Изобретение относится к химической обработке поверхности металлов смазочными материалами и может быть использовано при изготовлении металлоарматуры, в частности латунированного металлокорда, бортовой проволоки, применяемых в шинах, транспортерных лентах и других резинотехнических изделиях.
Известны составы для обработки поверхности металлокорда на основе аминов и гидразинов, солей хромовой кислоты, например хромата натрия или цинка [1].
Однако соли хромовой кислоты не растворимы в масляной фазе, а применение водных растворов для обработки латунного покрытия нежелательно из-за быстрой коррозии латуни во влажной среде.
По технической сущности наиболее близким к предлагаемому составу является состав для обработки поверхности металлокорда, содержащий борат циклогексиламина с хромовокислым цинком и бензотриазол, растворенные в воде или органическом растворителе [2].
Перед обработкой корд очищают погружением в кислоту. Контакт латунного покрытия с кислотной средой (или с нейтральной водной) приводит к нарушению сплошности тонкого латунного покрытия, возникновению неравномерной коррозии в связи с трудностью удаления влаги из узлов сплетения каната, нестабильности адгезионных свойств, ускоренному появлению коррозионных поражений, несмотря на присутствие в этих растворах замедлителя коррозии. Кроме того, соли циклогексиламина претерпевают деструкцию при повышении температуры, что обусловливает нестабильность адгезионных характеристик при вулканизации и эксплуатации шины.
Целью изобретения является разработка состава, позволяющего стабилизировать адгезионные связи резины на основе натурального каучука с металлокордом в процессе эксплуатации и старения. Изобретение характеризуется тем, что в состав, включающий углеводородный растворитель, соль циклогексиламина и бензотриазол, дополнительно вводят полиэтилсилоксановую жидкость ПЭС-5, а в качестве соли циклогексиламина вводят соль дициклогексиламина и технических фракций синтетических жирных кислот С10-С13, при следующем соотношении, компонентов, мас.%:
Соль дициклогексиламина
и технических фракций
синтетических жирных кислот (С10-С13) 0,5-2,0 Бензотриазол (БТА) 0,01-0,1
Полиэтилсилоксановая жидкость (ПЭС-5) 0,01-0,05
Углеводородный растворитель Остальное
Указанные отличительные признаки - дополнительное содержание в составе полиэтилсилоксановой жидкости (ПЭС-5) совместно с солью дициклогексиламина и бензотриазолом является новым и обеспечивает при использовании следующий технический эффект: повышение и стабилизацию адгезионной связи резина - металлокорд в процессе эксплуатации и старения, и тем самым улучшает качество резинотехнических изделий.
Основное назначение в данном составе полиэтилсилоксановой жидкости ПЭС-5 - повышение термостабильности всей системы. ПЭС-5 является устойчивой к термической и термоокислительной деструкции, а также создает синергический эффект, усиливая действие соли дициклогексиламина и бензотриазола.
Соль дициклогексиламина с техническими фракциями синтетических жирных кислот С10-С13 является солью алифатического амина, который улучшает растворимость бензотриазола в углеводородной фазе. Кроме того, использование гексиламина с двойным циклом и с дополнительным углеводородным радикалом улучшает смешиваемость корда с резиной и упрочняет систему за счет высоких показателей адгезии, как начальной, так и после старения.
Соль дициклогексиламина и технических фракций синтетических жирных кислот С10-С13 выпускается по ТУ 6-02-834-88. Она применяется в промышленности в качестве ингибитора коррозии черных и цветных металлов [3].
Бензотриазол выпускается по ТУ 6-09-1291-75.
Полиэтилсилоксановая жидкость (ПЭС-5) выпускается по ГОСТ 13004-77 и представляет собой прозрачную вязкую жидкость - смесь полимеров преимущественно линейной структуры. Кинематическая вязкость ПЭС-5 200-300 сСт, рН - 6-7, массовая доля кремния 26,4 - 28,0%, коэффициент преломления nD20 = 1,446, температура вспышки 260оС.
Применение соли дициклогексиламина меньше 0,5% ухудшает адгезионные свойства системы латунированный корд - резина, а при концентрации более 2% адгезионные свойства ухудшаются из-за сильного экранирования латунного покрытия - при этом ухудшаются условия образования связей между серой резины и медью покрытия, необходимых для адгезионной прочности системы.
Концентрация БТА меньше 0,01% ухудшает адгезионные свойства системы металлокорд-резина. При концентрации БТА более 0,1% адгезионные свойства более не увеличиваются.
Применение концентрации ПЭС-5 менее 0,01% не обеспечивает термостабильности всей композиционной системы и не обеспечивает высокого синергического эффекта при солевом и паровоздушном старении.
Концентрация ПЭС-5 - 0,05% является пределом, выше которого происходит уменьшение адгезионных свойств из-за экранирования поверхности латуни.
Использовали латунированный металлокорд конструкции 52Л15/23 для крупногабаритных шин и 9Л15/27. Металл подложки для нанесения латуни - сталь 70. Латунное покрытие имело состав: Сu 70%, Zn 30%.
Для получения корда 9Л15/27 латунированную проволоку диаметром 1,0 мм подвергали микроволочению на диаметр 0,15 мм и 0,265 мм на станах мокрого волочения с использованием эмульсии на основе смазки Олон (концентрация 1-1,5%).
Металлокорд 52Л15/23 получен в условиях Магнитогорского калибровочного завода (опытная партия) по той же технологии мирковолочения.
Нанесение предлагаемых составов на металлокорд 9Л15/27 проводили перед намоткой корда на катушку на канатовьющих машинах с помощью войлока, смоченного составом, который находился в специально сконструированной ванночке, стабильно укрепленной к корпусу машины.
Обработка предлагаемыми составами корда 52Л15/23 проводилась с помощью пропитанного ими войлока вручную. Для сопоставительного анализа готовили 16 композиций с использованием в качестве углеводородного растворителя индустриального масла И-20 и бензина.
Определяли начальную адгезию системы металлокорд - резина, адгезию после солевого и паровоздушного старения
Солевое старение резинометаллокордных блоков осуществляли их кипячением в 5%-ном растворе хлористого натрия в течение шести часов.
Паровоздушное старение заключалось в выдержке блоков в течение 96 ч в термостате с температурой 90оС.
Прочность связи вулканизуемых резин с металлокордом оценивали по методу Н-блоков (ГОСТ 14311-85, корд 9Л15/27) и методу блоков с петлей, разработанному в НИИКГШ (ТУ 14-4-1. 636.90). Метод блоков с петлей заключается в том, что блок имеет нить металлокорда для вырывания из блока и нить металлокорда в виде петли для крепления в захвате динамометра.
Для определения адгезии металлокорда 9Л15/27 применяли стандартную резину марки 2Э1155, для определения адгезии металлокорда 52Л15/23 применяли производственную резину марки 2И87155. Обе резины - на основе натурального каучука.
В табл. 1 приведены составы резиновых смесей 2Э1155и 2И 87155.
Приготовление вулканизуемых резиновых смесей осуществляли в лабораторном резиносмесителе емкостью 2 л по двухстадийному процессу. Продолжительность первой стадии составляет 4,5 мин при скорости вращения ротора 40 об/мин. Температура в конце цикла смешения - 140-145оС.
Структурирующие агенты (модификаторы), ускорители вулканизации и серу вводили в резиносмеситель во вторую стадию. Продолжительность второй стадии составляет 2 мин при скорости вращения ротора 30 об/мин. Температура в конце цикла смешения - 105оС.
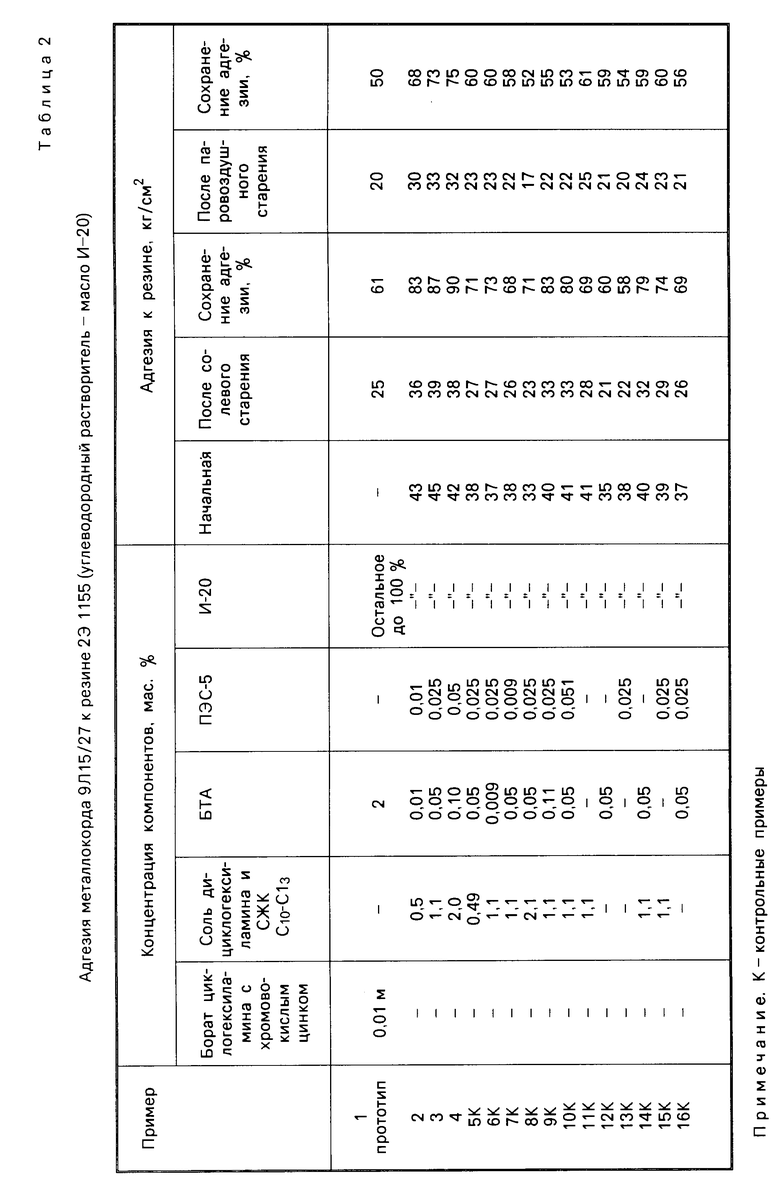
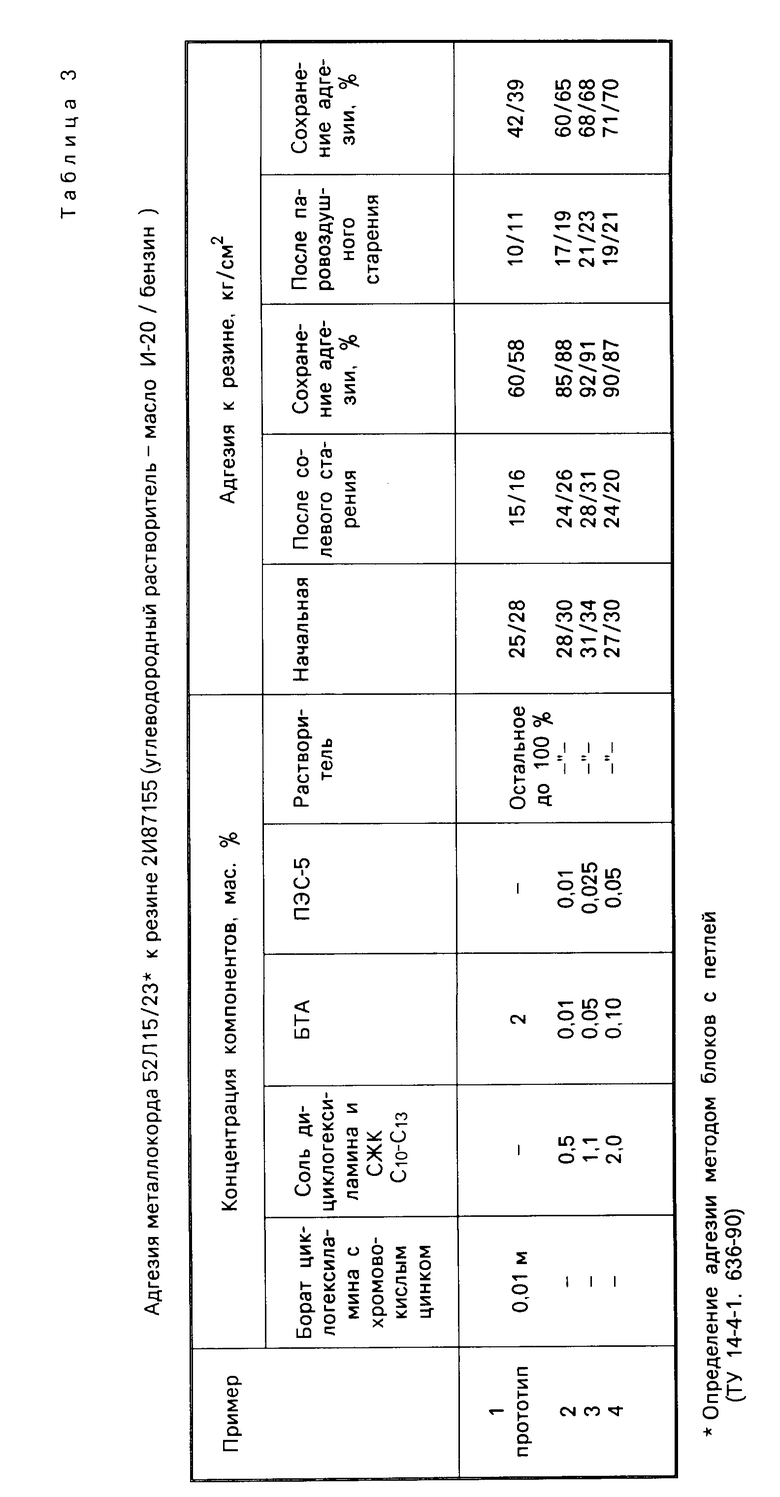
В табл. 2 и 3 приведены результаты адгезионных испытаний металлокорда 9Л15/27 и 52Л15/23.
Как следует из табл. 1-3, обработка металлокорда предложенными составами способствует стабилизации начальной прочности связи системы металлокорд - резина и сохраняет ее начальный уровень после солевого старения на 87-92% , что на 20-30% выше, чем с помощью применения состава по прототипу.
После паровоздушного старения сохранение начального уровня адгезии с применением предлагаемого состава для обработки корда происходит на 68-75%, что на 20-23% выше, чем обработка корда составом по прототипу.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВ ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛОКОРДА | 1992 |
|
RU2010834C1 |
| КОНСЕРВАЦИОННАЯ СМАЗКА | 1992 |
|
RU2009188C1 |

Использование: изготовление металлоарматуры, в частности латунированного металлокорда, канатов и проволоки, применяемых в шинах, транспортных лентах и других резинотехнических изделиях. Сущность изобретения: состав для обработки поверхности металлокорда содержит, %: соль дициклогексиламина и технических фракций синтетических жирных кислот C10-C13 0,5 - 2,0; бензотриазол 0,01 - 0,10; полиэтилсилоксановая жидкость с плотностью при 20°С 0,99-1,02г/cм3 , вязкостью при 20°С 200-500мм2/с , коэффициентом преломления n
СОСТАВ ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛОКОРДА, включающий углеводородный растворитель, соль циклогексиламина и бензотриазол, отличающийся тем, что в качестве соли циклогексиламина состав содержит соль дициклогексиламина и технических фракций синтетических жирных кислот C10 - C13 и дополнительно содержит полиэтилсилоксановую жидкость с плотностью при 20oС 0,99-1,02 г/см3, вязкостью при 20oС 200-500 мм2/с, коэффициентом преломления nD20 = 1,446 и температурой вспышки 260oС при следующем соотношении компонентов, мас.%:
Соль дициклогексиламина и технических фракций синтетических жирных кислот C10 - C13 0,5 - 2,0
Бензотриазол 0,01 - 0,10
Полиэтилсилоксановая жидкость с указанными характеристиками 0,01 - 0,05
Углеводородный растворитель Остальное до 100
| Виноградов П.А | |||
| Консервация изделий в машиностроении, Л.: Машиностроение, 1986. |
