Изобретение относится к технологическим процессам производства напорных труб и может быть применено при изготовлении многослойных труб высокого давления из полимеров (полиэтилен, поливинилхлорид, полипропилен и др.).
Известен способ надевания на трубу наружной оболочки путем ее раздува при изготовлении слоистой трубы (авторское свидетельство N 1456321, кл. В 29 С 63/18), заключающийся в том, что внутреннюю полость наружной оболочки заглушают с переднего и заднего торцов, подают во внутрь оболочки с одного ее торца рабочую среду, создавая давление внутри оболочки, достаточное для ее радиальной деформации, и осуществляют относительное перемещение наружной оболочки и внутренней трубы до их совмещения.
Такой способ, однако, применим только в том случае, когда внутренняя оболочка жестче наружной, т.е. при создании в оболочках избыточного давления наружная оболочка претерпевает значительно большую радиальную деформацию, чем внутренняя. При соосном совмещении оболочек одинаковой жесткости такой способ не применим.
Целью изобретения является расширение диапазона использования способа.
Поставленная цель достигается тем, что в способе надевания на трубу наружной оболочки, заключающемся в том, что внутреннюю полость наружной оболочки заглушают с переднего и заднего торцов, подают во внутрь оболочки с одного ее торца рабочую среду, создавая давление внутри оболочки, достаточное для ее радиальной деформации, и осуществляют относительное перемещение наружной оболочки и внутренней трубы до их совмещения, передний торец оболочки заглушают путем заправки в него предварительного заглушенного переднего торца внутренней трубы и при относительном перемещении трубы и оболочки обеспечивают сброс излишков рабочей среды из оболочки, поддерживая внутри оболочки необходимое давление.
В предлагаемом способе избыточное давление подается только во внешнюю оболочку, а внутренняя оболочка с заходного торца заглушается, при этом радиальную деформацию претерпевает только внешняя оболочка, что и позволяет изготавливать слоистые трубы из труб одинаковой жесткости.
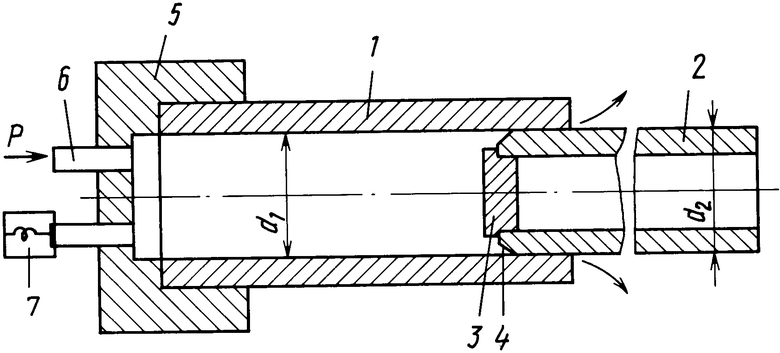
На чертеже изображен способ изготовления слоистой трубы, где 1 - наружная оболочка, 2 - внутренняя оболочка, 3 - заглушка, 4 - фаска, 5 - стакан, 6 - канал для подачи рабочей среды, 7 - предохранительный клапан.
В начальном состоянии наружная оболочка 1 имеет внутренний диаметр d1, меньший, чем наружный диаметр d2 внутренней оболочки 2. Внутреннюю оболочку 2 заглушают с заднего торца заглушкой 3 и заправляют на фаску 4 в передний торец наружной оболочки 1. Задний торец наружной оболочки 1 заглушают стаканом 5. Стакан 5 имеет канал 6 для подачи рабочей среды и предохранительный клапан 7 для сброса излишков рабочей среды.
По каналу 6 во внутреннюю полость наружной оболочки 1 подают рабочую среду для создания требуемого давления П, достаточного для радиальной деформации оболочки 1, благодаря чему она увеличивается в диаметре. После этого производят вдвигание внутренней оболочки 2 в наружную оболочку 1. В процессе соосного совмещения оболочек требуемое давление Р поддерживают за счет поршневого сжатия рабочей среды, при этом излишки рабочей среды сбрасывают через образующийся кольцевой зазор между оболочками и через предохранительный клапан.
Предлагаемый способ изготовления слоистой трубы был испытан в лаборатории Читинского политехнического института. При этом выдерживались следующие параметры: длины оболочек 2 м, материал оболочек - полиэтилен низкого давления, внутренний диаметр наружной оболочки - 96 мм, наружный диаметр внутренней оболочки 98 мм; толщины стенок оболочек - внутренней - 2 мм, наружной - 7 мм, время сборки слоистой трубы - 4 мин. Полученная слоистая труба наружным диаметром 110 мм и толщиной стенки 9 мм испытана гидравлическим давлением 4,2 МПа, при этом существенной деформации ее, близкой к пластической, не наблюдалось.
Предлагаемый способ надевания на трубу наружной оболочки позволяет получать предварительно напряженные полимерные трубы для высоконапорных трубопроводов по простой технологии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫРАЩИВАНИЯ ЗЕЛЕНОГО КОРМА В ГИДРОПОНИКУМЕ | 1994 |
|
RU2093981C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ТРУБ | 1991 |
|
RU2050281C1 |
| ФИТОФИЛЬТР ДЛЯ ОЧИСТКИ СТОЧНЫХ ВОД | 1998 |
|
RU2149836C1 |
| Устройство для заведения гибких труб одна в другую, например, для заведения гладкой полимерной трубы в гофрированную | 2017 |
|
RU2644479C1 |
| Устройство для перекрытия трубы трубопереезда | 1990 |
|
SU1732863A1 |
| Способ строительства дренажа | 1986 |
|
SU1420107A1 |
| Тепловой двигатель | 1989 |
|
SU1747744A2 |
| Автоматизированная мелиоративная система | 1981 |
|
SU1035126A1 |
| Дренажное устройство | 1987 |
|
SU1442605A1 |
| Скважинный фильтр | 1989 |
|
SU1754884A1 |
Использование: изготовление слоистых труб, имеющих эластичный полимерный слой. Сущность изобретения: передний торец оболочки заглушают путем заправки в него предварительно заглушенного переднего торца внутренней трубы и при относительном перемещении трубы и оболочки обеспечивают сброс излишков рабочей среды из оболочки, поддерживая внутри оболочки необходимое давление. 1 ил.
СПОСОБ НАДЕВАНИЯ НА ТРУБУ НАРУЖНОЙ ОБОЛОЧКИ путем ее раздува при изготовлении слоистой трубы, заключающийся в том, что внутреннюю полость наружной оболочки заглушают с переднего и заднего торцов, подают во внутрь оболочки с одного ее торца рабочую среду, создавая давление внутри оболочки, достаточное для ее радиальной деформации, и осуществляют относительное перемещение наружной оболочки и внутренней трубы до их совмещения, отличающийся тем, что, с целью расширения диапазона использования способа, передний торец оболочки заглушают путем заправки в него предварительно заглушенного переднего торца внутренней трубы и при относительном перемещении трубы и оболочки обеспечивают сброс излишков рабочей среды из оболочки, поддерживая внутри оболочки необходимое давление.
| Устройство для установки эластичной оболочки на трубу | 1987 |
|
SU1456321A1 |
| Солесос | 1922 |
|
SU29A1 |
