Изобретение относится к электрофизическому аппаратостроению, а более конкретно - к способу сборки с изолированием блоков обмотки тороидального поля (ОТП) термоядерной установки типа токамак.
Известны обмотки тороидального поля, содержащие блоки, равномерно размещенные вокруг вертикальной оси симметрии токамака [1]. Каждый блок состоит из токоведущих витков, помещенных, как правило, в силовой корпус, воспринимающий действующие на витки пондеромоторные силы. Токоведущие витки изолируются от силового корпуса электроизоляционными материалами. Наружные поверхности силовых корпусов блоков во избежание образования вредных короткозамкнутых контуров также изолируются относительно друг друга электроизоляционными материалами.
По способу восприятия неуравновешенных пондеромоторных сил, действующих на блоки, конструкции ОТП делятся на две группы: ОТП, воспринимающая пондеромоторные силы с помощью центральной колонны, на которую опираются блоки, равномерно расположенные вокруг нее, при этом между боковыми поверхностями блоков имеются воздушные промежутки (зазоры) [2]; ОТП, воспринимающая пондеромоторные силы с помощью арочного распора, когда блоки, опираясь друг на друга боковыми поверхностями через диэлектрические прокладки, образуют механически замкнутый свод [3].
В ОТП с опорной колонной центростремительные силы распределяются по цилиндрической поверхности колонны относительно небольшой опорной площади и создают большое давление сжатия электрической изоляции между опорной колонной и корпусами блоков. Поэтому величина магнитного поля ОТП ограничена механической прочностью электрической изоляции. ОТП с центральной колонной применяется в токамаках с небольшими магнитными полями (1...5 Тл).
В ОТП с арочным распором в плоскостях соприкосновения смежных блоков возникают силы трения, вызванные арочным распором, которые должны компенсировать действия сил сдвига и опрокидывающего момента. ОТП с арочным распором при одних и тех же удельных давлениях на изоляцию может воспринимать существенно большие пондеромоторные силы, т.е. допускает существенное повышение магнитного поля (до 10...25 Тл) за счет увеличения опорной площади (на 2...3 порядка по сравнению с вариантом ОТП с опорной колонной). Однако надежность ОТП, силовое замыкание блоков которой осуществляется с помощью сил трения между ними, в значительной степени зависит от величины коэффициента трения между блоками. Так как коэффициент трения, определяемый материалами и состоянием контактирующих поверхностей,- величина нестабильная, то и надежность ОТП в случае низкого коэффициента трения может оказаться недостаточно высокой.
В ОТП, выполненной по схеме арочного опирания, блоки должны контактировать друг с другом практически без зазоров, передавая значительные механические усилия. С другой стороны, блоки ОТП должны быть надежно электрически изолированы друг от друга. Конструктивно эти требования реализуются размещением между контактирующими поверхностями блоков диэлектрических прокладок, которые служат и электроизоляционными и силовыми элементами конструкции.
Недостатком ОТП с арочным распором является большая чувствительность к неточностям изготовления и сборки ОТП, особенно к наличию зазоров между контактирующими поверхностями блоков. Наличие даже небольших (более 0,05 мм) локальных зазоров в контактной зоне блоков (зоне арочного распора) приводит к перераспределению контактного давления между блоками и, соответственно, к возможному превышению допустимого удельного давления на материал изоляции, что снижает надежность и ресурс работоспособности ОТП. Поэтому одним из критериев высокого качества сборки ОТП с арочным распором является при непременном условии сплошности и необходимой электрической прочности изоляции отсутствие зазоров между контактирующими (опорными) зонами блоков.
Появление недопустимых зазоров между блоками в собранной ОТП может явиться следствием отклонений формы и размеров блоков ОТП, которые могут достигать больших величин (0,5...3 мм), особенно при больших геометрических размерах (2...6 м) блоков; отклонений формы и размеров отдельно отформованных межблочных изоляционных прокладок; неточности сборки блоков (смещение блоков друг относительно друга) при установке их в тор.
Если в ОТП с арочным распором по гладким боковым поверхностям можно частично, хотя и не полностью, устранить большие зазоры (более 0,5 мм) установкой дополнительных местных изоляционных прокладок, то в ОТП с зубчатым защеплением устранить зазоры с помощью прокладок между изолированными зубьями практически невозможно.
Известен способ сборки обмотки тороидального поля, включающий формование в пресс-форме изолирующих межблочных прокладок, установку отформованных прокладок с фиксированием их на боковых сторонах блоков и сборку блоков в тор [4].
Недостатком известного способа является невозможность обеспечения высококачественной сборки ОТП, исключающей наличие зазоров между контактирующими блоками в зоне арочного распора. Наличие зазоров между зубьями ведет к повышению механических напряжений в блоках ОТП и увеличению контактного давления между боковыми поверхностями блоков, что снижает надежность ОТП. К недостаткам известного способа можно отнести также необходимость в крупногабаритном и дорогостоящем оборудовании - гидропрессах и пресс-формах для прессования крупногабаритных изоляционных прокладок.
Целью изобретения является повышение надежности ОТП за счет улучшения качества сборки изолированных блоков ОТП (устранения зазоров в контактной зоне блоков), а также упрощение технологического процесса.
Цель достигается тем, что при осуществлении известного способа сборки, включающего формование электроизолирующих межблочных прокладок, фиксацию их на боковых поверхностях блоков обмотки и установку блоков обмотки в рабочее положение, согласно изобретению, перед формованием прокладок соседние блоки устанавливают в рабочее положение и фиксируют их друг относительно друга с помощью разъемных фиксаторов, а для формования прокладок в качестве пресс-форм используют сопрягаемые поверхности двух соседних блоков, выполненные в форме чередующихся выступов и впадин, при этом каждый блок в процессе формования служит поочередно пуансоном и матрицей, причем исходную толщину прокладки из прессуемого материала выбирают большей, чем величина зазора между блоками в рабочем положении, на величину усадки заготовки прокладки при заданных давлении и температуре прессования.
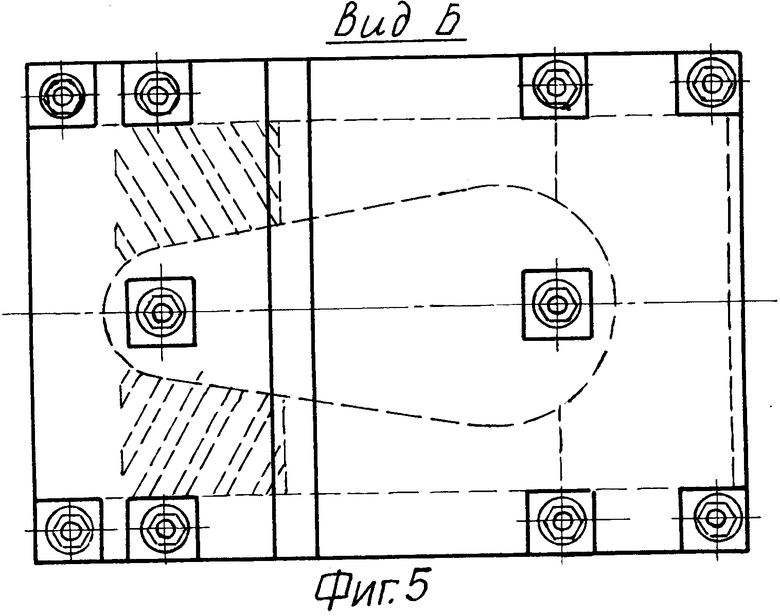
Фиксация изолируемых блоков может быть осуществлена с помощью межблочных дистанирующих проставок, являющихся составной частью обмотки тороидального поля. Предложенный способ поясняется фиг.1-5.
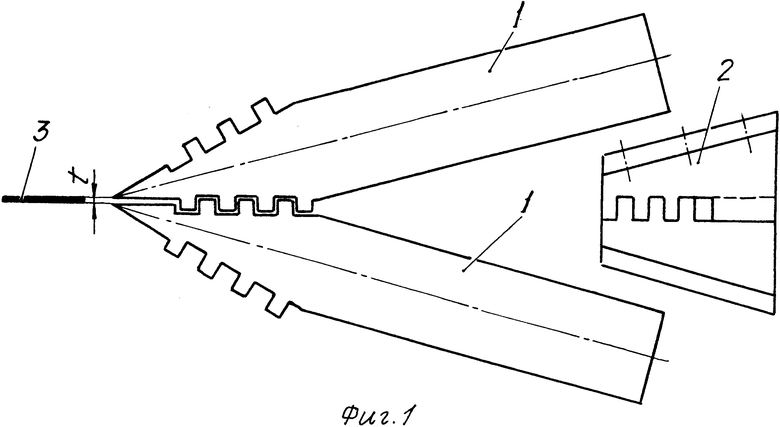
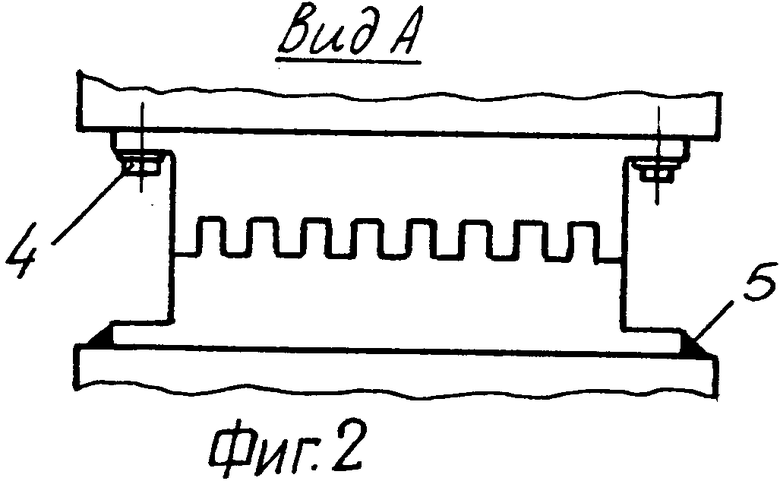
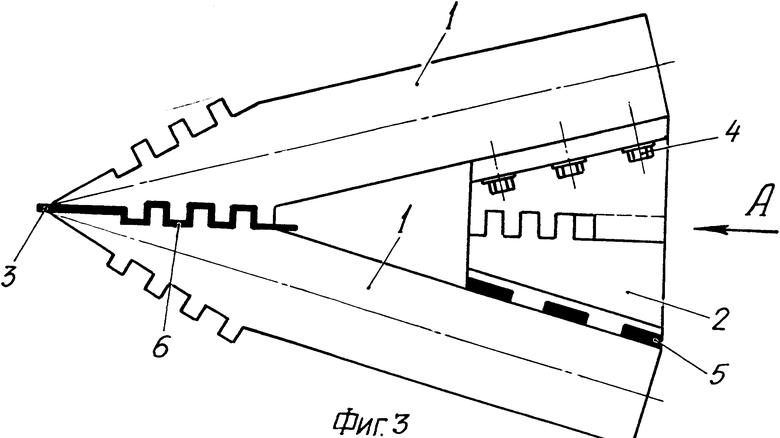
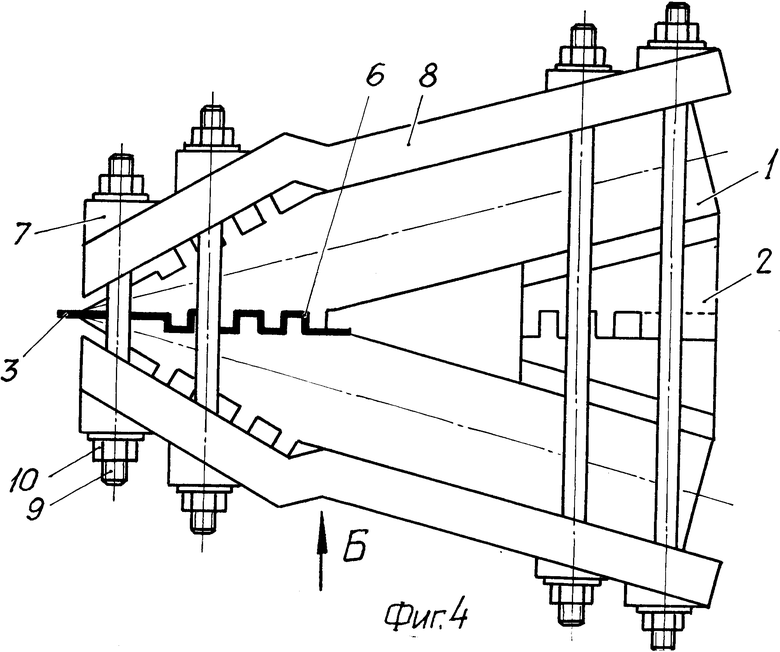
На фиг.1 изображена в плане пара смежных изолируемых блоков ОТП до установки на них фиксаторов и дистанера; на фиг.2 - фиксатор, вид спереди; на фиг. 3 - пара смежных блоков ОТП с установленными на них фиксаторами и дистанером, вид в плане; на фиг.4 - вид в плане технологической обоймы с помещенными в нее изолируемыми блоками; на фиг.5 - технологическая обойма с изолируемыми блоками, вид сбоку.
После позиционирования блоков 1 (т.е. установки их в расчетное положение) производят их фиксирование и дистанирование друг относительно друга с помощью разъемных фиксаторов 2 и дистанера 3.
Каждую из половин фиксатора 2 крепят к соответствующему блоку (например, с помощью винтов 4 или сварных швов 5). Дистанер 3 представляет калиброванную пластину, по толщине равную расчетному зазору t между блоками 1.
После крепления фиксаторов 2 комплект из двух блоков разбирают и в зазор изолируемой зоны помещают заготовку изоляционной прокладки 6 (как правило, из хорошо формуемого материала, например препрега). Затем изолируемые блоки 1 с фиксаторами 2, дистанером 3 и заготовкой 6 между блоками помещают в технологическую обойму 7, состоящую из нажимных плит 8 и стяжных шпилек 9 с гайками 10.
Обойму 7 с блоками 1 помещают в нагревательную печь и производят предварительный прогрев изолируемых блоков 1, после чего следует запрессовка заготовки изоляционной прокладки 6 расчетным давлением, создаваемым стяжными шпильками 9 с гайками 10 до полного смыкания изолируемых блоков 1 (выборки зазоров между ними).
Как вариант, возможен процесс запрессовки изоляционной прокладки 6 без предварительного прогрева (при комнатной температуре). Заготовка изоляционной прокладки 6 под действием давления принимает форму сопрягаемых с ней поверхностей, причем выбираются все зазоры. Далее температуру нагревательной печи повышают до температуры, при которой происходит термофикация (запечка) изоляционной прокладки 6.
После термофикации обойму 7 охлаждают и распрессовывают. Один из блоков с зафиксированной на нем (за счет адгезии) изоляционной прокладкой поступает на сборку ОТП, а к оставшемуся блоку присоединяют следующий смежный блок и процесс повторяют.
Таким образом каждый блок дважды участвует в технологическом процессе прессования изоляционных прокладок, но с использованием каждый раз разных боковых поверхностей.
В предложенном способе сборки обмотки тороидального поля отличиями от известного способа являются установка блоков в рабочее положение (позиционирование) перед формованием межблочных электроизолирующих прокладок и фиксирование их друг относительно друга с помощью разъемных фиксаторов, причем фиксация блоков может быть осуществлена с помощью межблочных проставок, служащих составной частью обмотки; использование для формования электроизолирующих межблочных прокладок сопрягаемых поверхностей двух соседних блоков, выполненных в виде чередующихся выступов и впадин, при этом каждый блок в процессе формования служит поочередно пуансоном и матрицей, причем исходная толщина прокладки из прессуемого материала выбирается большей, чем величина зазора между блоками в рабочем положении, на величину усадки заготовки при заданных давлении и температуре прессования.
Позиционирование и фиксирование блоков друг относительно друга позволяют воспроизвести взаиморасположение любой пары соседних блоков с учетом влияния на зазор между блоками неточностей изготовления и монтажа блоков, зафиксированное после позиционирования как в процессе изолирования блоков (при формовании межблочных прокладок), так и при сборке изолированных блоков в обмотку тороидального поля. Использование последовательно присоединяемых пар соседних блоков для формования своей индивидуальной электроизолирующей прокладки исключает влияние технологических отклонений формы и размеров поверхностей блоков, участвующих в формовании прокладки, на качество сборки обмотки тороидального поля, так как отформованная электроизолирующая прокладка, полностью повторяющая форму и размеры реального зазора между соседними блоками, компенсирует все отклонения от теоретического зазора, вызванные неточностями при изготовлении и монтаже блоков.
П р и м е р. Изолируют блоки обмотки тороидального поля с сильным магнитным полем, выполненного по схеме арочного распора с последующей сборкой в обмотку тороидального поля. Боковые контактные поверхности блоков в центральной зоне установки снабжены зубьями (системой выступов и впадин), а на периферии установки между смежными блоками размещены дистанирующие проставки, образующие наружный силовой пояс. Каждая проставка состоит из двух половин, сцепленных друг с другом зубьями, часть которых расположена вертикально, а часть - горизонтально. Каждая проставка обладает одной степенью свободы, т. е. жестко фиксирует смежные блоки друг относительно друга, являясь в то же время разъемной. Таким образом, проставки могут выполнять функции технологических фиксаторов при изолировании блоков.
Прежде всего блоки позиционируют (т.е. устанавливают в расчетное положение) на сборочной опорной плите, при этом выдерживают расчетные зазоры между боковыми контактными поверхностями смежных блоков. Затем каждую пару смежных блоков фиксируют друг относительно друга с помощью входящих в состав ОТП проставок. Проставки вводят в промежутки между смежными блоками на периферии, и каждую из половин проставки крепят к соответствующему блоку с помощью винтов или технологических сварных швов. Затем блоки разъединяют и в промежуток между ними помещают формуемый материал - препрег ПМ-3, толщина которого в исходном состоянии больше величины расчетного зазора между смежными блоками на величину усадки препрега при заданном удельном давлении прессования (50 МПа). Перед укладкой препрега в зазор контактную поверхность одного из блоков покрывают раствором синтетического каучука СКТ для предотвращения адгезии изоляционного материала к этой поверхности.
Затем в зазор между блоками в центральной части ОТП токамака, где на поверхности блоков отсутствуют зубья, вводят дистанирующую прокладку из стеклотекстолита марки СТЭФ, равную по толщине расчетному зазору между блоками в этой части установки. В дальнейшем эта дистанирующая прокладка, склеившись с основной изоляцией из препрега, остается в качестве изоляционного элемента конструкции.
Затем блоки, используемые как пресс-формы с помещенным между ними препрегом, устанавливают в технологическую обойму, состоящую из нажимных плит и стяжных шпилек, расположенных по периферии этих плит.
Затягиванием стяжных шпилек производят опрессовку препрега давлением 50 МПа при комнатной температуре +15...+20оС до тех пор, пока не выбираются зазоры между фиксаторами с одной стороны и дистанирующей прокладкой с другой стороны. При этом давлении препрег принимает форму контактирующих с ним поверхностей блоков с учетом всех технологических неточностей изготовления и монтажа и выбираются зазоры между зубьями блоков.
Обойму с блоками помещают в нагревательную печь, где препрег подвергается термофикации (запечке), т.е. блоки выдерживают в печи при температуре +120оС в течение 8...12 ч до полного отверждения препрега, после чего обойму с блоками извлекают из печи, охлаждают и распрессовывают.
Блок с зафиксированной на нем прокладкой из препрега за счет адгезии последнего поступает на сборку ОТП, а к оставшемуся блоку присоединяют смежный блок, и процесс повторяют.
Отформованные изоляционные прокладки из препрега, после отверждения прочно соединяясь с сопрягаемыми поверхностями блоков, имеют достаточно высокую механическую и электрическую прочность и обладают значительной стойкостью к вибрационным и тепловым воздействиям. Все это способствует созданию жесткой механической системы при сборке изолированных блоков в обмотку тороидального поля.
Использование предложенного способа сборки ОТП обеспечивает по сравнению с известными способами возможность повышения основных электромагнитных характеристик токамака; повышение надежности ОТП за счет улучшения качества сборки изолированных блоков в ОТП (за счет устранения недопустимых зазоров между боковыми контактирующими поверхностями блоков; упрощение технологии изолировки за счет исключения необходимости в таком относительно сложном оборудовании, как гидропресс; исключение из техпроцесса специально изготавливаемых пресс-форм для прессования изоляционных прокладок.
Использование: сборка блоков обмотки тороидального поля для экспериментальной термоядерной установки типа токамак. Сущность изобретения: при сборке обмотки тороидального магнитного поля токамака изолируемые блоки обмотки сначала устанавливают в рабочее положение и фиксируют их друг относительно друга с помощью разъемных фиксаторов, функцию которых могут выполнять межблочные дистанирующие проставки, являющиеся составной частью обмотки тороидального поля. Для формования прокладок в качестве пресс-форм используют сопрягаемые поверхности двух соседних блоков, выполненные в виде чередующихся выступов и впадин. Исходную толщину прокладки из прессуемого материала выбирают большей, чем величина зазора между блоками в рабочем положении на величину усадки заготовки прокладки при заданных давлении и температуре прессования. Способ сборки позволяет повысить надежность обмотки тороидального поля путем устранения недопустимых зазоров между блоками обмотки в зонах их контактирования и упростить технологию изготовления путем исключения из техпроцесса сложного оборудования - гидропрессов и специальных пресс-форм для формирования изолирующих межблочных прокладок. 1 з.п. ф-лы, 5 ил.
| Патент США N 4472344, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
