Изобретение относится к автоматике и может быть использовано в качестве устройства для управления упаковочной машиной циклического действия.
Известно устройство для управления упаковочной машиной циклического действия [1] содержащее генератор, счетчик, блок памяти, блок выбора программы управления и исполнительные механизмы.
Известно другое устройство для управления упаковочной машины циклического действия, используемое в молокоразливочном автомате М6-ОРЗ-Е [2] имеющее наибольшее число сходных признаков с предлагаемым устройством и содержащее командный блок, выходами соединенный с исполнительными элементами, первые выходы нормально-разомкнутых контактов последних объединены, а вторые их выводы подключены к исполнительным механизмам упаковочной машины, источник питания и переключатели с нормально-ра- зомкнутыми контактами.
Однако известные устройства недостаточно надежны и точны в работе в режиме периодически необходимых прерываний цикла изготовления упаковки, например при отсутствии упаковочного материала, при смене нагруженной готовыми упаковками тары на свободную и т.п. В этом случае в известных устройствах либо нарушается циклограмма изготовления упаковки хотя бы на один цикл, либо, при вводе периодической остановки в циклограмму, усложняется конструкция упаковочной машины, снижается надежность ее в работе, так как в этом случае в циклограмму будет введена и ручная операция, а один сбой приведет к общему сбою в работе машины.
Цель изобретения повышение надежности и точности работы устройства для управления упаковочной машиной при периодически необходимых прерываниях циклограммы изготовления упаковки.
Для этого устройство для управления упаковочной машиной, содержащее командный блок, выходы которого соединены с исполнительными элементами, первые выводы нормально-разомкнутых контактов последних объединены, а вторые их выводы подключены к исполнительным механизмам упаковочной машины, источник питания и переключатели с нормально-ра- зомкнутыми контактами, дополнительно снабжено блоком синхронной задержки, вход которого через нормально-разомкнутые контакты по крайней мере одного из переключателей подключен к шине источника питания, а выход связан с первыми выводами нормально-разомкнутых контактов исполнительных элементов.
Кроме того, блок синхронной задержки содержит реле, первый вывод обмотки которого подключен к общей шине, а второй вывод через последовательно соединенные вторые нормально-разомкнутые контакты первого исполнительного элемента упаковочной машины, нормально-замкнутые контакты и вторые нормально-разомкнутые контакты второго исполнительного элемента к шине источника питания и через нормально-замкнутые контакты реле к первым объединенным выводам нормально-разомкнутых контактов исполнительных элементов, причем вторые нормально-разомкнутые контакты второго исполнительного элемента шунтированы нормально-замкнутыми контактами первого исполнительного элемента, а к последовательному соединению вторых нормально-разомкнутых контактов первого исполнительного элемента с нормально-замкнутыми контактами второго исполнительного элемента параллельно подключены нормально-разомкнутые контакты реле, при этом первый вывод нормально-разомкнутых контактов реле связан с вторым выводом своей обмотки, а второй вывод нормально-разомкнутых контактов реле является входом блока синхронной задержки.
Введение блока синхронной задержки обуславливает более высокую надежность и точность работы всех узлов упаковочной машины при периодически необходимых остановках изготовления упаковок, обеспечивая прерывание цикла не в момент остановки какого-нибудь из исполнительных механизмов упаковочной машины, который определяется включением одного из переключателей, а в заданное время циклограммы. Это позволяет избежать сбоев в работе, выхода из строя узлов машины, лишнего расхода упаковочного материала, потери или порчи упаковываемого продукта.
На фиг. 1 приведена схема предлагаемого устройства; на фиг. 2 эпюры напряжений, поясняющие работу устройства.
Устройство для управления упаковочной машиной (фиг. 1) содержит командный блок 1, выходами соединенный с исполнительными элементами 2.1 2.n, блок 3 синхронной задержки, вход которого через разомкнутые контакты переключателей 4.1 4.n связан с шиной питания, а выход соединен с объединенными первыми выводами нормально-разомкнутых контактов 5.1 5.n исполнительных элементов 2.1 2. n. Вторые выводы нормально-разомкнутых контактов 5.1 5.n подключены к исполнительным механизмам 6 упаковочной машины. Командный блок 1 состоит из последовательно соединенных генератора 7 импульсов, счетчика 8, преобразователя кода 9 и логического элемента 10. Блок 3 синхронной задержки содержит реле 11, первый выход обмотки которого подключен к общей шине, а второй вывод обмотки через последовательно-параллельное соединение нормально-разомкнутых контактов 12 исполнительного элемента 2.1, нормально-замкнутых контактов 13 исполнительного элемента 2.2, нормально-разомкнутых контактов 14 исполнительного элемента 2.2, нормально-замкнутых контактов 15 исполнительного элемента 2.1 и нормально-разомкнутых контактов 16 реле 11 соединен с шиной питания, а через нормально-замкнутые контакты 17 реле 11 с объединенными первыми выводами нормально-разомкнутых контактов 5.1 5.n.
Устройство для управления упаковочной машиной работает следующим образом.
Согласно заданной циклограмме управления упаковочной машиной, командный блок 1 включает исполнительные элементы 2.1 2.n. При срабатывании исполнительных элементов 2.1 2.n замыкаются их контакты 5.1 5.n, через которые напряжение питания Uп поступает на исполнительные механизмы 6, и происходит согласованное во времени их срабатывание. Замыкание хотя бы одного из переключателей 4.1 4.n, включающихся при необходимости прерывания цикла изготовления упаковки, соединяет шину питания с входом блока 3 синхронной задержки, который отключает напряжение питания Uп от объединенных первых выводов контактов 5.1 5.n, тем самым останавливая исполнительные механизмы 6 упаковочной машины. Причем остановка исполнительных механизмов 6 всегда происходит в одно и то же, выбранное по циклограмме оптимальное время. Время подготовки к включению блока 3 не постоянно и равно разности между моментом включения переключателей 4.1 4.n и оптимальным временем. Однако при остановке исполнительных механизмов 6 командный блок 1 продолжает отрабатывать заданную циклограмму. После устранения причины, вызывающей необходимость прерывания цикла, т.е. при установке переключателей 4.1 4.n в исходное положение, блок 3 синхронной задержки подключает напряжение питания к объединенным первым выводам контактов 5.1 5.n, создавая условия для срабатывания исполнительных механизмов 6. Но подключение напряжения питания также происходит не в произвольное время, а в момент, следующий за оптимальным временем, выбранным по заданной циклограмме, т.е. в какой момент времени (по циклограмме) упаковочная машина остановилась, в тот же момент времени она и запускается вновь.
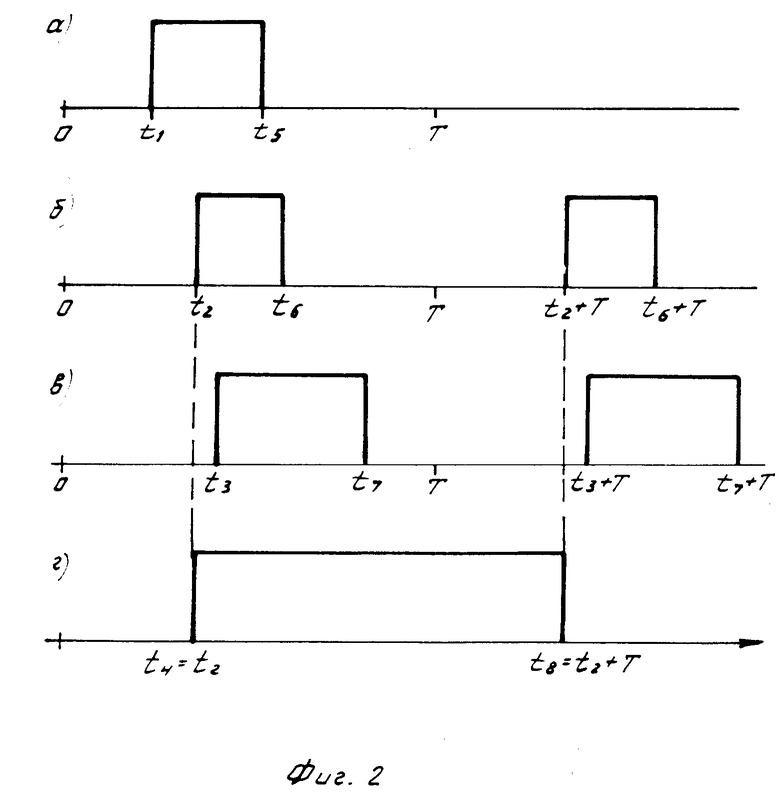
Допустим, в момент времени t1 (см. фиг. 2а) срабатывает переключатель 4n. Причем установлено, что у заданной циклограммы оптимальным режимом прерывания цикла работы упаковочной машины является время t2 (см. фиг. 2б), когда сработал исполнительный элемент 2.1, но не включился элемент 2.2. Время t3 включения элемента 2.2 показано на фиг. 2в. В момент t1, при срабатывании переключателя 4n, вход блока 3 синхронной задержки подключается к шине питания. В момент t2 командный блок выдает сигнал на включение исполнительного элемента 2.1, который размыкает свои контакты 15 и замыкает нормально-разомкнутые контакты 12, подключая обмотку реле 11 к шине питания. Реле 11 срабатывает и самоблокируется своими нормально-разомкнутыми контактами 16. При этом нормально-замкнутые контакты 17 реле 11 размыкаются и на выходе блока 3 отсутствует напряжение, тем самым прекращается подача питания к объединенным первым выводам контактов 5.1 5.n. Таким образом в момент времени t4 t2 (см. фиг. 2г) исполнительные механизмы 6 упаковочной машины останавливаются. В момент времени t3 по сигналу командного блока 1 срабатывает исполнительный элемент 2.2, при этом его контакты 13 размыкаются, а контакты 14 замыкаются. В момент времени t5 переключатель 4n устанавливается в исходное состояние, подпитка реле 11 происходит через контакты 14 и 16. В момент времени t6 контакты 12 и 15 устанавливаются в нормальные положения. В момент времени t7 происходит размыкание контакта 14 и замыкание контакта 13, при этом реле 11 удерживается во включенном состоянии через контакты 16 и 15. Через один цикл, в момент времени t2 + T, где Т период циклограммы, сработает элемент 21, в результате чего произойдет размыкание контакта 15 и реле 11 обесточится. Его контакты 17 замкнутся и напряжение питания начнет поступать через контакты 5.1 5.n на исполнительные механизмы 6, которые начнут отрабатывать циклограмму.
В конкретном случае, в молокоразливочном автомате М6-ОРЗ-Е, оптимальным режимом прерывания цикла является момент, когда выключились нагреватели поперечной сварки пакета и сработали продольные нагреватели, управляемые контактами первого исполнительного элемента, но не начал работу дозатор, служащий для подачи в пакет установленной дозы молока и управляемый включением второго исполнительного элемента. Одной из причин, требующих периодического прерывания цикла изготовления упаковок является необходимость смены нагруженного готовыми упаковками тарного ящика на свободный. В автомате М6-ОРЗ-Е в этот момент срабатывал переключатель, перекрывающий бункер, через который упаковки попадали в тарный ящик. Причем упаковки, падая через бункер, подавали импульс на счетчик упаковок. С момента срабатывания переключателя готовые упаковки накапливались в бункере. При подаче свободного ящика бункер открывался и скопившиеся там упаковки попадали в ящик. Но при этом сбивался счет упаковок, снижалось качество укладки их в тару. Использование предлагаемого технического решения исключило данные недостатки и кроме того позволило упростить конструкцию бункера.
Таким образом, предлагаемое устройство для упаковочной машины обеспечивает надежность в работе всех ее узлов, позволяет избежать лишнего расхода упаковочного материала, порчи упаковываемого продукта и пригодно для серийного изготовления применительно к автоматической машине, снабженной большим количеством средств управления и контроля.
Использование: в автоматике, а именно в качестве устройства для управления упаковочной машиной циклического действия. Сущность изобретения: устройство содержит командный блок 1, выходами соединенный с исполнительными элементами 2.1 2n, первые выводы нормально-разомкнутых контактов 5.1 5n последних объединены, а вторые их выводы подключены к исполнительным элементам 2.1 2n упаковочной машины, переключатели 4.1 4n и блок синхронной задержки. Данное устройство обеспечивает надежность в работе всех узлов упаковочной машины в режиме периодически необходимых остановок при изготовлении упаковок, позволяет избежать потери упаковываемого продукта и пригодно для серийного изготовления применительно к автоматической машине, снабженной большим количеством средств управления и контроля. 1 з. п. ф-лы, 2 ил.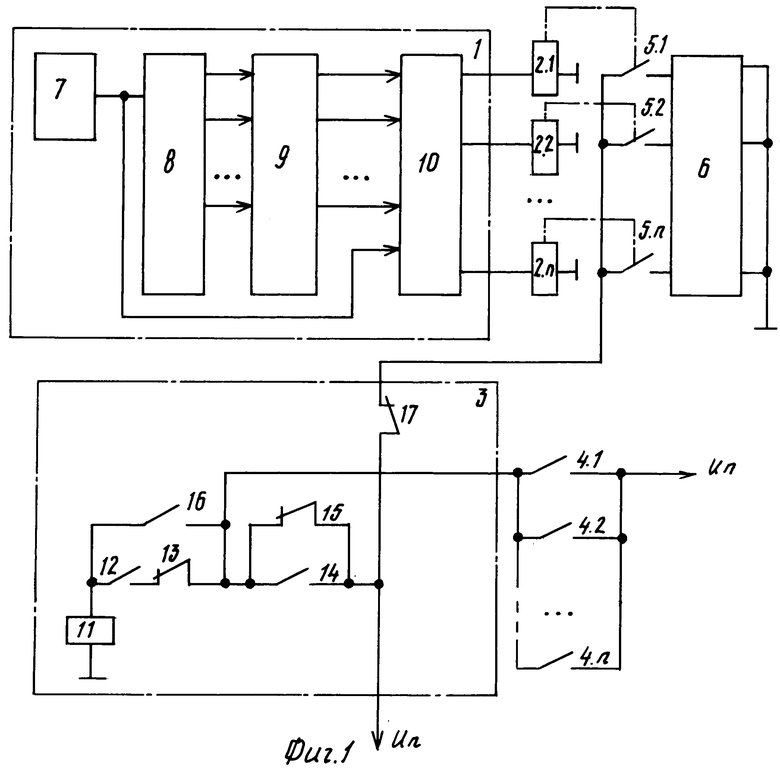
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
