Изобретение относится к производству строительных изделий, а именно к производству художественно-декоративных мозаичных изделий с заданным рисунком мозаики.
Известен способ изготовления мозаичных изделий, включающий укладку группы мозаичных камней в виде мозаичного слоя на подложку из твердого дерева, заливку слоя жидкой смолы, отверждение смолы, полировку обнаженных камней (заявка ЕР N 0267997, кл. В 44 С 3/12, 1988).
Недостатком данного способа изготовления являются большие трудозатраты, связанные со шлифовкой по-разному выступающих из изделия обнаженных камней и подготовкой плоских камнеэлементов, невысокое качество изделий, трудности (многооперационность) получения изделий со сложным рисунком мозаики.
Известен способ изготовления мозаичных плит, включающий сборку пластин разного цвета одна на другую в пакет, выпиливание по заданному рисунку из пакета пластин элементов мозаики, укладку пластин на покрытую смазкой подложку, установку в пластины по рисунку изделия вырезанных элементов мозаики другого с пластиной цвета и дальнейшую технологическую обработку.
Недостатками данного способа изготовления являются низкое качество лицевой поверхности, невысокая прочность изделия на растяжение при изгибе, большой расход связующих и высокие трудозатpаты за счет большой протяженности швов.
Целью настоящего изобретения является улучшение декоративности и качества мозаичных изделий, снижение расхода связующих, увеличение прочности изделий на растяжение при изгибе и производительности процесса их изготовления за счет точного и плотного прилегания швов и их протяженности и количества плоских элементов, при одинаковой сложности рисунка мозаичных изделий, а соответственно, и общей поверхности распиловки при подготовке плоских камнеэлементов.
Поставленная цель достигается тем, что плоские элементы мозаики изготавливают из пластин, которые накладывают друг на друга, соединяют струбцинами в пакет и вырезают по заданному рисунку из пакета, затем струбцины снимают, пластины укладывают горизонтально на подложку и вставляют согласно рисунку вырезанные плоские элементы мозаики одного цвета в пластины другого цвета; тем, что в случае использования пластин из мелкозернистого мрамора, пластины и плоские элементы мозаики нагревают до 350оС, укладывают по рисунку мозаичного изделия горизонтально на металлический лист, покрытый высокотемпературной графитовой смазкой и швы заливают расплавом висмута; тем, что при использовании способа распиловки, для выпиливания плоских элементов мозаики из пакета пластин, обеспечивающего ширину щели пропила не более 100 мкм, перед сборкой пакета пластин одну из пластин нагревают до 50-200оС и после удаления вырезанных плоских элементов мозаики из нагретой пластины на их место в нагретой пластине устанавливают точно такие же по размерам в плане плоские элементы мозаики, выпиленные из ненагретой пластины, при этом заливку связующего в швы осуществляют только для ненагретой пластины; тем, что пакет собирают из тонкой пластины ценного камня и толстой пластины дешевого камня, после установки тонкой пластины на горизонтальную подложку полированной стороной вверх, вставку плоских элементов мозаики, выпиленных из толстой пластины, осуществляют полированной стороной вверх, а толстую пластину из дешевого камня устанавливают на подложку полированной стороной вниз и тонкие плоские элементы мозаики вставляют лицевой стороной вниз; тем, что после сборки пластин в пакет на нижней пластине наносят контур рисунка мозаичного изделия, делают прорези в пакете пластин алмазным диском таким образом, чтобы на нижней пластине линии пропила совпадали с контурами рисунка, а после вставки плоских элементов мозаики, выпиленных из нижней пластины в верхнюю, пропилы, выступающие из контура рисунка на верхней пластине, перед шлифовкой и полировкой заполняют клеевой композицией с мелким наполнителем из камня, аналогичного камню верхней пластины; тем, что после сборки пластин в пакет на верхней пластине наносят контуры по рисунку мозаики и алмазным диском делают прорези по длине линий, вставляют полосовые пилы такой же ширины, как алмазные диски и пропилы осуществляют на полную глубину пакета пластин.
Вырезание плоских элементов мозаики заданного рисунка из сборки пластин разного цвета в пакете, не нарушая целостности контура пластин, позволяет достичь точного и плотного прилегания плоских элементов мозаики друг к другу, ликвидировать операции окантовки изделий, уменьшить количество швов и тем самым увеличить прочность изделия на растяжение при изгибе, снизить расход клея и трудозатраты. В случае использования пластин из мелкозернистого мрамора нагревание пластин и плоских элементов мозаики до температуры 350оС обеспечиваeт использование в качестве связующего расплава висмута. При обеспечении ширины пропила не более 100 мкм нагревание одной из пластин позволяет осуществить изготовление мозаичного изделия без связующего. Использование полированных пластин разного цвета не одинаковой толщины позволяет экономить ценные сорта камня (используется на изготовление тонких пластин); Использование дисковых пил для выпиливания плоских элементов мозаики из пластин обеспечивает точность выпиливания плоских элементов мозаики по рисунку нижней пластины, а на верхней пластине пропилы, выступающие из контура рисунка, заливают клеевой композицией с мелким наполнителем из камня, аналогичного камню верхней пластины. При использовании дисковых пил уменьшение площади распиловки и качество лицевой поверхности обеспечивается тем, что алмазным диском делают прорези на верхней пластине по рисунку, а затем полосовыми пилами осуществляются пропилы на полную глубину пакета пластин.
Таким образом, все отличительные признаки изобретения взаимосвязаны между собой, и только их совокупность обеспечивает достижение цели изобретения.
При проведении патентного поиска не выявлено известных технических решений, имеющих по сравнению с прототипом отличительные признаки, что в соответствии с вышеизложенным дает основание считать эти признаки существенными.
Способ изготовления мозаичных изделий.
Разные по цвету блоки распиливают на прямоугольные пластины, равные по размерам в плане размерам мозаичных изделий. Затем пластины разного цвета накладывают друг на друга, соединяют их по краям струбцинами в пакет и вырезают по заданному рисунку из пакета пластин плоские элементы мозаики, не нарушая целостности контура пластин, затем струбцины снимают, пластины укладывают горизонтально на подложки, покрывают смазкой и вставляют согласно рисунку мозаики вырезанные плоские элементы мозаики из пластин одного цвета в пластины другого цвета, затем заливают швы связующим, шлифуют и полируют лицевую поверхность. В случае использования пластин из мелкозернистого мрамора после выпиливания плоских элементов мозаики их и пластины нагревают до 350оС, укладывают по рисунку мозаики горизонтально на подложку, смазанную высокотемпературной смазкой (графитовой) и в швы заливают расплав висмута, который после отверждения выполняет роль клея. В случае обеспечения ширины пропила не более 100 мкм перед сборкой пакета пластин одну из них нагревают до 50-200оС, выпиливают плоские элементы мозаики, затем вынимают их из горячей пластины и на их место вставляют холодные плоские элементы мозаики и наоборот, при этом заливку связующего в швы осуществляют только в последнем случае, шлифуют и полируют лицевую поверхность В целях экономии ценных сортов камня берут полированную тонкую пластинку из ценного камня и полированную толстую пластинку из дешевого камня, соединяют их в пакет, вырезают плоские элементы мозаики, затем в тонкую пластинку, установленную полированной стороной вверх, вставляют плоские элементы мозаики из дешевого камня большей толщины полированной стороной вверх, а в толстую пластинку, установленную полированной стороной вниз, вставляют более тонкие плоские элементы мозаики из ценного камня полированной стороной вниз и в швы заливают связующее. В случае использования камнерезных дисковых станков для получения плоских элементов мозаики пластины разного цвета собирают в пакет, на нижней пластине наносят контур рисунка мозаики, делают прорези в пакете пластин алмазным диском так, чтобы линии пропила совпадали с контурами рисунка мозаики на нижней пластине, затем выпиленные плоские элементы мозаики укладывают на подложку лицом низ и после вставки плоских элементов мозаики одного цвета в пластины другого швы и пропилы, выступающие из контура рисунка мозаики, заполняют клеевой композицией с мелким наполнителем из камня, аналогичного камню, в котором имеются пропилы. Для обеспечения использования традиционных дисковых станков для выпиливания плоских элементов мозаики из пластин собирают пакет, на верхней пластине наносят контур рисунка мозаики и по этому контуру делают прорези по длине линий алмазным диском, а затем в прорези вставляют последовательно полосовую пилу и пропилы осуществляют на полную глубину пакета пластин по всем линиям рисунка.
П р и м е р 1. Брали блоки черного (Агур) и белого (коелга) мрамора и при помощи семидискового станка с диаметром пил 1200 мм распиливали их на прямоугольные пластины (плиты) размерами в плане 300 х х300 мм и толщиной 10 мм, затем пластины разных цветов накладывали одна на другую и соединяли по краям струбцинами в пакет. Пакет пластин устанавливался на рабочий стол установки гидроабразивного копирования НИКС-ТБ с рабочей насадкой, позволяющей, не нарушая целостности контура пластин, выпиливать из них плоские элементы в виде шестигранника. Затем струбцины снимали и пластины разного цвета укладывали на подложку, покрытую смазкой, и вставляли плоские элементы мозаики из пластин одного цвета в пластины другого цвета. После этого в прорези швов заливали связующее на основе эпоксидной смолы (ЭД-20) и заполнителя из каменной крошки фракции от 0 до 1,25 мм. После отверждения связующего производили шлифовку и полировку поверхности мозаичных изделий. В результате получено два мозаичных изделия из мраморов различных цветов,
П р и м е р 2 (осуществление способа по п.2 формулы изобретения).
Пластины из мелкозернистого белого мрамора (Коелга) и красного мрамора (Буравщина) получали, как в примере 1. Затем соединяли их в пакет выпиливали плоские элементы мозаики в виде пятиконечной звезды. После этого пластины и плоские элементы мозаики нагревали в термошкафу до 350оС и пластины укладывали на подложку, покрытую высокотемпературной графитовой смазкой и вставляли вырезанные плоские элементы мозаики одного цвета в пластины другого цвета, затем в швы заливали расплав висмута, после охлаждения камня и отверждения висмута поверхность мозаичных изделий шлифовали и полировали. В результате получено два мозаичных изделия.
П р и м е р 3 (осуществление способа по п.3 формулы изобретения).
Для изготовления мозаичного изделия использовали зеленое листовое стекло и лист керамики коричневого цвета размерами 20 х 20 см и толщиной 6 мм. После этого лист керамики нагревали до 200оС и соединяли с листом из стекла в пакет, после этого при помощи лазерной установки с ЧРУ с мощностью излучения 300 Вт выпиливали из пакета пластин плоские элементы мозаики по заданному контуру рисунка. Затем плоские элементы мозаики, выпиленные из холодного листа, вставляли в горячую пластину. После остывания горячей пластины она плотно зажимала плоские элементы мозаики и использование клея не требовалось. Заливку в швы клея на основе смолы ЭД-20 осуществляли только для холодной пластины из стекла с вставками в виде плоских элементов мозаики из горячего листа керамики. В результате получено два мозаичных изделия из стекла и керамики.
П р и м е р 4 (осуществление способа по п.3 формулы изобретения).
Все операции по изготовлению были как в примере 3, но использовались пластины из черного (Агур) и белого (Коелга) мрамора толщиной 10 мм и нагревали пластину из белого мрамора до температуры 50оС. Для выпиливания плоских элементов мозаики использовалась лазерная установка с мощностью излучения 500 Вт. В результате получено два мозаичных изделия из мрамора различных цветов.
П р и м е р 5 (осуществление способа по п.4 формулы изобретения).
Брали тонкую полированную пластину из нефрита (толщина 3 мм) и полированную пластину из лиственита (толщина 10 мм), соединяли их в пакет и при помощи установки гидроабразивного распиливания (НИКС-ТБ) выпиливали рисунок в виде стилизованного пейзажа, укладывали пластину из нефрита полированной стороной вверх на горизонтальную подложку, смазанную смазкой, и вставляли выпиленные из лиственита плоские элементы мозаики толщиной 10 мм полированной стороной вверх, а в промежутки между элементами (швы) заливали связующее. Пластины из лиственита толщиной 10 мм укладывали полированной стороной вниз на подложку, смазанную смазкой, и вставляли в пластину плоские элементы мозаики из нефрита также полированной стороной вниз. Швы между камнеэлементами заливали связующим с мелким наполнителем. На пластину из нефрита толщиной 3 мм для обеспечения одинаковой толщины изделия заливали полимербетонную смесь с заполнителем фракции от 0 до 3 мм на толщину 7 мм. В результате получено два изделия, одно с выступающими из тела изделия камнеэлементами, а другое в виде обычной мозаики со стилизованным пейзажем.
П р и м е р 6 (осуществление способа по п.5 формулы изобретения).
Выпиливали пластины из блоков черного и красного гранита, так же как в примере 1. Пластины размером 400 х 300 х 10 мм соединяли в пакет и на нижней пластине из красного гранита наносили рисунок мозаики в виде замкнутых треугольников, а затем пилой с алмазным диском диаметром 400 мм делали прорези таким образом, чтобы на нижней стороне пластины из красного гранита линии пропила совпадали с контурами рисунка мозаики. После этого пластины укладывали на горизонтальную подложку, покрытую смазкой, лицом вниз и вставляли в них плоские элементы мозаики противоположного цвета. Затем швы и пропилы, выступающие из контура рисунка мозаики на верхней стороне пластин черного и красного цветов, заполняли клеевой композицией с наполнителем из дробленого гранита фракции от 0 до 0,63 мм соответствующего цвета. Затем изделие шлифовали и полировали. В результате получены два мозаичных изделия.
П р и м е р 7 (осуществление способа по п.6 формулы изобретения).
Операции по изготовлению пластин были как в примере 1, использовались пластины из черного и красного мрамора, на верхней пластине из красного мрамора в пакете наносили рисунок в виде прямоугольников и делали прорези на верхней пластине алмазным диском с диаметром 200 мм точно по длине линий рисунка. После того, как были выполнены прорези на верхней пластине, в прорези последовательно вставляли полосовую пилу той же толщины, как и у алмазного диска, и делали пропилы на всю глубину пакета пластин. После этого все операции проводились как в примере 1, но связующее для швов готовили на основе эпоксидной смолы с заполнителем соответственно из смеси дробленого черного и красного мрамора фракции от 0 до 0,125 мм. В результате получены изделия в виде плит из черного мрамора с красными прямоугольными вставками и красного мрамора с черными прямоугольными вставками.
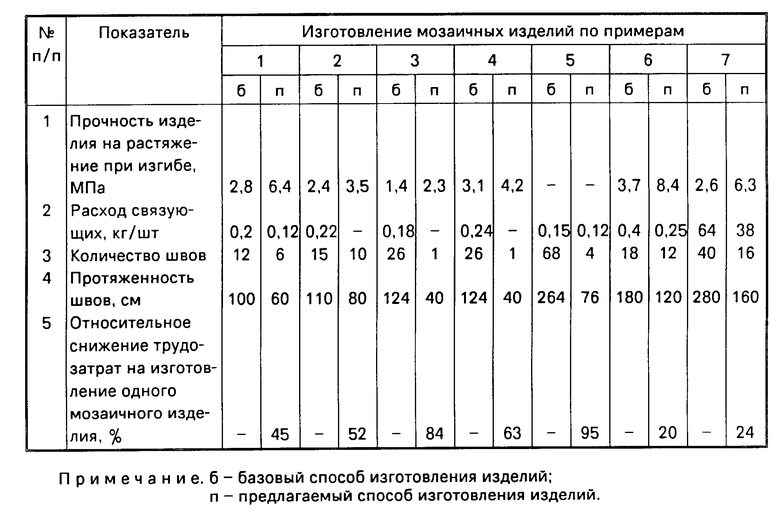
Технико-экономические показатели изготовления мозаичных изделий приведены в таблице.
Преимущества предложенного варианта по сравнению с базовым:
1. Улучшается декоративность и качество мозаичных изделий и сокращается расход связующих за счет точного и плотного прилегания плоских элементов мозаики друг к другу, а также сокращения общей длины швов.
2. Увеличивается прочность изделия на растяжение при изгибе и производительность процесса их изготовления за счет уменьшения количества швов, их протяженности и количества плоских элементов при одинаковой сложности рисунка мозаичных изделий, а также сохранения сплошности изделия вследствие того, что между элементами мозаики в изделиях не выходят на боковые грани.
Внедрение способа предполагается на Московском комбинате строительных материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МОЗАИЧНОГО ИЗДЕЛИЯ | 2013 |
|
RU2516972C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОЗАИЧНЫХ ИЗОБРАЖЕНИЙ (ВАРИАНТЫ) | 2015 |
|
RU2621220C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХУДОЖЕСТВЕННО-ДЕКОРАТИВНЫХ СТЕКЛОМОЗАИЧНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2341380C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОЗАИЧНЫХ ИЗОБРАЖЕНИЙ (ВАРИАНТЫ) | 2016 |
|
RU2619409C1 |
| СПОСОБ МОЗАИЧНОЙ ИЛИ ДЕКОРАТИВНОЙ ОБЛИЦОВКИ ПОВЕРХНОСТИ ПЛИТОЧНЫМ МАТЕРИАЛОМ ИЗ ПРИРОДНОГО КАМНЯ | 1998 |
|
RU2145928C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОЗАИЧНОГО ИЗДЕЛИЯ | 1991 |
|
RU2021153C1 |
| СПОСОБ РАСПИЛОВКИ БЛОКОВ ПРИРОДНОГО КАМНЯ НА ПЛИТЫ ИЛИ ПЛИТКИ | 1991 |
|
RU2021123C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУСЛОЙНЫХ ОБЛИЦОВОЧНЫХ ПЛИТ | 1991 |
|
RU2020067C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНОЙ ПЛИТЫ | 1991 |
|
RU2021113C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНОЙ ПЛИТЫ | 1991 |
|
RU2022945C1 |
Изобретение относится к производству художественно-декоративных мозаичных изделий с заданным рисунком мозаики. Осуществление способа заключается в следующем. Разные по цвету блоки распиливают на прямоугольные пластины, соединяют их в пакеты, вырезают по заданному рисунку из пакета пластин плоские элементы мозаики. Пластины укладывают на подложку, смазанную смазкой, и вставляют плоские элементы мозаики одного цвета в пластину другого цвета. Заливают швы связующим, шлифуют и полируют лицевую поверхность. В случае использования пластин из мелкозернистого мрамора, выпеленные плоские элементы мозаики и пластины нагревают до 350°С, а в швы вместо связующего заливают расплав висмута. В случае обеспечения ширины пропила не более 100 мкм одну из пластин нагревают до 50 - 200°С, а выпиливание осуществляют при помощи лазерной установки. В целях экономии ценных сортов камня используют тонкую пластину из ценного камня и толстую пластину из дешевого камня. В случае использования камнерезных дисковых станков на нижней пластине наносят рисунок мозаики и делают прорези алмазным диском так, чтобы линии пропила совпадали с контурами рисунка мозаики на нижней пластине. При использовании традиционных дисковых станков на верхней пластине наносят контур рисунка мозаики, по контуру делают прорези по всей длине линий алмазным диском, а в прорези вставляют последовательно полосовую пилу и пропилы осуществляют на полную глубину пакета пластин. 7 з.п. ф-лы, 1 табл.
| Устройство для индикации информации | 1981 |
|
SU1464202A1 |
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |
