Изобретение относится к электрооборудованию и может быть использовано для механической защиты электрожгутов на подвижных участках в зонах с возможным попаданием химических реагентов (НГЖ-4, АМГ-10, МК-8, 7-50С3, ТС-1, Т-6, Б-70, РТ, Т-8В, ИМП-10, 36/1 КУА), в частности, на летательных аппаратах.
Известен способ защиты электрожгутов на подвижных участках витой металлической проволокой-боуденом.
Недостатком этого способа является большой вес конструкции, ненадежная защита от попадания на электрожгут химических реагентов, возможность защемления электрожгута витками боудена при работе из-за существования зазора между витками боудена и защитным покрытием электрожгута, сложность присоединения боудена к крепежным фланцам.
Известен способ защиты электрожгута одним слоем радиационно-модифицированной термоусаживающейся трубки марки "Радпласт Т-4" [1] Этот способ не дает высокой степени защиты от воздействия механических нагрузок на подвижных участках в силу того, что радиационно-модифицированная термоусаживающаяся трубка не обладает достаточной стойкостью к механическим воздействиям.
Целью изобретения является повышение надежности защиты электрожгутов от воздействия механических нагрузок на подвижных участках, уменьшение веса защиты по сравнению с защитой электрожгутов в боуденах и исключение возможности защемления электрожгута витками боудена при работе.
Для достижения цели на радиационно-модифицированную термоусаживающуюся трубку марки "Радпласт Т-4", усаженную на электрожгут, устанавливают витую металлическую проволоку-боуден, на которую усаживают внешнюю радиационно-модифицированную термоусаживающуюся трубку.
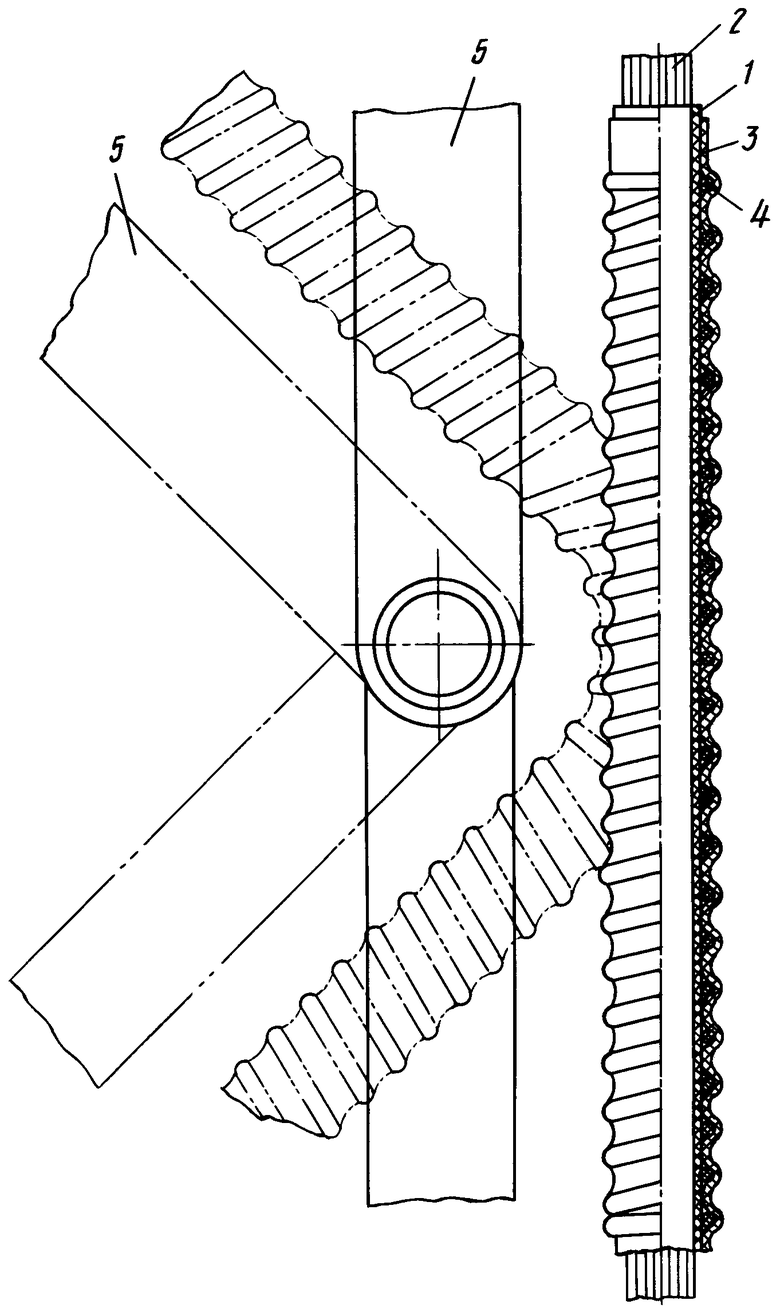
На чертеже показана схема возможной конструкции для реализации способа защиты электрожгутов.
Конструкция защиты электрожгутов состоит из внутренней радиационно-модифицированный термоусаживающейся трубки 1 марки "Радпласт Т-4", типоразмер трубки подбирается в зависимости от диаметра электрожгута 2, боудена 3, внутренний диаметр которого на 1 мм больше наружного диаметра внутренней трубки после ее усадки на электрожгуте, внешней радиационно-модифицированной термоусаживающейся трубки 4 марки "Радпалст Т-4", типоразмер которой подбирается в зависимости от внешнего диаметра боудена.
Внутренняя радиационно-модифицированная трубка 1, усаживаясь на электрожгут 2, состоящий из электропроводов, сечение и количество которых заданы электрической схемой и которые должны пройти через подвижный участок какого-либо изделия 5, придает электрожгуту монолитность и предохраняет от попадания на него химических реагентов. Боуден 3 обеспечивает высокую степень защиты от механических нагрузок.
Внешняя радиационно-модифицированная термоусаживающаяся трубка 4 усаживается не только на наружный диаметр боудена 3, но и за счет подобранного шага витков боудена частично и на внутреннюю радиационно-модифицированную термоусаживающуюся трубку 1, создавая тем самым целостную конструкцию, которая обеспечивает невозможность защемления электрожгута 2 витками боудена 3.
Основные преимущества способа следующие: одновременная высокая степень защиты электрожгута как от химических реагентов, так и от механических нагрузок; значительное уменьшение массы конструкции защиты электрожгутов по сравнению с конструкцией защиты электрожгутов боуденами за счет увеличения шага витков боудена; уменьшение диаметра конструкции защиты электрожгутов за счет отсутствия зазора, необходимого для протаскивания электрожгута при защите в боуденах; способ может быть выполнен без разработки каких-либо дополнительных инструментов и оборудования.
В начале процесса на длину подвижного участка электрожгутов надевается заранее подготовленная внутренняя термоусаживаемая трубка 1, после чего производится ее равномерный нагрев. В результате нагрева происходит усаживание этой трубки до полного соединения с электрожгутами. Затем на внешнюю поверхность этой трубки устанавливается с технологическим зазором боуден 3. При установке внешней трубки 4 необходимо следить за тем, чтобы не произошло растяжение боудена. В процессе нагрева внешней трубки добиваются плотного охватывания ее с витками боудена и внешней поверхностью внутренней трубки до образования плотного соединения трехслойной конструкции защиты.
Известно, что термоусаживающая трубка изготавливается путем экструзии облучения их гамма- или бета-лучами с последующим раздувом. При облучении материал трубки приобретает ряд новых ценных характеристик, повышая его термостойкость, химстойкоть, надежность, механическую прочность. Кроме того, образование пространственной структуры приводит к приобретению существенно нового качества, называемого "эффектом памяти", способности материала принимать заранее определенную форму под воздействием тепла.
При установке термоусаживающихся трубок на изделие поверхность их следует обезжирить. Дальнейшие работы с трубками должны проводиться после окончательного выветривания растворителя. Отрезать трубки следует строго перпендикулярно продольной оси трубки без заусениц во избежания разрыва трубки. Нагревать трубку необходимо равномерно. Для исключения местных перегревов инструмент для усадки должен двигаться вдоль усаживаемой трубки. Кроме того, нагрев должен быть равномерным по всему диаметру с тем, чтобы толщина стенки была одинаковой по периметру. Достигается это применением рефлекторов. Температура усадки трубок 250-400оС.
| название | год | авторы | номер документа |
|---|---|---|---|
| АЭРОДИНАМИЧЕСКАЯ ПОВЕРХНОСТЬ САМОЛЕТА | 1992 |
|
RU2032278C1 |
| СИСТЕМА ЗАПРАВКИ КРИОГЕННЫМ ТОПЛИВОМ ЛЕТАТЕЛЬНОГО АППАРАТА | 1991 |
|
RU2034753C1 |
| ТЕРМОУСАЖИВАЕМАЯ СОЕДИНИТЕЛЬНАЯ КАБЕЛЬНАЯ МУФТА С РАДИОМЕТКОЙ | 2024 |
|
RU2831524C1 |
| РАЗЪЕМНОЕ УСТРОЙСТВО ДЛЯ ЗАПРАВКИ КРИОГЕННЫМ ТОПЛИВОМ | 1991 |
|
RU2042582C1 |
| СПОСОБ ОБРАЗОВАНИЯ ПОТАЙНОГО ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ | 1994 |
|
RU2066582C1 |
| ПРЯМОТОЧНЫЙ РЕАКТИВНЫЙ ДВИГАТЕЛЬ ЛЕТАТЕЛЬНОГО АППАРАТА | 1992 |
|
RU2104227C1 |
| СИСТЕМА УПРАВЛЕНИЯ СБРОСОМ ГРУЗА ИЗ ГРУЗООТСЕКА САМОЛЕТА | 1990 |
|
RU1795626C |
| КРЕСЛО | 1995 |
|
RU2136517C1 |
| КРЕСЛО ДЛЯ ТРАНСПОРТНОГО СРЕДСТВА | 1995 |
|
RU2136518C1 |
| ДВИГАТЕЛЬ | 1992 |
|
RU2066777C1 |
Использование: в электрооборудовании для механической защиты электрожгутов на подвижных участках в зонах с возможным попаданием химических реагентов, в частности на летательных аппаратах. Сущность изобретения: способ защиты заключается в том, что на радиационно модифицированную термоусаживающуюся трубку марки "Радпласт Т 4", усаженную на электрожгут, устанавливают витую металлическую проволоку боуден, на которую усаживают внешнюю радиационно модифицированную трубку. Целью изобретения является повышение надежности защиты электрожгутов от воздействия механических нагрузок на подвижных участках, уменьшение веса защиты по сравнению с защитой электрожгутов в боуденах и исключение возможности защемления электрожгута витками боудена при работе. 1 ил.
СПОСОБ ЗАЩИТЫ ЭЛЕКТРОЖГУТОВ ОТ МЕХАНИЧЕСКИХ ПОВРЕЖДЕНИЙ, включающий надевание на жгут по всей его длине радиационно-модифицированной трубки, осуществление усадки радиационно-модифицированной термоусаживающейся трубки на жгуте, отличающийся тем, что после усадки радиационно-модифицированной термоусаживающейся трубки на жгуте на ее наружную поверхность свободно устанавливают металлическую витую проволоку с охватом трубки по всей длине жгута, после чего на наружную поверхность витой металлической проволоки надевают дополнительную радиационно-модифицированную термоусаживающуюся трубку и по всей длине жгута осуществляют усадку дополнительной радиационно-модифицированной термоусаживающейся трубки на жгуте.
| Рекомендации по применению термоусаживающихся материалов в электрическом монтаже | |||
| НИИСУ, 1087, с.10. |
