Изобретение относится к литейному производству, в частности к связующему суспензии для форм литья по выплавляемым моделям.
Известен состав связующего в суспензиях для изготовления оболочковых форм по выплавляемым моделям, содержащий 1% борной кислоты.
Недостатком данного технического решения является то, что уже при концентрации борной кислоты более 0,03% начинается рост времени прокаливания форм и рост потерь кремния.
Цель изобретения - сокращение длительности прокаливания керамических форм.
Цель достигается введением борной кислоты в количестве 0,025-0,035% в гидролизованный раствор этилсиликата.
Введение борной кислоты 0,025-0,035% в гидролизованный раствор этилсиликата обусловлено тем, что корковая форма, полученная на таком связующем, содержит углерод 0,10-0,15 мас.%.
Такое содержание углерода в корковой форме до прокалки достигается регуляцией процессов конденсации и оптимизации накопления остаточных углеродных радикалов борной кислотой по заявляемому техническому решению.
Связующее, гидролизованный раствор этилсиликата, готовят в смесителе при 2800 об/мин. В смеситель вливают подкисленную воду и включают перемешивание, затем в подкисленную воду по расчету вливают этилсиликат. При повышении температуры раствора до 40оС включают охлаждение смесителя. Соотношение компонентов в гидролизованном растворе при гидролизе ЭТС-40 с содержанием SiO2 41,7% и HCl 0,036% на 16 л следующее: ЭТС40 6 л; вода 1,35 л; НСl 110 мл. Не прекращая перемешивания связующего, после завершения гидролиза этилсиликата вводят борную кислоту из расчета 0,025-0,035 мас.% в виде 5% -ного спиртового раствора (с целью исключения оседания нерастворившейся борной кислоты в мешалке) и перемешивают 2-3 мин.
Приготовленное таким образом этилсиликатное связующее суспензии смешивают с огнеупорным наполнителем. Полученная суспензия содержит 35% связующего и 65% пылевидного кварца.
Оболочковые керамические формы изготавливают послойным нанесением суспензии на блок выплавляемых моделей. Каждый слой отверждают на воздухе. Перед заливкой корковые формы прокаливают в опорном наполнителе 1,0-1,5 ч при температуре 840-860оС.
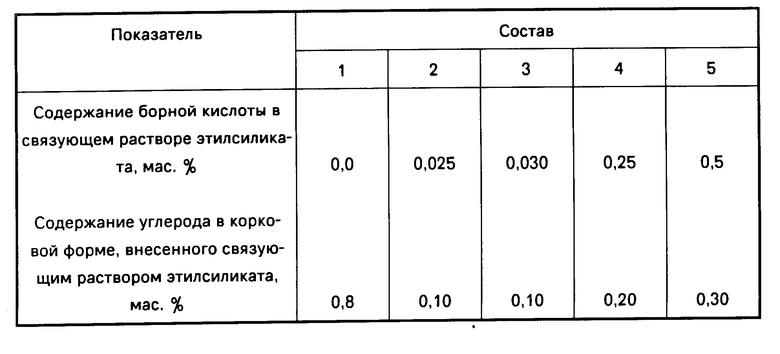
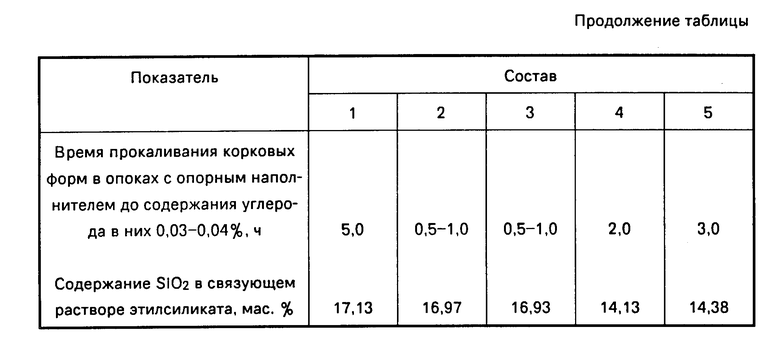
Свойства связующего суспензии и корковой формы приведены в таблице.
Как видно из данных, приведенных в таблице, использование в составе связующего для суспензии борной кислоты менее 0,025% не оказывает заметного влияния на сокращение времени прокаливания корковых форм в опорах с опорным наполнителем.
Увеличение содержания борной кислоты в составе связующего суспензии свыше 0,035% вызывает увеличение времени прокаливания корковых форм, содержания углерода в корковой форме и снижение содержания SiO2 в связующем суспензии.
Реализация изобретения позволяет снизить энергоемкость литья по выплавляемым моделям на 2500 кВт˙ч, на тонну годного литья, повысить производительность прокалочных печей в 1,4 раза за счет сокращения длительности прокаливания керамических форм, снизить расход муфелей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ЛИТЕЙНЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2532753C1 |
| СУСПЕНЗИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧКОВЫХ ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2358827C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ЛИТЕЙНЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2532764C1 |
| Способ изготовления многослойных оболочковых литейных форм по выплавляемым моделям | 2020 |
|
RU2746664C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2368451C1 |
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям | 2018 |
|
RU2691914C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧЕК ДЛЯ ЛИТЬЯ ПО УДАЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2547071C1 |
| Суспензия для изготовления оболочковых форм в литье по выплавляемым моделям | 2018 |
|
RU2688038C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ЛИТЕЙНЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2010 |
|
RU2433013C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ (ВАРИАНТЫ) | 2008 |
|
RU2368452C1 |
Состав связующего для суспензии относится к литейному производству, в частности к связующему суспензии для форм литья по выплавляемым моделям. Состав связующего для суспензии, включающий гидролизованный этилсиликат и модифицирующую боросодержащую добавку, отличается тем, что в качестве боросодержащей добавки он содержит борную кислоту при следующем соотношении компонентов, мас. % : гидролизованный раствор этилсиликата с содержанием SiO2 16,93 - 16,97% 99,965 - 99,975; борная кислота 0,025 - 0,035. Это позволяет снизить энергоемкость литья по выплавляемым моделям на 2500 кВт ч/т годного литья, повысить производительность прокалочных печей в 1,4 раза, снизить расход муфелей. 1 табл.
СОСТАВ СВЯЗУЮЩЕГО ДЛЯ СУСПЕНЗИИ, используемой при изготовлении оболочковых форм по выплавляемым моделям, включающий гидролизованный этилсиликат и модифицирующую добавку, отличающийся тем, что в качестве боросодержащей добавки он содержит борную кислоту при следующем соотношении компонентов, мас.%:
Гидролизованный раствор этилсиликата с содержанием SiO2 16,93 - 16,97 мас.% 99,70 - 99,75
Борная кислота 0,025 - 0,030
| Литейное производство, N 962, N 5, с.37. |
