Изобретение относится к области черной металлургии, в частности к производству чугуна в доменных печах, и представляет собой сопло фурменного прибора, которое служит для передачи потока дутья из подвижного фурменного колена в фурму.
Известна конструкция сопла фурменного прибора доменной печи, где сопло выполнено из стального, жаропрочного листа цилиндрической формы, футерованного изнутри, которое служит не только для передачи потока горячего дутья от подвижного колена в фурму, но и для ввода в поток природного газа. Для этого в стенке и футеровке сопла выполнено отверстие, куда вставлен специальный патрубок.
Основным недостатком данного устройства является то, что выполненное (в корпусе и футеровке сопла) отверстие значительно снижает его стойкость, так как является концентратором термических напряжений, возникающих в области врезки, что в свою очередь приводит к быстрому разрушению футеровки и корпуса, нарушению герметизации, возникновению продувов и прогаров сопла. Кроме того, патрубок подвода природного газа достаточно недолговечен. При постоянной подаче холодного природного газа патрубок может простоять достаточно долго, поскольку сам природный газ его активно охлаждает. Однако, при возникающих перебоях с подачей природного газа патрубок перестает охлаждаться, быстро сгорает и разрушается в потоке горячего дутья.
Наиболее близким по технической сущности и достигаемому положительному результату к изобретению является сопло, выполненное в виде футерованного изнутри металлического корпуса цилиндрической формы, с двумя торцовыми фланцами, имеющими шлифованные шаровые заточки в местах соприкосновения сопла с подвижным коленом с одной стороны и с фурмой, с другой. В приведенном решении сопла футеруют специальными керамическими плитами или делают набивными, создавая на их стенах изоляционный огнеупорный слой. Незафутерованные торцы сопл охлаждаются водой.
Недостатки данного устройства заключаются в том, что, хотя торцы сопл и охлаждаются водой, сам корпус с футеровкой является неохлаждаемым. Это является причиной возникновения термических напряжений (особенно в месте контакта охлаждаемых частей сопла с неохлаждаемой частью футеровки), что приводит к снижению стойкости футеровки сопла. Кроме того, принудительное охлаждение стыков водой, а также нагрев самого корпуса сопла являются неиспользованными потерями тепла горячего дутья в атмосферу.
Технический результат достигается повышением стойкости сопла фурменного прибора доменной печи, содержащего металлический футерованный изнутри цилиндрический корпус с двумя торцовыми фланцами, имеющими шлифованные шаровые заточки в местах соприкосновения сопла с другими частями фурменного прибора, футеровка сопла выполнена из отдельных футеровочных элементов цилиндрической формы, входящих в зацепление друг с другом при помощи усеченных выступов, а с внешней стороны футеровочных элементов расположены продольные каналы, имеющие в сечении форму полуокружности диаметром 0,6-0,8 толщины футеровки, расстояние между осями которых составляет 1,5-3 их диаметра, при этом в торцовых фланцах выполнены кольцевые полости, соединенные друг с другом продольными каналами, причем кольцевая полость одного фланца соединена с патрубком подвода природного газа, а другой фланец снабжен кольцевой щелевой форсункой и кольцевая полость, выполненная в его корпусе, является приемной камерой этой форсунки.
Уменьшение диаметра продольных каналов и увеличение расстояния между их осями (соответственно ниже 0,6 и выше 3) приводит к снижению суммарной площади сечения продольных каналов. В первом случае это обусловлено снижением площади сечения каждого канала, во втором снижением числа каналов, что вызывает значительные потери напора природного газа, а также при повышении его давления приводит к снижению стойкости устройства и снижению безопасности его работы. В то же время чрезмерное увеличение диаметра каналов (свыше 0,8 толщины футеровки) и снижение расстояния между осями (ниже 1,5 их диаметра) приводит к значительному ослаблению футеровки сопла и интенсивному, как механическому, так и термическому ее разрушению. В данном случае приведенные величины заявленных параметров являются оптимальными с точки зрения достижения поставленной цели.
Необходимо так же добавить, что выполнение футеровки сопла из отдельных блоков позволит им при термическом расширении сдвигаться друг относительно друга, что снизит возникающие при этом напряжения. Кроме того, поступающий природный газ будет активно охлаждать как сам корпус сопла (проходя через каналы), так и места соединений (проходя через кольцевые полости), что так же увеличит стойкость сопла, а, кроме того, позволит подогреть природный газ перед вдуванием в доменную печь до 250-300оС.
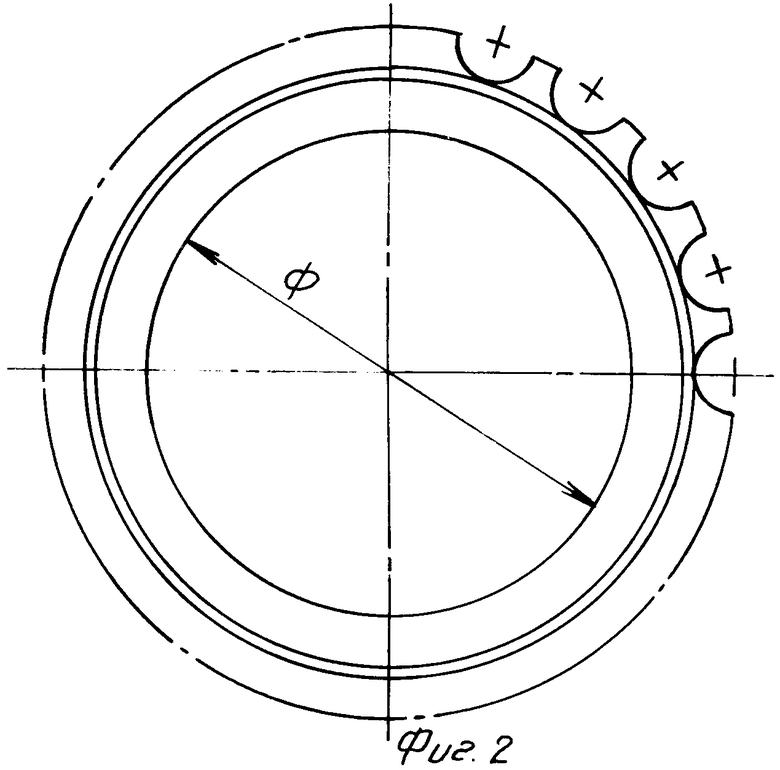
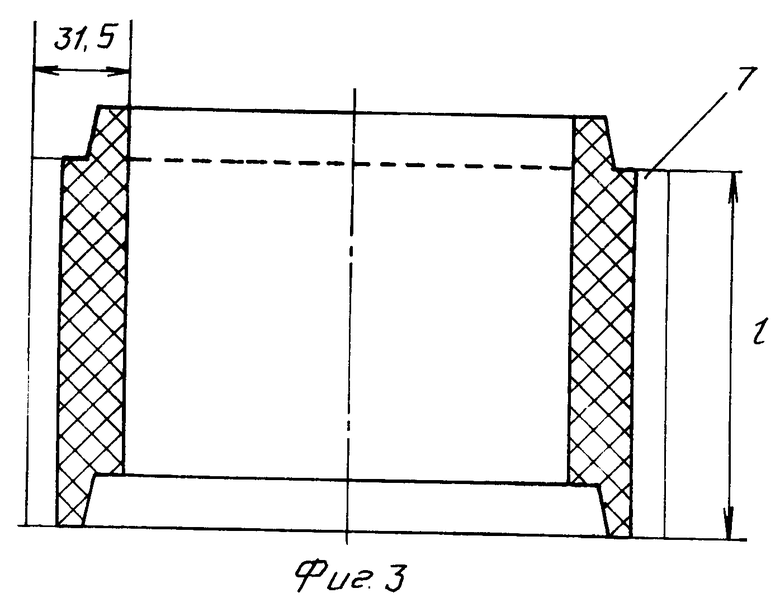
На фиг. 1 представлено сопло общий вид в разрезе; на фиг. 2 футеровочный элемент сопла; на фиг. 3 то же, продольный разрез.
Сопло содержит металлический корпус 1 с двумя приваренными фланцами 2, 3 по краям. Внутренняя поверхность сопла футерована набором футеровочных элементов 4. Кольцевая полость, выполненная во фланце 2 (первом по ходу дутья), соединена с трубопроводом природного газа при помощи патрубка 5, а кольцевая полость, выполненная во фланце 3, является приемной камерой кольцевой щелевой форсунки 6.
Футеровочные элементы представляют из себя изделия из огнеупорного материала, цилиндрической формы, соединяющиеся друг с другом при помощи усеченных выступов 7. Длина футеровочного элемента составляет 0,1-0,16 общей длины футеровки сопла, что так же определяется достижением повышенной стойкости сопла, так как при увеличении длины футеровочного элемента выше 0,16 общей длины футеровки, в объеме одного элемента возникают значительные термические напряжения, которые уже не могут в значительной мере погашаться за счет сдвига.
В то же время при увеличении количества футеровочных элементов за счет снижения их длины (ниже 0,1) возрастает вероятность возникновения неплотностей и сильных продувов природного газа через них. Здесь необходимо отметить, что возникновение незначительных неплотностей в стыках футеровочных элементов не влияет в большой степени на работоспособность устройства, так как это приводит лишь к тому, что незначительная часть природного газа (дополнительно охлаждая стыки) может пройти в объем вдуваемого дутья. В таком состоянии заявленное устройство вполне работоспособно.
Однако при возникновении сильных продувов природного газа (до 15-20% от его объема и выше) снижается эффективность его вдувания, так как падает давление газа в приемной камере форсунки и ухудшается степень перемешивания природного газа с дутьем. Исходя из вышесказанного можно сделать вывод о том, что оптимальная длина футеровочных элементов составляет 0,1-0,16 общей длины футеровки сопла.
Сопло работает следующим образом.
Дутье, поступая из подвижного колена, проходит через фланец 2, поступает в проходной канал, образованный внутренней поверхностью футеровочных элементов, и далее через фланец 3 в фурму и в доменную печь. При этом футеровка сопла разогревается до температуры 800-900оС. В то же время вдуваемый природный газ подается по патрубку 5 в кольцевую полость фланца 2, где поток природного газа распределяется, поступая в продольные каналы, выполненные с внешней стороны футеровочных элементов, а далее в кольцевую полость фланца 3 и через форсунку 6 в объем дутья. При этом холодный природный газ отбирает часть тепла от нагретых фланцев и футеровки, тем самым охлаждая их и уже подается в дутье подогретым до 250-300оС.
П р и м е р 1. На доменной печи производят вдувание горячего дутья через фурменные приборы, состоящие из неподвижного и подвижного колена, сопл и фурм. Вдувание природного газа осуществляют через фурму. Сопла выполнены в виде металлического, футерованного изнутри цилиндрического корпуса с приваренными к нему по краям торцовыми фланцами, имеющими шлифованные шаровые заточки в местах соприкосновения сопла с фурмой и подвижным коленом.
При реализации заявленного устройства оборудуют фурменный прибор предлагаемым соплом, которое состоит из металлического корпуса 1 с приваренными к нему фланцами, в которых выполнены кольцевые щели. Кольцевая щель первого (по ходу дутья) фланца соединена патрубком 5 с трубопроводом подачи природного газа, а второй фланец снабжен кольцевой щелевой горелкой. Футеровку сопла выполняют из отдельных футеровочных элементов (стыкующихся друг с другом при помощи усеченных выступов 7), на внешней стороне которых выполнены продольные каналы, имеющие в сечении форму полуокружности. При этом патрубки подвода природного газа из фурм убирают, что положительно сказывается на стойкости самих фурм.
Для расчета величин диаметра продольных каналов, расстояния между их осями и их количества, а также длины футеровочного элемента используют следующие исходные данные: свободное сечение сопла 140 мм; внешний диаметр футеровочного элемента 203 мм; толщина слоя футеровки 31,5 мм; общая длина слоя футеровки 1400 мм.
Согласно заявленным пределам изменения диаметра и расстояния между осями продольных каналов производят вычисление данных величин следующим образом:
определяют диаметр продольных каналов D:
D (0,6 0,8)˙31,5 19-25 мм;
выбирают диаметр D из полученного интервала значений: D 19 мм;
рассчитывают значение расстояния между осями продольных каналов L L(1,5 3)˙19 28 57 мм;
в зависимости от выбранного L определяют количество продольных каналов N N= П ˙ 203/L 23 11 шт.
В данном случае при минимальной величине диаметра продольного канала (19 мм) количество каналов должно находиться в пределах 11 23 шт.
Длина футеровочного элемента (l) определяется, как 0,1 0,16 общей длины футеровки:
l 1400 ˙ (0,1 0,16) 140 224 мм.
П р и м е р 2. На доменной печи производят вдувание горячего дутья через фурменные приборы, аналогичным по конструкции приборам примера 1.
Фурменные приборы оборудуют соплами заявленной конструкции, для этого производят расчет параметров футеровочных элементов (аналогично примеру 1):
определяют диаметр продольных каналов:
D (0,6 0,8)˙ 31,5 19 25 мм;
выбирают диаметр D из полученного интервала значений: D 25 мм
рассчитывают значение расстояния между осями продольных каналов L(1,5 3)˙25 37 75 мм;
в зависимости от выбранного L определяют количество продольных каналов N П˙ 203/L 18 9 шт.
В данном случае, при максимальной величине диаметра продольного канала (25 мм), количество каналов должно находиться в пределах 9-18 шт. Необходимо добавить, что выбор значений внутри расчетного интервала определяется опытным путем и зависит от расхода вдуваемого природного газа. Так, при применении повышенных расходов необходимо придерживаться максимальных значений количества и диаметра продольных каналов, и, наоборот, при низких расходах природного газа, как правило, можно обойтись минимальными значениями количества и диаметра продольных каналов.
Длина футеровочного элемента (при неизменной общей длине футеровки) в данном случае рассчитывается аналогично первому примеру.
Предлагаемое устройство позволит в значительной мере повысить стойкость сопл фурменного прибора доменной печи, кроме того повышается стойкость фурм, что вызовет снижение простоев доменной печи по этим причинам; более полно используются потери тепла горячего дутья, при помощи которых природный газ подогревается до 250-300оС.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДУТЬЕВАЯ ФУРМА ДОМЕННОЙ ПЕЧИ | 1999 |
|
RU2167204C1 |
| ДУТЬЕВАЯ ФУРМА ДОМЕННОЙ ПЕЧИ | 1999 |
|
RU2164949C1 |
| ДУТЬЕВАЯ ФУРМА ДОМЕННОЙ ПЕЧИ | 2002 |
|
RU2222602C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРИРОДНОГО ГАЗА В ДОМЕННУЮ ПЕЧЬ | 2007 |
|
RU2359042C1 |
| СПОСОБ УНИЧТОЖЕНИЯ ХЛОРОРГАНИЧЕСКИХ ОТХОДОВ | 2004 |
|
RU2288406C2 |
| ВОЗДУШНАЯ ФУРМА ДОМЕННОЙ ПЕЧИ | 2001 |
|
RU2191830C1 |
| Дутьевая фурма доменной печи | 1989 |
|
SU1766961A1 |
| ДУТЬЕВАЯ ФУРМА ДОМЕННОЙ ПЕЧИ | 1998 |
|
RU2138559C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРИРОДНОГО ГАЗА В ДОМЕННУЮ ПЕЧЬ | 2007 |
|
RU2352642C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ФУРМЫ ВОЗДУШНОГО ДУТЬЯ И ПОДАЧИ ПРИРОДНОГО ГАЗА В ДОМЕННУЮ ПЕЧЬ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2449022C2 |
Назначение: изобретение относится к черной металлургии, в частности к производству чугуна в доменных печах, и представляет собой сопло фурменного прибора, которое служит для передачи потока дутья из подвижного фурменного колена в фурму. Сущность: в сопле фурменного прибора доменной печи, содержащем металлический, футерованный изнутри цилиндрический корпус 1 с двумя торцовыми фланцами 2,3 по краям, имеющими шлифовальные шаровые заточки в местах соприкосновения сопла с другими частями фурменного прибора, предусматривается выполнение футеровки сопла из отдельных футеровочных элементов 4 цилиндрической формы, входящих в зацепление друг с другом при помощи усеченных выступов. С внешней стороны футеровочных элементов расположены продольные каналы, имеющие в сечении форму полуокружности диаметром 0,6 0,8 толщины футеровки, расстояние между осями которых составляет 1,5 3 их диаметра, при этом в торцевых фланцах выполнены кольцевые полости, соединенные друг с другом продольными каналами, причем кольцевая полость одного фланца соединена с патрубком 5 подвода природного газа, а другой фланец снабжен кольцевой целевой форсункой 6 и кольцевая полость, выполненная в его корпусе, является приемной камерой этой форсунки. 3 ил.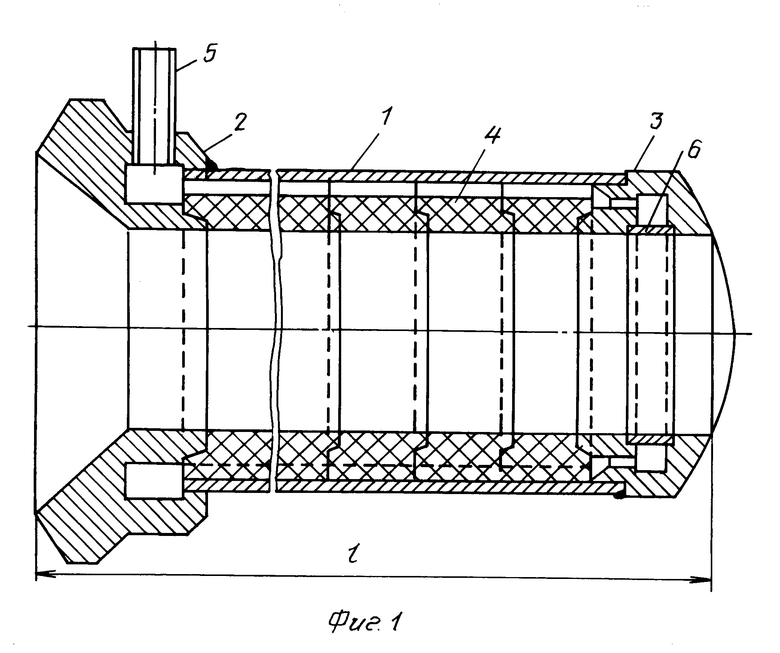
СОПЛО ФУРМЕННОГО ПРИБОРА ДОМЕННОЙ ПЕЧИ, содержащее металлический футерованный изнутри цилиндрический корпус с двумя торцевыми фланцами, имеющими шлифованные шаровые заточки в местах соприкосновения сопла с другими частями фурменного прибора, отличающееся тем, что футеровка сопла выполнена из отдельных футеровочных элементов цилиндрической формы, входящих в зацепление друг с другом при помощи усеченных выступов, а с внешней стороны футеровочных элементов выполнены продольные каналы, имеющие в сечении форму полуокружности диаметров 0,6 0,8 толщины футеровки, расстояние между осями которых составляет 1,3 3,0 их диаметров, при этом в торцевых фланцах выполнены кольцевые полости, соединенные продольными каналами, причем кольцевая полость одного фланца соединена с патрубком подвода природного газа, а другой фланец имеет кольцевую щелевую форсунку, а кольцевая полость, выполненная в его корпусе, является приемной камерой этой форсунки.
| Вегман В.Ф | |||
| и др | |||
| Металлургия чугуна, М.: Металлургия, 1978, с.353-358. |
