Изобретение относится к технологии обработки металлов, в частности к обработке каналов преимущественно толстостенных труб с использованием рабочей жидкости под высоким давлением.
Известен способ улучшения прочностных свойств толстостенных труб сверхвысоким давлением [1]. При этом способе канал трубы обрабатывается в два этапа: сначала диаметр канала увеличивается на 10...50% при постепенном повышении давления, затем канал обрабатывается шариком, проталкиваемым жидкостью под высоким давлением.
Недостатком этого способа является сложность технологии обработки канала трубы, значительные затраты энергии на обработку и высокие остаточные напряжения в стенках обрабатываемой трубы.
Известен также способ [2] для холодной обработки (чистки) давлением длинных свернутых в рулоны труб со стороны их внутренней поверхности, по которому одна или несколько расположенных друг за другом оправок прогоняются через трубу под высоким статическим давлением жидкости.
Установка для осуществления способа [2] содержит регулируемое устройство создания высокого давления масла, устройство загрузки оправок и приспособление для закрепления трубы перед обработкой.
Основным недостатком данного технического решения являются также значительные затраты энергии на привод оправки.
Прототипом предложенного технического решения принято устройство для внутреннего гидростатического скальпирования труб [3] и способ его реализации, который также характеризуется тем, что калибровка (скальпирование) труб осуществляется путем перемещения по каналу трубы оправки (скальпирующего инструмента) при воздействии на ее торец жидкости высокого давления.
Выбранная в качестве прототипа установка для калибровки труб [3] содержит корпус, несущий оправку и устройство для фиксации концов трубы с полостями для улавливания оправки, а также ванну с рабочей жидкостью, связанное с ней устройство высокого давления, включающее плунжерный насос и обратные клапаны и посредством устройства распределения жидкости соединенное с полостями для улавливания оправки.
Недостатком прототипа является низкая надежность установки вследствие наличия шести переключаемых клапанов, обеспечивающих равномерное перемещение оправки в трубе, причем три из них являются управляемыми. Кроме того, длительное воздействие на инструмент постоянного высокого статического перепада давления приводит к повышенным энергетическим затратам в процессе обработки трубы.
Целью изобретения является повышение надежности и снижение энергетических затрат.
Это достигается тем, что в предлагаемом способе калибровки перемещение оправки осуществляют с переменной скоростью и при снижении скорости ниже значения, определяемого условием заклинивания оправки в трубе, производят переключение воздействия высокого давления жидкости на противоположный торец оправки.
Кроме того, переменную скорость оправки создают посредством воздействия на ее торец накладываемых один на другой импульсов давления с фазовым сдвигом между ними.
Цель достигается тем, что в предлагаемом устройстве устройство распределения жидкости выполнено в виде установленного в корпусе подпружиненного золотника, связывающего плунжерный насос, полости для улавливания оправки и ванну с рабочей жидкостью, гидродемпферов, каждый из которых размещен в торце соответствующей полости для улавливания оправки, выполнен в виде подпружиненного в направлении оправки упора и соединен через жиклер с нагнетательной магистралью насоса, и двухпозиционного вентиля, подключенного к жиклерам, нагнетательной магистрали насоса и сливной магистрали.
Кроме того, плунжерный насос выполнен по меньшей мере двухсекционным с приводом от кулачкового вала, при этом кулачки последнего сдвинуты по фазе один относительного другого.
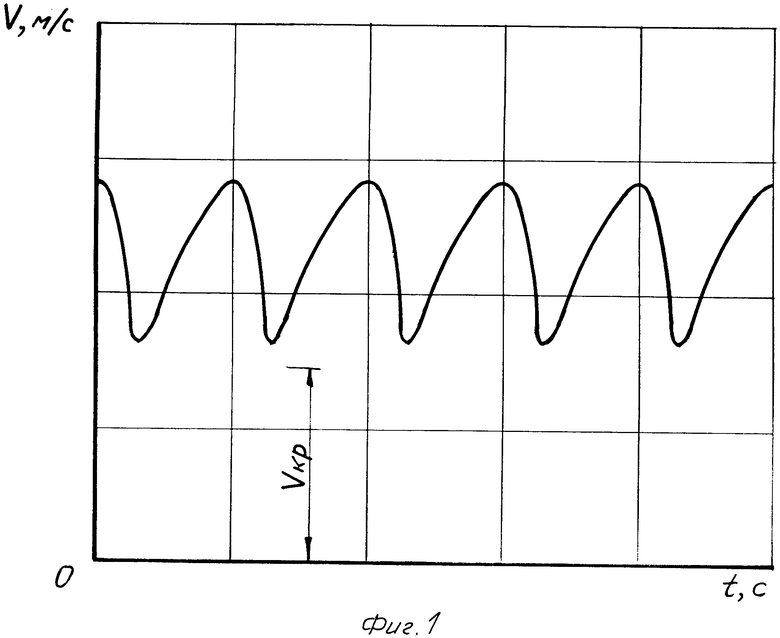
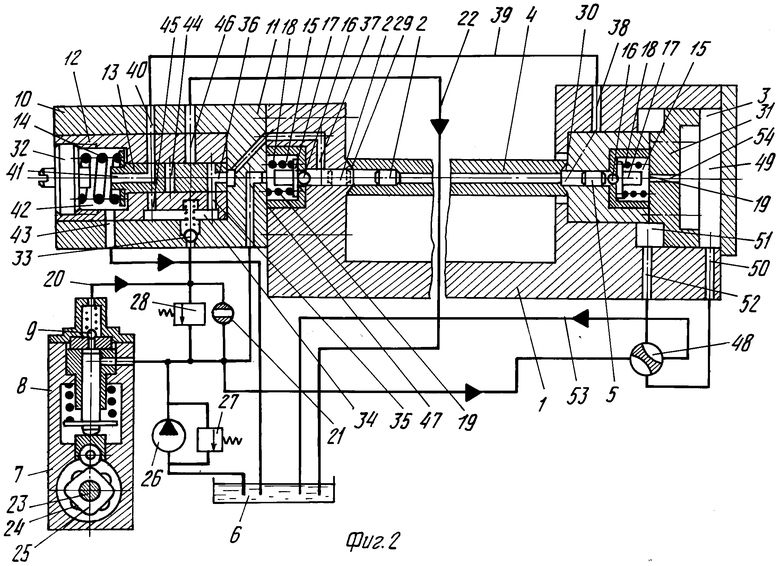
На фиг. 1 представлен график изменения скорости V оправки от времени t (Vкр - критическое значение скорости, определяемое условием заклинивания оправки в трубе); на фиг.2 - схема установки для калибровки труб.
Изобретение по способу осуществляется следующим образом. При калибровке труб путем перемещения по каналу трубы оправки путем воздействия на ее торец жидкости высокого давления перемещение оправки осуществляют с переменной скоростью (фиг.1) и при снижении скорости ниже значения, определяемого условием заклинивания оправки в трубе, производят переключение воздействия высокого давления жидкости на противоположный торец оправки. При этом согласно изобретению переменную скорость оправки создают посредством воздействия на ее торец накладываемых один на другой импульсов давления с фазовым сдвигом Δt (фиг.1) между ними.
Установка для калибровки труб (фиг.2) содержит корпус 1, несущий оправку 2 и устройство 3 для фиксации концов трубы 4 с полостями 5 для улавливания оправки 2, а также ванну 6 с рабочей жидкостью, связанное с ней устройство 7 высокого давления, включающее плунжерный насос 8 и обратные клапаны 9 на каждой из секций, и устройство 10 распределения жидкости, соединенное с полостями 5 для улавливания оправки 2 и устройством 7 высокого давления.
Устройство 10 распределения жидкости выполнено в виде установленной в корпусе 11 втулки 12 с золотником 13, нагруженным пружиной 14, который связывает плунжерный насос 8, полости 5 для улавливания оправки 2 и ванну 6 с рабочей жидкостью, гидродемпферов 15, каждый из которых размещен в торце соответствующей полости 5 для улавливания оправки 2, выполнен в виде упора 16, нагруженного через шток 17 пружиной 18 в направлении оправки 2, и соединен через жиклер 19 с нагнетательной магистралью 20 насоса 8, и двухпозиционного вентиля 21, подключенного к жиклерам 19, нагнетательной магистрали 20 насоса 8 и сливной 22 магистрали.
Плунжерный насос 8 выполнен по меньшей мере двухсекционным (на фиг.2 показана одна секция) с приводом от кулачкового вала 23, при этом кулачки 24 и 25 последнего сдвинуты по фазе один относительно другого, что обеспечивает соответствующий фазовый сдвиг Δt между импульсами давления.
Подкачка рабочей жидкости к плунжерному насосу 8 осуществляется при помощи насоса 26 низкого давления, всасывающая магистраль которого соединена с ванной 6. Параллельно насосу 26 подключен байпасный клапан 27 для автоматического поддержания давления на входе в плунжерный насос 8.
Для предотвращения возможности чрезмерного повышения давления в нагнетательной магистрали 20 насоса 8 установлен предохранительный клапан 28, связанный с линией подкачки насоса 26 низкого давления.
Обрабатываемая труба 4 установлена между неподвижным упорным конусом 29 и подвижным конусом 30, выполненным на торце составного ступенчатого поршня 31 устройства 3 для фиксации концов трубы 4. Причем полости 5 для улавливания оправки 2 выполнены соосно неподвижному 29 и подвижному 30 конусам устройства 3.
В крайнем правом положении золотника 13 устройства 10 распределения жидкости, задаваемым величиной преднатяга пружины 14, который определяется положением регулировочного винта 32, нагнетательная магистраль 20 устройства 7 высокого давления через входной подпружиненный клапан 33, осевой паз 34 и радиальное отверстие 35 втулки 12, выходное отверстие 36 и канал 37 сообщена с полостью 5 для улавливания оправки 2, расположенной со стороны неподвижного конуса 29 устройства 3 для фиксации концов трубы 4. При этом полость 5, расположенная со стороны подвижного конуса 30 устройства 3, через канал 38, трубопровод 39, перепускное отверстие 40 устройства 10 распределения жидкости, канал 41 в золотнике 13, полость 42 и сливное устройство 43 сообщена с ванной 6.
В золотнике 13 устройства 10 распределения жидкости предусмотрен радиальный канал 44, а во втулке - радиальный канал 45, сообщающийся с осевым пазом 34 втулки 12.
При нахождении золотника 13 в крайнем левом положении нагнетательная магистраль 20 через входной клапан 33, осевой паз 34 и радиальный канал 45 втулки 12, радиальный канал 44 золотника 13, перепускное отверстие 40 во втулке 12 и корпусе 11, трубопровод 39 и канал 38 сообщается с полостью 5, расположенной со стороны подвижного конуса 30 устройства 3 для фиксации концов обрабатываемой трубы 4. При этом полость 5 со стороны неподвижного конуса 29 через канал 37, выходное отверстие 36, сливное отверстие 46 и сливную магистраль 22 сообщена с ванной 6.
Напорная магистраль насоса 26 низкого давления через канал 47 устройства 10 распределения жидкости сообщена через жиклер 19 с полостью гидравлического демпфера 15, расположенного со стороны неподвижного конуса 29 устройства 3, и через двухпозиционный вентиль 48 в одном его положении - с надпоршневой полостью 49 устройства 3 через канал 50, при этом подпоршневая полость 51 устройства 3 через канал 52, трубопровод 53 сообщена с ванной 6, а в другом положении двухпозиционного вентиля 48 - с подпоршневой полостью 51 через канал 52, при этом надпоршневая полость 49 сообщена с ванной 6 через канал 50.
В составном ступенчатом поршне 31 устройства 3 для фиксации концов трубы 4 выполнен канал 54, связывающий через жиклер 19, канал 50 и двухпозиционный вентиль 48 внутреннюю полость гидродемпфера 15, расположенного со стороны подвижного конуса 30 устройства 3, с нагнетательной магистралью 20 насоса 8.
Полости 5 для улавливания оправки 2 имеют длину не менее длины оправки 2, причем канал 37 выведен под левый торец оправки 2 в ее исходном положении в полости 5, расположенной со стороны неподвижного конуса 29 устройства 3. Канал 38, расположенный со стороны подвижного конуса 30, выполнен таким образом, что оправка 2 после прохождения через обрабатываемую трубу 4 не перекрывает выход канала 38 в полость 5 и не препятствует сливу рабочей жидкости из трубы 4 в трубопровод 39.
Установка для калибровки труб работает следующим образом.
Двухпозиционный вентиль 21 устанавливают в положение, обеспечивающее сообщение нагнетательной магистрали 20 насоса 8 с напорной магистралью насоса 26 низкого давления (режим холостого хода). Вентиль 48 устанавливают при этом в положение, обеспечивающее связь напорной магистрали насоса 26 низкого давления с подпоршневой полостью 51 устройства 3.
В полость 5, расположенную со стороны неподвижного конуса 29 устройства 3, устанавливают оправку 2 в исходное положение, при котором канал 37 находится левее левого торца оправки 2.
Включают приводы насоса 26 низкого давления и плунжерного насоса 8 устройства 7 высокого давления. При этом рабочая жидкость поступает в подпоршневую полость 51 и поршень 31 занимает крайнее правое положение.
Трубу 4 с предварительно подготовленными концами устанавливают на неподвижный конус 29 устройства 3, переводят двухпозиционный вентиль 48 в положение, обеспечивающее сообщение подпоршневой полости 51 с ванной 6 через трубопровод 53 и надпоршневой полости 49 с напорной магистралью насоса 26 низкого давления. Под давлением жидкости поршень 31 перемещается в крайнее левое положение и подвижный конус 30 зажимает обрабатываемую трубу 4, обеспечивая герметизацию стыков. Одновременно рабочая жидкость по каналам 47 и 54 через жиклеры 19 поступает в полости обоих гидродемпферов 15.
Вентиль 21 переводят в положение, обеспечивающее разобщение нагнетательной магистрали 20 с напорной магистралью насоса 26 низкого давления (рабочий ход).
При этом рабочая жидкость под высоким давлением от секций плунжерного насоса 8 через входной клапан 33 устройства 10 распределения жидкости, по осевому пазу 34, радиальному отверстию 35, выходному отверстию 36 и каналу 37 поступает в полость 5, расположенную со стороны неподвижного конуса 29 устройства 3. Оправка 2 под действием переменного давления начинает перемещаться по внутреннему каналу обрабатываемой трубы 4 с переменной скоростью, калибруя канал.
Изменение скорости перемещения оправки 2 определяется кинематикой привода плунжерного насоса 8 устройства 7 высокого давления и фазовым сдвигом смежных кулачков 24, 25 кулачкового вала 23. При этом фазовый сдвиг кулачков 24, 25 выбран таким, что скорость перемещения оправки 2 не падает ниже критической, определяемой условием заклинивания оправки 2 в трубе 4.
В случае заклинивания оправки 2 в канале обрабатываемой трубы 4 перед оправкой и в нагнетательной магистрали 20 насоса 8 резко возрастает давление, что приводит к срабатыванию предохранительного клапана 28, сбрасывающего часть рабочей жидкости в напорную магистраль насоса 26 низкого давления и далее через байпасный клапан 27 - в ванну 6, что предотвращает установку от поломки. При этом повышенное рабочее давление жидкости, воздействуя на торцовую поверхность золотника 13, смещает его в крайнее левое положение во втулке 12, при котором радиальное отверстие 35 и выходное отверстие 36 разобщаются и жидкость, поступающая из нагнетательной магистрали 20 через входной клапан 33 в осевой паз 34, далее через каналы 45, 44, перепускное отверстие 40, трубопровод 39 и канал 38 перетекает в полость 5, расположенную со стороны подвижного конуса 30 устройства 3.
Перестановка золотника 13 в крайнее левое положение приведет к тому, что импульсы высокого давления рабочей жидкости будут воздействовать на оправку 2 со стороны необработанной части трубы 4, что приведет к ее обратному перемещению и возврату в исходное положение у неподвижного конуса 29. При этом рабочая жидкость из части канала трубы 4 левее оправки 2 и полости 5 будет вытесняться по каналу 37, выходному отверстию 36, сливному отверстию 46 и сливной магистрали 22 в ванну 6.
Гашение скорости оправки 2 при ее возвращении в исходное положение осуществляется при помощи гидродемпфера 15, в котором энергия удара оправки 2, воспринимаемого упором 16, штоком 17 и пружиной 18, рассеивается при дросселировании рабочей жидкости, вытесняемой через жиклер 19 в сливное отверстие 47 вследствие перемещения штока 17.
По мере падения давления жидкости в канале 37 золотник 13 устройства 10 распределения жидкости под действием пружины 14 возвращается в крайнее правое положение и процесс калибровки трубы 4 возобновляется. При этом рабочая жидкость из полости 5, расположенной со стороны подвижного конуса 30 устройства 3, направляется по каналу 38, трубопроводу 39, перепускному отверстию 40, каналу 41 и сливному отверстию 43 в ванну 6.
После завершения калибровки канала трубы 4 оправка 2 попадает в полость 5 для улавливания оправки, расположенную со стороны подвижного конуса 30, где ударяется об упор 16 гидродемпфера 15 и гасит свою скорость.
При этом оправка 2 открывает канал 38, по которому рабочая жидкость, нагнетаемая насосом 8, сбрасывается по трубопроводу 39, перепускному отверстию 40, каналу 41 и сливному отверстию 43 в ванну 6.
Далее двухпозиционный вентиль 21 переводится в положение холостого хода, обеспечивающее сообщение надпоршневой полости 49 с ванной 6, подпоршневой полости 51 - с напорной магистралью насоса 26 низкого давления, после чего поршень 31 смещается в крайнее правое положение. Обработанная труба 4 освобождается, а оправка 2 извлекается из полости 5 для ее улавливания, расположенной со стороны подвижного конуса 30 устройства 3, и устанавливается в исходное положение для следующего цикла калибрования.
Таким образом, предложенное техническое решение обеспечивает повышение надежности процесса калибровки труб путем переключения воздействия высокого давления рабочей жидкости на противоположный торец оправки в случае ее заклинивания и упрощения конструкции устройства, а также снижение энергетических затрат при обработке трубы за счет использования переменной скорости оправки, что позволяет уменьшить суммарное время воздействия на нее высокого давления.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПРАВКА ДЛЯ КАЛИБРОВКИ КАНАЛА ТРУБОПРОВОДА | 1992 |
|
RU2043812C1 |
| СТЕНД ДЛЯ ИСПЫТАНИЯ АГРЕГАТОВ ГИДРООБЪЕМНЫХ ПРИВОДОВ | 1999 |
|
RU2146339C1 |
| СТЕНД ДЛЯ ИСПЫТАНИЯ ОБЪЕМНЫХ ГИДРОМАШИН | 2000 |
|
RU2167340C1 |
| СПОСОБ ОЦЕНКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ГИДРОСТАТИЧЕСКОГО ПРИВОДА | 2000 |
|
RU2160855C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЦИКЛОВОЙ ПОДАЧИ ТОПЛИВА В ДИЗЕЛЬНОМ ДВИГАТЕЛЕ | 1998 |
|
RU2161725C2 |
| СТЕНД ДЛЯ ИСПЫТАНИЙ ЭЛЕМЕНТОВ ГИДРОАГРЕГАТА РУЛЕВОГО УПРАВЛЕНИЯ | 2000 |
|
RU2173414C1 |
| ИЗМЕРИТЕЛЬ УДЕЛЬНОГО РАСХОДА ТОПЛИВА ДВИГАТЕЛЕМ ВНУТРЕННЕГО СГОРАНИЯ | 1998 |
|
RU2137095C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ГИДРОСТАТИЧЕСКОГО ПРИВОДА | 2001 |
|
RU2184883C1 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ ТОПЛИВНЫХ НАСОСОВ ВЫСОКОГО ДАВЛЕНИЯ | 2010 |
|
RU2455520C1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ПОДАЧИ МАСЛЯНЫХ НАСОСОВ И ДАВЛЕНИЯ ОТКРЫТИЯ КЛАПАНОВ | 2006 |
|
RU2322619C1 |
Сущность изобретения: оправку перемещают по каналу трубы с переменной скоростью путем воздействия на торец оправки жидкости высокого давления. При снижении скорости оправки ниже значения, определяемого условием ее заклинивания в трубе, производят переключение действия жидкости высокого давления на противоположный торец оправки. Установка содержит корпус с оправкой, два устройства для фиксации концов трубы с полостями для улавливания оправки, ванну с рабочей жидкостью, устройство высокого давления, включающее плунжерный насос и обратные клапаны, и устройство распределения жидкости, включающее золотник, гидродемпфер в виде упора с жиклером и двухпозиционного вентиля. 2 с. и 3 п. ф-лы, 2 ил.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Устройство для внутреннего гидростатического скальпирования труб | 1988 |
|
SU1607990A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
