Изобретение относится к радиотехнике, в частности к устройствам вычислительной техники, и может использоваться для электрического объединения перпендикулярно расположенных многослойных печатных плат.
Известен электрический соединитель для многослойных печатных плат, состоящий из розетки и вилки с продольными рядами электрических контактов [1] , и реализуемый в нем способ, заключающийся в поочередной установке контактных пар в пресс-форму и последующей опрессовке их в изоляторе соединителя.
Недостатком известного способа и реализующего его устройства является отсутствие ремонтопригодности его контактных пар. Если в процессе эксплуатации одна из контактных пар выходит из строя, то необходимо заменять либо весь соединитель, либо сменный узел вычислительного устройства.
Наиболее близким техническим решением к предлагаемому по назначению и достигаемому результату является соединитель для многослойных печатных плат, содержащий розетку и вилку с электрическими контактами, объединенными в группы, выполненными в виде отдельных модулей [2], и реализуют в нем способ сборки соединителя, заключающийся в объединении электрических контактов в группы, выполненные в виде отдельных модулей, которые опрессовываются в изоляторе соединителя.
Однако известный соединитель и способ сборки, который в нем реализован, также не позволяет ремонтировать отдельные контактные модули, поврежденные в процессе эксплуатации.
В известном устройстве в случае повреждений необходимо выпаивать из устройства весь соединитель. Современные соединители для высокопроизводительных ЭВМ характеризуются числом контактов порядка 5.102 и шагом между ними, равными 0,625 мм. Операция замены соединителя приводит к значительным трудозатратам, пропорциональным количеству выпаиваемых контактов, способствует разрушению экспандера многослойной печатной платы под воздействием температур при пайке, снижает надежность ремонтируемого сменного узла и может вывести его из строя. Кроме того, стоимость современных 400-600 контактных соединителей также значительна и, следовательно, замена соединителя из-за выхода из строя нескольких контактов приводит к значительным экономическим потерям.
Целью изобретения является повышение ремонтопригодности путем индивидуального съема и установки модулей.
Для достижения цели в корпуса вилки и розетки соединителя вставляют элементы базирования и фиксации модулей, устанавливают корпус розетки соединителя на печатную плату и закрепляют его на плате в рабочем положении, затем в корпус розетки поочередно с помощью элементов базирования устанавливают контактные модули розетки и крепят их элементами фиксации к корпусу розетки, а контактные модули вилок поочередно устанавливают в соответствующих металлизированных отверстиях сопрягаемой печатной платы, затем в промежутки между ними вводят элементы фиксации, на установленные контактные модули вилки накладывают корпус вилки соединителя, базируют в нем контактные модули вилки и закрепляют их в рабочем положении с помощью элементов фиксации, после чего вилку соединителя крепят на печатной плате.
В предложенном электрическом соединителе для многослойных печатных плат, содержащем розетку и вилку с электрическими контактами, объединенными в группы и выполненными в виде отдельных модулей, розетка и вилка соединителя выполнены в виде полых корпусов, снабжены штифтами, сухарями и двумя группами отверстий, одни из которых прямоугольные, а другие - круглые, причем круглые отверстия розетки снабжены резьбой, а отверстия вилки выполнены гладкими, при этом сухари расположены в промежутках между модулями и связаны с круглыми отверстиями корпусов винтовым соединением с возможностью фиксации модулей, а штифты расположены по краям прямоугольных отверстий с возможностью базирования модулей в рабочем положении. Кроме того, базирующие штифты могут быть вставлены в модули розеток и вилок, а на базовых поверхностях корпусов выполнены соответствующие отверстия с возможностью их взаимного сопряжения, что повышает технологичность изготовления соединителя за счет снижения требований к точности изготовления корпусов.
От известных решений предложенный соединитель и реализуемый в нем способ отличаются последовательностью сборки, которая достигается тем, что корпуса вилки и розетки соединителя снабжены штифтами, сухарями и двумя группами отверстий, отличающимися конструктивными особенностями.
Предложенный способ сборки и конструктивные особенности предложенного соединителя позволяют устанавливать и независимо друг от друга извлекать из соединителя контактные модули розеток и вилок. Поскольку модуль может содержать 20-30 контактных пар, то очевидно, что ремонтопригодность 600-800 контактных соединителей при такой конструкции резко возрастает, а затраты на ремонт таких соединителей существенно снижаются.
Вставление базирующих штифтов в контактные модули розеток и вилок позволяет снизить трудоемкость и сделать соединитель технологичным в изготовлении.
Следовательно, новый порядок сборки и наличие сухарей, штырей и отверстий в предложенном соединителе обусловили новое свойство: возможность замены отдельных контактных модулей розеток или вилок. Поэтому заявленное решение соответствует критерию "существенные отличия".
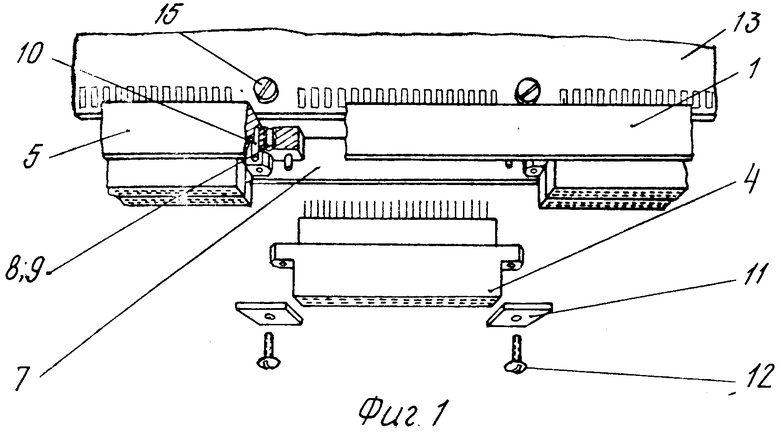
На фиг. 1, 2 представлены предлагаемый электрический соединитель для многослойных печатных плат и схема, иллюстрирующая способ его сборки.
Соединитель для многослойных печатных плат содержит розетку 1 и вилку 2. Электрические контакты соединителя объединены в группы и выполнены в виде контактных модулей - вилки 3 и розетки 4. Основу розетки 1 и вилки 2 соединителя составляют полые корпуса 5 и 6. В них выполнены прямоугольные отверстия 7 и круглые отверстия 8, а также отверстия для штифтов 11 (на чертеже не показаны). Прямоугольные отверстия 7 предназначены для установки контактных модулей 3, 4. Контактные модули 3, 4 базируются в корпусах 5, 6 соединителя с помощью штифтов 10 и крепятся с использованием сухарей 11 и винтов 12. Крепление частей соединителя производится перед распайкой их на печатных платах 13 и 14 (розетка 1 крепится с помощью винтов 15, а закрепление вилки 2 условно не показано).
Способ заключается в следующем. В корпусa 5 и 6 розетки 1 и вилки 2 соединителя вставляют штифты 10 для базирования модулей. Затем крепят корпус 5 розетки 1 и соединителя на печатной плате 13 и набивают его контактными модулями 4 розетки 1. После набивки контактные модули 4 розетки 1 фиксируют в корпусе с помощью сухарей 11 винтами 12. Таким образом, розетка соединителя собрана и готова к распайке.
Вилка соединителя собирается в другой последовательности.
Для сборки вилки 2 в металлизированные отверстия печатной платы 14 поочередно устанавливают контактные модули 3 вилки 2. Затем в промежутки между ними вставляют сухари 11. На установленные контактные модули 3 вилки 2 накладывают корпус 6 и с помощью установленных в нем (или модулях) штифтов 10 базируют контактные модули 3. Затем, пропустив винты 12 через гладкие отверстия 8 корпуса 6, контактные модули 3 вилки 2 фиксируют в корпусе 6, а сам корпус 6 - на печатной плате 14. Вилка 2 соединителя собрана и готова к распайке.
Использование изобретения позволяет разрабатывать разнообразные конструкции многоконтактных соединителей с учетом особенностей проектируемой аппаратуры.
При этом предложенный способ может быть реализован для сборки соединителей, имеющих различную конфигурацию: в виде прямой линии, П-образных, Г-образных или в виде прямоугольного поля контактов.
Для компановки таких соединителей используются полые корпуса различной конструкции, которые могут служить элементами конструкций, что способствует повышению плотности компоновки аппаратуры. Число контактов в таких соединителях разнообразно и может достигать 103 шт. Кроме того, предложенный способ не накладывает ограничений на используемую контактную пару, поэтому изобретение может быть использовано при создании соединителей разнообразного назначения: высокочастотных, низкочастотных, силовых.
Такой подход резко сокращает сроки проектирования аппаратуры и сокращает номенклатуру разъемов, поскольку разработка разъема сводится к выбору типового модуля с требуемой контактной парой.
Предложенное устройство позволяет решить задачу ремонта соединителей с большим количеством контактов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрический соединитель для многослойных печатных плат | 1986 |
|
SU1764194A1 |
| СПОСОБ СБОРКИ ГИБКОГО ПОВОРОТНОГО СОЕДИНИТЕЛЯ ДЛЯ ЭЛЕКТРОННЫХ ПЛАТ И СОЕДИНИТЕЛЬ, СОБРАННЫЙ ТАКИМ СПОСОБОМ (ВАРИАНТЫ) | 2012 |
|
RU2507652C1 |
| Соединитель для многослойных печатных плат | 1982 |
|
SU1045417A1 |
| Соединитель для многослойных печатных плат | 1981 |
|
SU1050018A1 |
| Соединитель для многослойных печатных плат | 1973 |
|
SU469226A1 |
| Устройство для охлаждения узлов радиоэлектронной аппаратуры | 1977 |
|
SU661874A1 |
| СоNNестоR FoR LамINате рRINтING сIRсUIт воаRDS | 1982 |
|
SU1027797A2 |
| Электрический соединитель | 2023 |
|
RU2824446C1 |
| Электрический соединитель | 1983 |
|
SU1170538A1 |
| Устройство для охлаждения элементов радиоаппаратуры | 1974 |
|
SU572951A1 |

Использование: изобретение относится к радиотехнике и может использоваться для электрического объединения перпендикулярно расположенных многослойных печатных плат. Сущность изобретения: способ включает оперрации установки элементов базирования и фиксации модулей, установки модулей в корпус соединителя. В соединителе выполнены гнездовая и штыревая колодки в виде полых корпусов со штифтами для базирования и отверстиями для установки и фиксации модулей с помощью сухарей. 2 с. и 1 з.п. ф-лы, 2 ил.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Соединитель для многослойных печатных плат | 1973 |
|
SU469226A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Computer design, N 4, 1985, c.163. | |||
