Изобретение относится к контрольно-измерительным приборам и инструментам измерения и может быть использовано для определения размеров сложных сопряженных профилей. Известен универсальный штангенкалибр с фасонными губками и припаянными к ним шариками, предназначенный для измерения профилей деталей типа ласточника хвоста [1].
Недостатком данного устройства является то, что оно не позволяет контролировать угол профиля детали типа ласточкина хвоста, а также то, что измерение сопрягаемых профилей деталей осуществляется от разных баз измерения.
Известен также универсальный штангенкалибр с универсальными губками, имеющими форму профиля типа ласточкина хвоста [2].
Недостатком данного устройства является то, что измерение профилей сопрягаемых деталей типа ласточкина хвоста осуществляется от разных базовых поверхностей, что не ведет к необходимой точности измерения сопряжений деталей типа ласточкина хвоста.
Целью изобретения является повышение точности измерения не только пазов, но и сопряженных деталей типа ласточкина хвоста.
Указанная цель достигается тем, что в штангенциркуле, содержащем штангу со шкалой, размещенную на штанге с возможностью перемещения и фиксации рамку с нониусом и две пары губок с рабочими поверхностями для наружных и внутренних измерений, внешние рабочие поверхности одной пары и внутренние рабочие поверхности другой пары губок выполнены цилиндрическими с одинаковым радиусом кривизны, а внутренние рабочие поверхности первой и наружные рабочие поверхности второй пары губок выполнены плоскими и расположены под острым углом к оси штанги.
На фиг.1-9 представлено предлагаемое устройство.
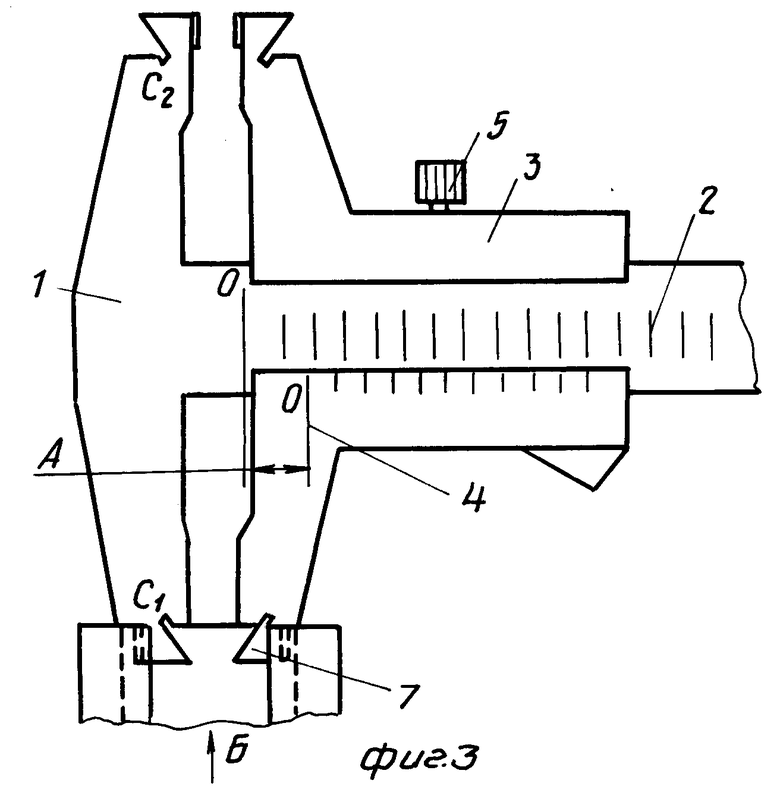
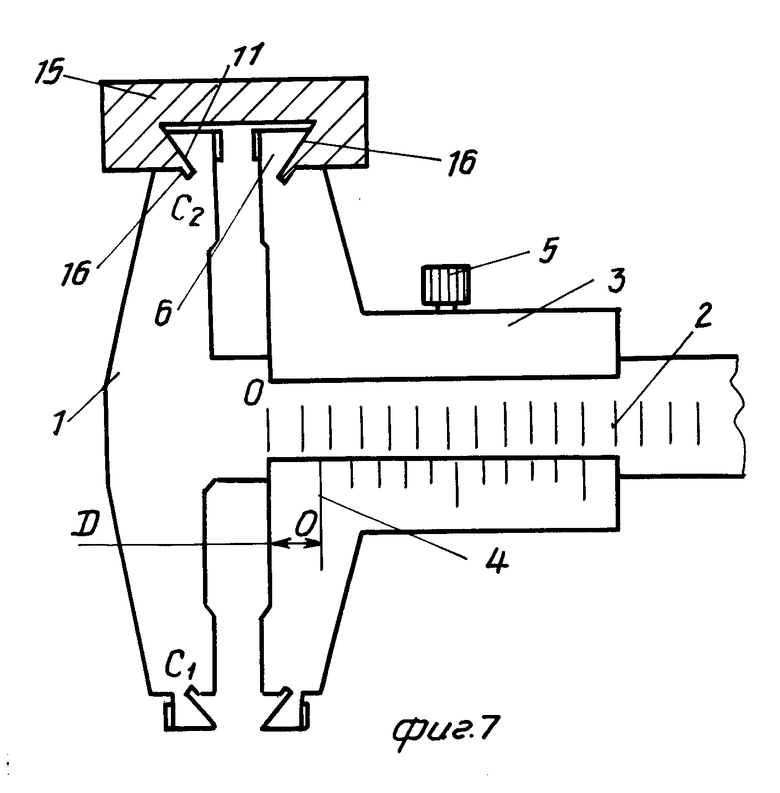
Устройство содержит штангу 1 со шкалой 2, на которой размещены рамка 3 с нониусом 4 и две пары губок 6 и 7. Внешние рабочие поверхности 8 одной пары губок 7 и внутренние рабочие поверхности 9 другой пары губок 6 выполнены цилиндрическими с одинаковым радиусом кривизны, а внутренние рабочие поверхности 10 первой пары и наружные рабочие поверхности 11 второй пары выполнены плоскими и расположены под острым углом к оси штанги.
Измерения осуществляют следующим образом.
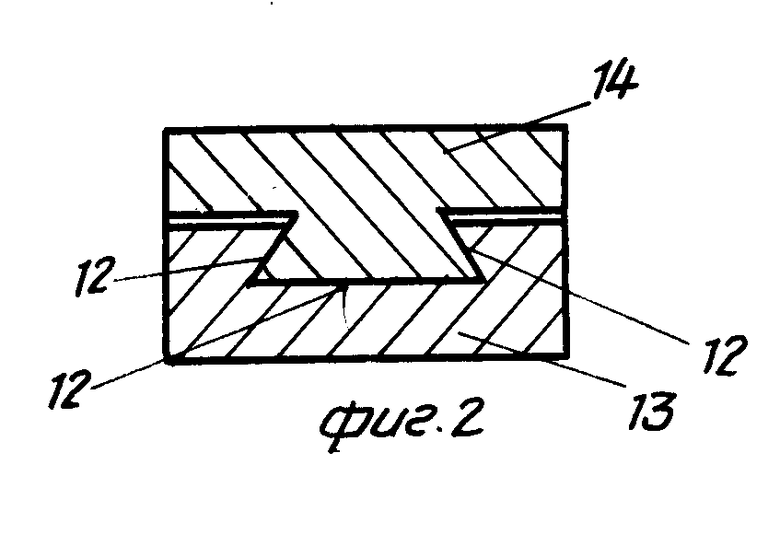
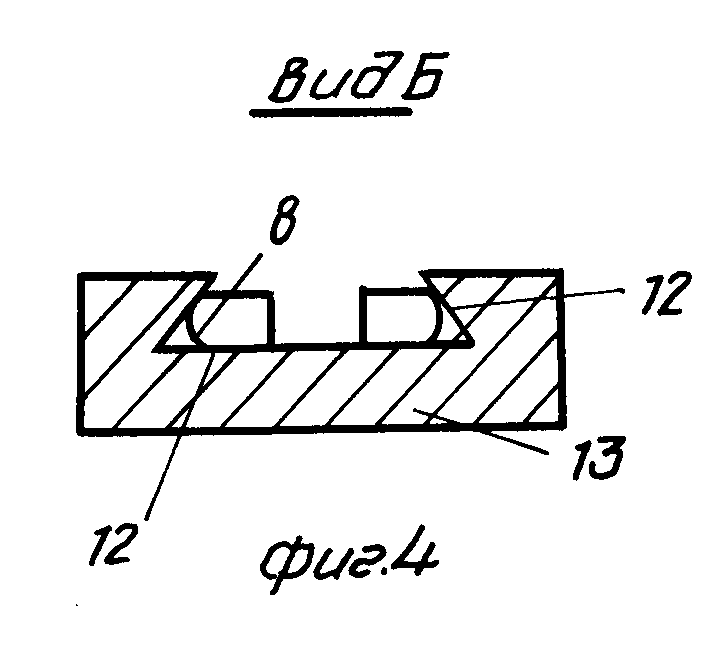
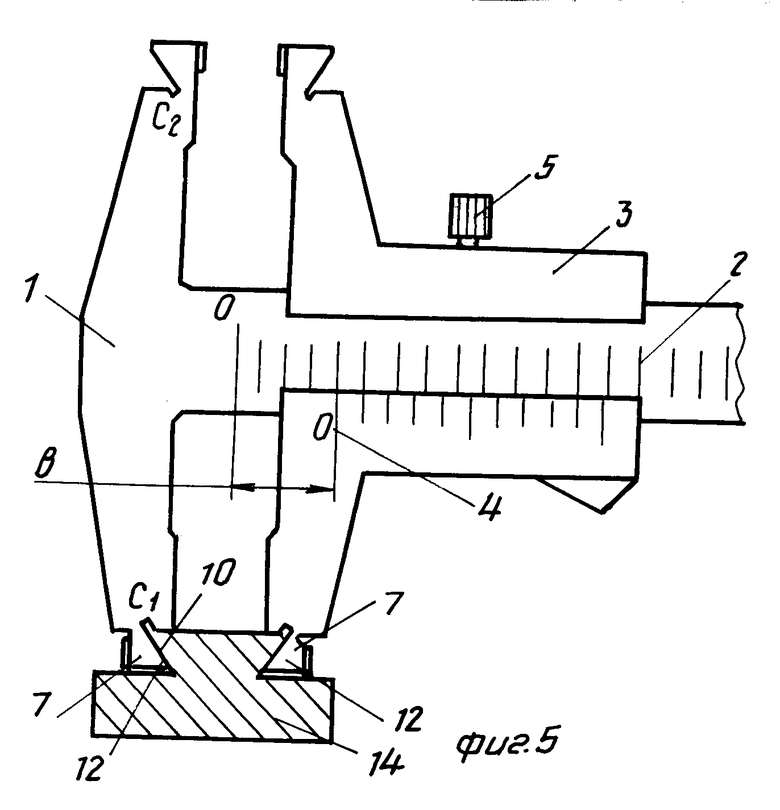
Измерение по базовым плоскостям 12 внутреннего профиля нижней детали 13 (фиг. 2) осуществляют следующим образом. Вводят наружными цилиндрическими измерительными поверхностями 8 нижних губок 7 в профиль детали 13 (фиг.3, 4), фиксируют и определяют размер А по шкале 2 на штанге 1 и нониусу 4 на рамке 3 устройства (фиг.1). Измерение сопряженного ему профиля 14 по фиг.2 проводят внутренними плоскими измерительными поверхностями 10 нижних губок 7 по базовым поверхностям 12, обхватывая профиль (фиг.5), фиксируя и определяя по шкале 2 штанги 1 размер В. Величина разницы размеров В-А=С, где величина С1 есть постоянная величина. Таким образом, зная величину С1 и любые из измерений, например А, можно вычислить значение второй величины, например В.
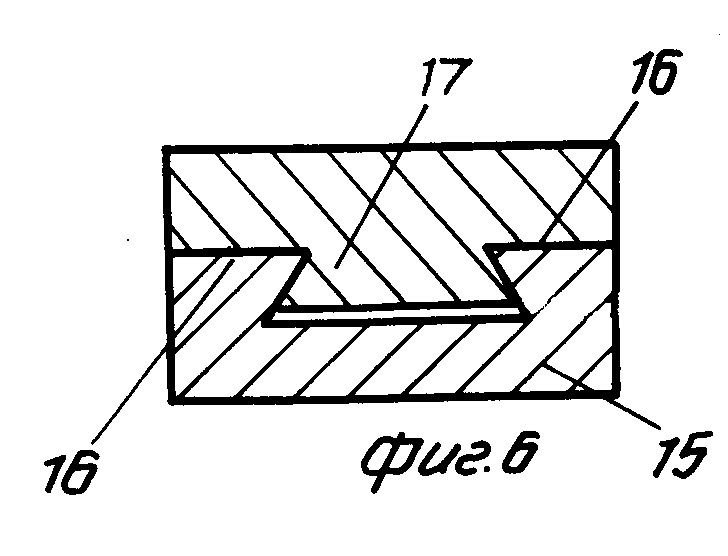
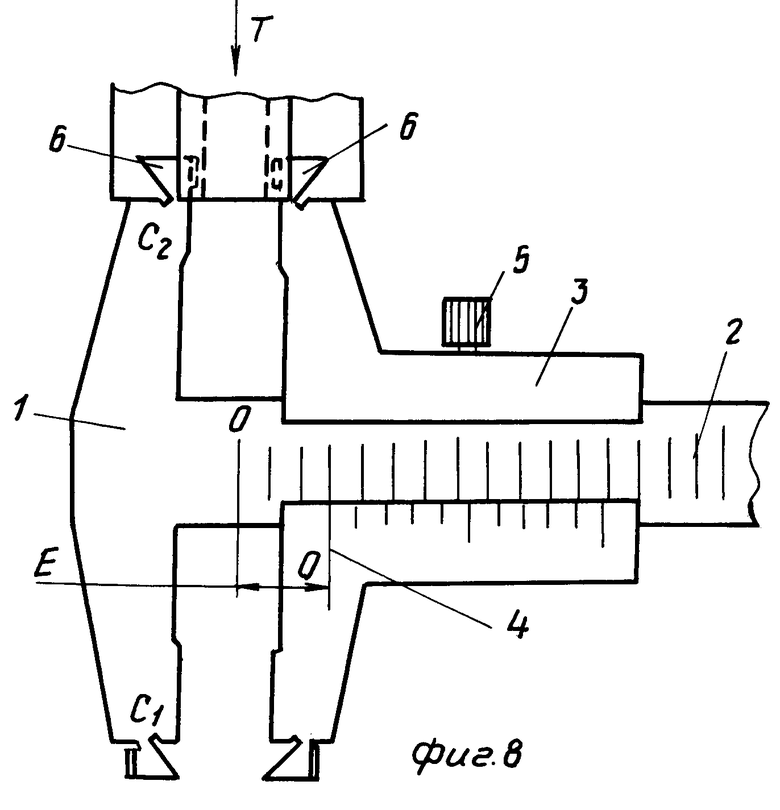
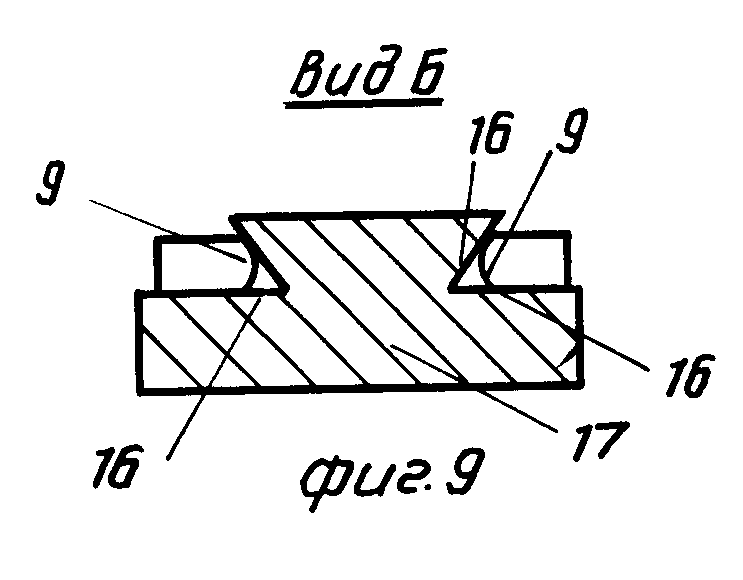
Измерения внутреннего профиля нижней детали 15 (фиг.6) по базовым плоскостям 16 (плоскостям касания профилей) осуществляется следующим образом. Вводят наружными измерительными поверхностями 11 верхних губок 6 в профиль детали 15 (фиг.7), фиксируют и определяют размер D по шкале 2 на штанге 1 и нониусу 4 на рамке 3 устройства. Измерения сопряженного ему профиля 17 (фиг. 6) проводят внутренними цилиндрическими поверхностями 9 верхних губок 6 по базовым поверхностям 16, обхватывая профиль, (фиг.8,9) фиксируя и определяя по шкале 2 штанги 1 размер Е. Величина разницы размеров Е-D=С2 есть величина постоянная. По аналогии, зная величину С2 и определив величину, например, Е, можно вычислить значение величины D.
Калибровку устройства осуществляют путем замера прецизионной пары сопряженных профилей типа ласточкина хвоста и маркировки на инструменте разницы В-А=С2, Е-D=С2.
Преимуществом предложенного устройства является то, что оно позволяет осуществлять измерение не только пазов, но и сопряженных деталей типа ласточкина хвоста от одних и тех же баз, что в свою очередь позволяет широко использовать в инструментальном машиностроительном производстве для контроля деталей с профилем типа ласточкина хвоста.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАНГЕНЦИРКУЛЬ | 1991 |
|
RU2020400C1 |
| МИКРОМЕТРИЧЕСКИЙ ШТАНГЕНИНСТРУМЕНТ | 1993 |
|
RU2057281C1 |
| ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ КОНТРОЛЯ РАДИУСА КРИВИЗНЫ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ БЕСКОНЕЧНОЙ ДЛИНЫ | 2014 |
|
RU2568332C1 |
| УСТРОЙСТВО ДЛЯ ИЗГИБА КРИСТАЛЛОВ | 1992 |
|
RU2018986C1 |
| РЕОСТАТНЫЙ ДАТЧИК ЛИНЕЙНЫХ ПЕРЕМЕЩЕНИЙ | 1992 |
|
RU2039926C1 |
| ЛЕЙКОСАПФИРОВАЯ АХРОМАТИЧЕСКАЯ ЛУПА | 1994 |
|
RU2092881C1 |
| ДЕРЖАТЕЛЬ СВЕРЛИЛЬНОГО ПАТРОНА | 1993 |
|
RU2103116C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ДЕТАЛЕЙ | 1998 |
|
RU2187068C2 |
| Штангенциркуль | 1985 |
|
SU1357677A1 |
| ДЕФОРМОГРАФ | 2009 |
|
RU2386150C1 |
Изобретение относится к контрольно-измерительным приборам и инструментам и может быть использовано для определения размеров сложных сопряженных профилей. Изобретение позволяет повысить точность измерения не только пазов, но и сопряженных деталей типа ласточкин хвост. С этой целью внешние рабочие поверхности 8 одной пары 7 и внутренние рабочие поверхности 9 другой пары губок 6 выполнены цилиндрическими с одинаковым радиусом кривизны, а внутренние рабочие поверхности 10 первой пары и наружные рабочие поверхности 11 второй пары губок выполнены плоскими и расположены под острым углом к оси штанги. 1 з.п. ф-лы, 9 ил.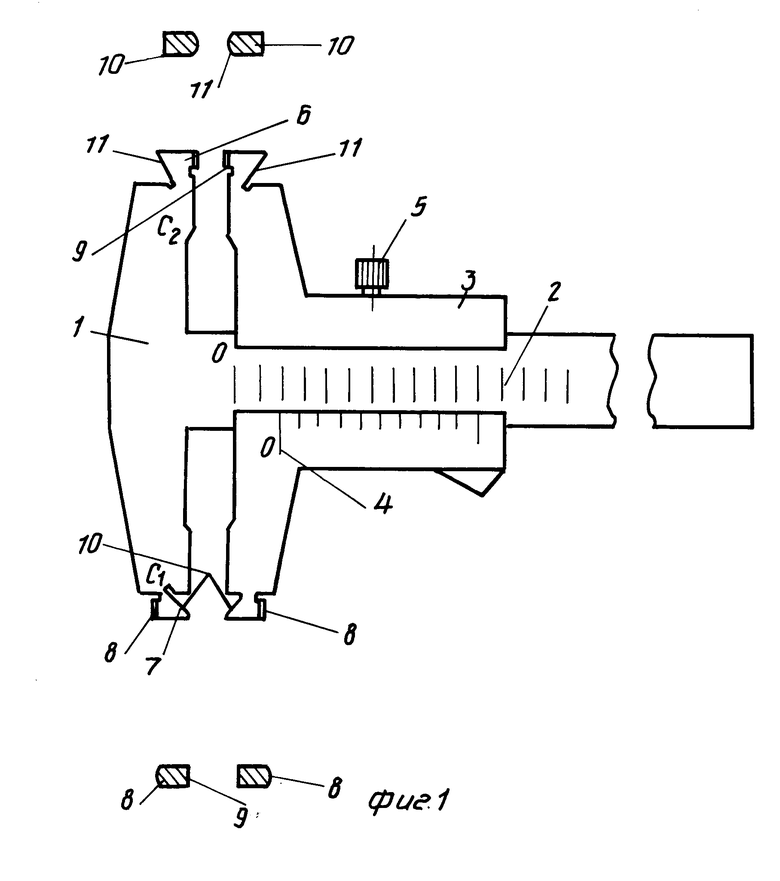
ШТАНГЕНЦИРКУЛЬ, содержащий штангу со шкалой, размещенную на штанге с возможностью перемещения и фиксации рамку с нониусом и две пары губок с рабочими поверхностями для наружных и внутренних измерений, отличающийся тем, что, с целью повышения точности измерения не только пазов, но и сопряженных деталей типа "ласточкин хвост", внешние рабочие поверхности одной пары губок и внутренние рабочие поверхности другой пары губок выполнены цилиндрическими с одинаковым радиусом кривизны, а внутренние рабочие поверхности первой и наружные рабочие поверхности второй пар губок выполнены плоскими и расположены под острым углом к оси штанги.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| То же, с.34, рис | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
