистного элемента армировочным материалом, Sм - суммарная площадь выходящего на поверхность очистного элемента материала арматуры, Sш - площадь поверхности очистного элемента, Нв - твердость армировочного материала по Бринелю, К = 6˙106Н/м3 - нормировочный коэффициент. Вследствие истирания отвержденного поверхностного слоя очистного элемента, выводить последний по окончании первой стадии его работы из контура (т. е. то, что является необходимым для прототипа) теперь уже нет необходимости. Составление же его в контуре для дальнейшей циркуляции существенно в лучшую сторону сказывается на работе последнего. Положительный эффект заключается в том, что, постоянное фрикционное воздействие очистных шариков на стенки трубчатки в процессе их циркуляции по тепловому контуру с теплоносителем существенно снижает последующее осаждение на поверхность труб выпадающих из жидкого теплоносителя в твердую фазу растворенных в нем солевых фракций, а следовательно, в большой мере противодействует отложению нового солевого слоя. В частности, при циклировании таких "омягченных" шариков в течение 3-х месяцев, заметного снижения эффективности работы конденсатора не отмечалось (при использовании прототипа, последующая очистка требовалась уже по истечении одного месяца; см. критику прототипа), т. е. на весь срок работы очистных элементов в контуре, ограниченный истиранием шариков до допустимой их величины, в испытуемом случае равном примерно трем месяцам необходимость в дополнительной интенсифицированной очистке конденсатора не возникает. После износа до минимально допустимого значения размера, очистные шарики выводятся из контура и по истечении некоторого времени вводится новая партия очистных элементов. Цикл работы последних повторяется.
Работа очистных элементов, отличающихся тем, что они внутри армированы проволокой из материала более мягкого, нежели армировочный материал поверхностного слоя, отличается увеличением срока их использования примерно в два раза, т. е. до 6 месяцев непрерывной работы и улучшением степени очистки теплообменных поверхностей труб, а в конечном итоге - повышением эффективности действия очистки. Причем, армирование проволоки из меди, вследствие ее высоких вязкостных свойств, в процессе фрикционного воздействия от косых ударов со стенками трубчатки приводит к эффекту переноса меди из армировки очистного шарика на поверхность очищаемой стенки, уменьшая при этом шероховатость стенок трубчатки конденсатора и снижая адгезионные их свойства к выделяющимся из теплоносителя солям. Это препятствует отложениям их из жидкой фазы теплоносителя за поверхность стенок. Кроме того, формирование на трубках конденсатора омедненного слоя, постоянно восстанавливающегося благодаря циркулированию очистных элементов, имеет дополнительный положительный эффект, поскольку благотворно сказывается на его гидродинамических свойствах, требуя меньших энергетических затрат на перекачку жидкого теплоносителя сквозь трубчатку парогенератора.
Очистной элемент дает возможность реализовать промежуточный режим интенсифицированной очистки. Последняя вступает в действие после износа "мягкого" слоя 3 и 5 (фиг. 3) и вступления в работу слоев 4 и 6, армированных проволокой повышенной твердости. Дополнительная интенсифицированная очистка бывает необходима после соответствующей наработки массированно разбавленного теплоносителя свежей порцией, а также при работе конденсатора в холодное время года, которое характерно усилением выпадания солей в твердую фазу. Момент разбавления желательно привязывать к концу износа очередного "мягкого" слоя циркулирующих в контуре очистных элементов, т. е. перед вступлением в действие очередного "твердого" слоя. Аналогично должно выполняться соответствие твердости армировочного слоя очистного элемента условиям его работы в контуре конденсатора при сезонных изменениях с учетом увеличения интенсивности выпадения соли из водного теплоносителя. Такой профилированный очистной элемент может работать в тепловом контуре до его проектного износа, определяемого минимально допустимым его размером. Практически, работа его в тепловом контуре может быть согласована с работой конденсатора, с его профилактическими осмотрами.
П р и м е р. Очистной элемент выполнен из полиэтилена низкого давления. В качестве армирующего материала использована объемная сетка из нержавеющей стали. Диаметр проволоки сетки 0,25 мм. Диаметр шарика. Радиус очистного шарика равен 1 см. Использование для армирования проволоки в виде сетки создает дополнительное технологическое преимущество, поскольку облегчает процесс производства очистных элементов со слоистой структурой. Кроме того, при этом упрощается подгонка усредненной плотности тела очистного элемента под плотность теплоносителя, что необходимо для равномерного распределения очистных элементов по всему объему теплового контура. Постоянная плавучесть при этом сохраняется независимо от степени износа очистного элемента. Подгонка под постоянную плавучесть может быть осуществлена подбором густоты сеток, либо толщины проволоки сеток в каждом из слоев очистного элемента. Для армирования слоев повышенной твердости (2, 4, 6 - фиг. 3) может быть использована сетка из различных сортов стали, в частности из нержавейки, для мягких слоев и для центральной части (3, 5, 7 соответственно) - сетка из меди или различных сортов латуни. Сетка, предназначенная для работы слоя очистного элемента в холодное время года или же в условиях более засоленного теплоносителя (охлаждающей воды) для повышения твердости металла и износостойкости соответствующего слоя, может перед изготовлением очистного элемента предварительно термообрабатываться.
Работа очистных элементов испытана на конденсаторах отработанного на турбинах пара на Ровенской АЭС. Очистные элементы вводились в теплоноситель внешнего контура в концентрации 10-15 (от числа теплообменных трубок) что составляло объемную концентрацию N = 50 м-3. Одновременно во второй части конденсатора функционировали очистные элементы в виде пористых резиновых шариков, изготовленных в соответствии с технологией системы шариковой очистки ФРГ (5) (базовый объект).
Испытания показали более эффективную работоспособность предлагаемых армированных шариков (ПАШ) в сравнении с используемыми ранее по базовому объекту (акт испытаний). В частности, в процессе испытаний показана их стабильная работа (базовые подвергались интенсивному разрушению и требовали постоянной их догрузки - до половины от их содержания в недельный срок работы в конденсаторе). Отмечено заметное улучшение теплопередачи на теплообменных трубках. Температурный напор за время испытаний снизился на 0,5оС (для базового объекта - на 0,2оС). Улучшена стабильность работы системы шариковой очистки (СШО) в целом.
Использование изобретения позволяет повысить эффективность действия шариковой очистки теплотехнического оборудования от твердых отложений, поскольку дает возможность в процессе функционирования ее автоматически изменять режим работы с "жесткого", при котором производится очистка труб от солевого слоя, а по завершению очистки и совмещенным во времени истиранием поверхностного отвержденного слоя очистного элемента на "мягкий", в процессе которого функционирование очистных шариков в системе очистки лишь пpепятствует выпаданию на теплообменные поверхности трубчатки новых солевых отложений. Существенно упростится при этом технология проведения очистки, поскольку, после окончания "жесткого" режима, т. е. непосредственно - удаления отложений с теплообменной поверхности, очистные элементы может быть оставлены в контуре для их работы, с целью предотвращения образования или же снижения нарастания новых отложений. Использование технического решения позволит увеличить длительность работы очистного элемента в системе очистки, довести ее до полугода и совместить их замену в контуре с профилактическими осмотрами и ремонтами теплового контура и другого оборудования. Достигается при этом и другой технический эффект, связанный с особыми вязкостными свойствами меди, позволяющими реализовать перенос металла из очистного элемента на теплообменные стенки трубчатки. Профилированное армирование позволит в процессе функционирования очистных элементов в тепловом контуре попеременно изменять режим очистки с жесткого на мягкий, что является необходимым в изменчивых условиях работы теплоносителя контура, например с использованием для охлаждения оборотной воды контура градирен, работающих в летних и зимних условиях, а также при массированных разбавлениях оборотной воды (теплоносителя) новыми, неочищенными порциями.
Описываемые очистные элементы предполагается использовать в системах шариковой очистки конденсаторов отработанного пара турбин на различного вида электростанциях а также для очистки другого вида теплового оборудования энергетических объектов. (56) Авторское свидетельство СССР N 195464, кл. F 28 G 1/12, 1966.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОЧИСТНОЙ ЭЛЕМЕНТ ДЛЯ ОЧИСТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ ОТ ТВЕРДЫХ ОТЛОЖЕНИЙ | 1992 |
|
RU2040765C1 |
| Очистной элемент для очистки внутренней поверхности труб от твердых отложений | 1988 |
|
SU1703208A1 |
| Сферический ерш для очистки внутренней поверхности труб | 1987 |
|
SU1490418A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 1992 |
|
RU2067505C1 |
| СПОСОБ РАЗРАБОТКИ СЛАНЦЕВЫХ НЕФТЕГАЗОНОСНЫХ ЗАЛЕЖЕЙ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2547847C1 |
| ЭЛЕКТРОД СВИНЦОВО-КИСЛОТНОГО АККУМУЛЯТОРА (ВАРИАНТЫ) | 2011 |
|
RU2571823C2 |
| СПОСОБ ОЧИСТКИ И ДЕЗАКТИВАЦИИ КОНТУРНОГО ОБОРУДОВАНИЯ РЕАКТОРНОЙ УСТАНОВКИ С ЖИДКОМЕТАЛЛИЧЕСКИМ СВИНЦОВО-ВИСМУТОВЫМ ТЕПЛОНОСИТЕЛЕМ | 2011 |
|
RU2459297C1 |
| Устройство для очистки внутренней поверхности труб и теплообменного оборудования переменным магнитным полем | 2019 |
|
RU2723847C1 |
| СПОСОБ ОЧИСТКИ ОТ МИНЕРАЛЬНЫХ, БИОЛОГИЧЕСКИХ, ОРГАНИЧЕСКИХ ОТЛОЖЕНИЙ И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2476804C2 |
| СПОСОБ АРМИРОВАНИЯ ЦАПФ ЛАП БУРОВЫХ ШАРОШЕЧНЫХ ДОЛОТ | 2005 |
|
RU2288339C2 |
Область применения: очистка теплотехнического оборудования. Изобретение позволит повысить эффективность действия очистки, а также упростить технологию проведения очистки. Сущность изобретения: очистной элемент выполнен в виде шаровидного тела из пластмассы, армированного проволокой. Отличие заключается в том, что армированным выполнен поверхностный слой. Толщина армированного слоя рассчитана исходя из определенного соотношения. Кроме того, тело очистного элемента внутри армировано проволокой из материала, твердость которого меньше таковой армировочного материала поверхностного слоя, в частности из меди. Дополнительным отличием очистного элемента может быть то, что для промежуточной интенсифицированной очистки труб контура армирование его тела может быть выполнено послойным проволокой из материала перемежающейся твердости. 3 з. п. ф-лы, 3 ил.
h =  /
/
где Δ - толщина слоя солевых отложений в очищаемой трубе;
N - концентрация очистных элементов в теплоносителе;
r - радиус шаровидного тела;
σ - коэффициент заполнения поверхности очистного элемента армированным материалом, определяется из соотношения
Sм/Sш,
где Sм - суммарная площадь выходящего на поверхность очистного элемента материала арматуры;
Sш - общая площадь поверхности очистного элемента;
Hв - твердость армированного материала по шкале Бринеля;
K - 6 · 106 н/м3 - нормировочный коэффициент.
