Изобретение относится к литейному машиностроению, а именно к литейным стержневым пескодувным машинам.
В современном литейном машиностроении для изготовления литейных стержней в пескострельных резервуарах пескодувных машин применяются гильзы. Однако указанная гильза не получила внедрение в производстве из-за некачественного выполнения технологического процесса изготовления стержня.
Известный способ получения гильз с прорезями для пескодувных машин, принимаемый за прототип, состоит в изготовлении тонкостенных механически обработанных цилиндрических стальных гильз с прямоугольными прорезями, шириной 0,3.1,0 мм, расположенными в верхней части горизонтально, а в нижней вертикально.
Однако известный способ изготовления гильзы методом механической обработки трудоемок и металлоемок со сложной индивидуальной оснасткой для изготовления стержней разных объемов.
Предлагаемый способ осуществляется следующим образом.
Берут два стальных листа со штампованными прямоугольными отверстиями, имеющими одинаковую выкройку с одинаковыми размерами. Расстояния между отверстиями (переходы) меньше отверстий на величину двух прорезей. При наложении отверстий одного листа на переходы другого образуются прорези, направленные в верхней части по горизонтали, в нижней по вертикали. Вальцуя листы на заданный диаметр и фиксируя прорези на необходимую величину, скрепляют их наглухо, образуя гильзу необходимого объема стержня.
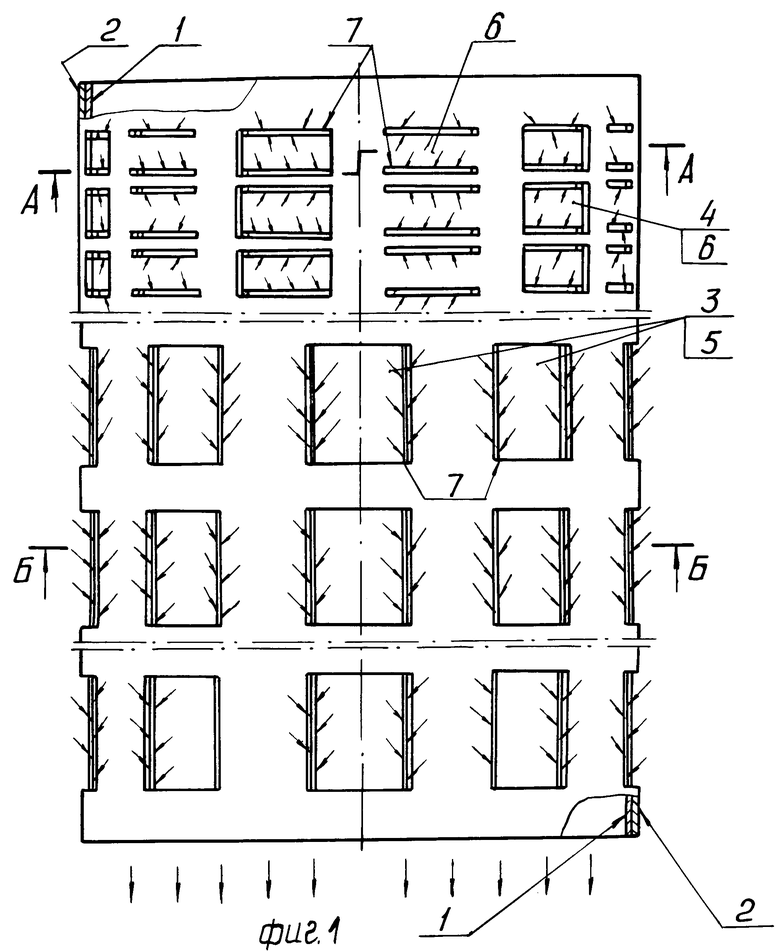
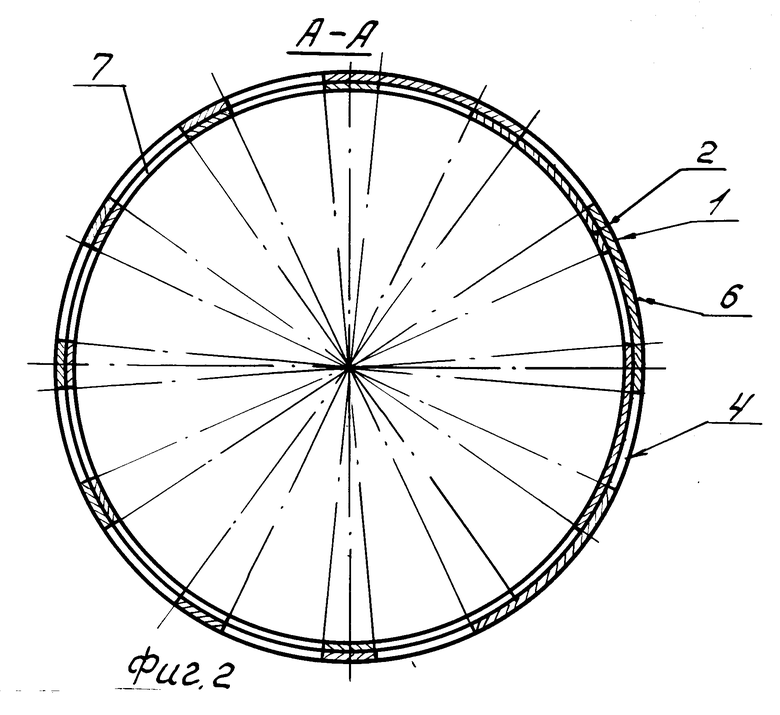
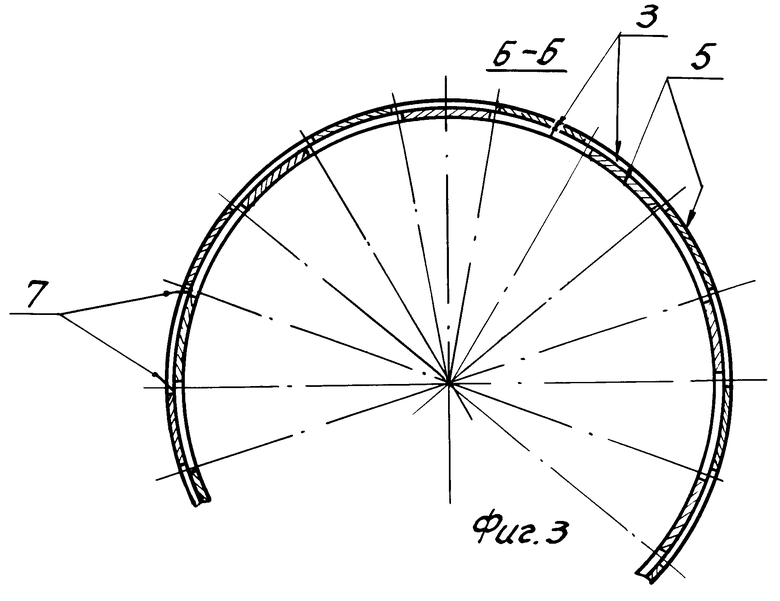
На фиг. 1 изображена гильза, общий вид; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 1.
Гильза для пескодувной машины состоит из двух листов 1 и 2 с прямоугольными отверстиями 3 и 4. Между отверстиями имеются переходы 5 и 6 меньшего размера, чем отверстия на величину двух прорезей 7. Отверстия 3 и 4, наложенные на переходы 5 и 6, фиксируются на заданную величину прорези. Листы 1 и 2, скрепленные между собой наглухо, образуют гильзу.
Способ изготовления гильзы методом механической обработки, переведенный на метод штамповки и вальцевания, снижает трудоемкость и металлоемкость изготовления гильзы, дает возможность из одной заготовки производить гильзы на разные объемы стержней с заданными размерами прорезей.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЦЕНТРОБЕЖНАЯ МУФТА | 1993 |
|
RU2068506C1 |
| ПРЕДОХРАНИТЕЛЬНАЯ ФРИКЦИОННАЯ МУФТА | 1989 |
|
RU2049940C1 |
| ЦЕНТРОБЕЖНАЯ ДВУХСКОРОСТНАЯ МУФТА | 1993 |
|
RU2068509C1 |
| МУФТА | 1992 |
|
RU2078261C1 |
| ЦЕНТРОБЕЖНАЯ МУФТА | 1993 |
|
RU2105208C1 |
| ПРЕДОХРАНИТЕЛЬНАЯ ФРИКЦИОННАЯ МУФТА | 1993 |
|
RU2036344C1 |
| ЦЕНТРОБЕЖНАЯ МУФТА | 1993 |
|
RU2068508C1 |
| ПРЕДОХРАНИТЕЛЬНАЯ ФРИКЦИОННАЯ МУФТА | 1993 |
|
RU2036345C1 |
| ПРЕДОХРАНИТЕЛЬНАЯ ФРИКЦИОННАЯ МУФТА | 1993 |
|
RU2092724C1 |
| ПРЕДОХРАНИТЕЛЬНАЯ ФРИКЦИОННАЯ МУФТА | 1992 |
|
RU2095656C1 |
Использование: в литейном машиностроении. Сущность изобретения: гильзу с прорезями пескодувных машин получают из двух заготовок из тонколистовой стали, имеющих одинаковую выкройку, с прямоугольными отверстиями. Расстояние между отверстиями (перемычки) меньше отверстий на величину двух прорезей. При наложении отверстий одной заготовки на перемычки другой получают прорези заданной ширины, направленные в верхней части по горизонтали, в нижней по вертикали. Затем осуществляют гибку заготовок на листогибочной машине и скрепляют их наглухо. 3 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗЫ ДЛЯ ПЕСКОДУВНЫХ МАШИН, включающий образование прорезей, отличающийся тем, что используют две заготовки из тонколистовой стали с одинаковой выкройкой, прорези образуют путем наложения отверстий одной заготовки на перемычки между отверстиями другой, осуществляют гибку на листогибочной валковой машине и скрепляют изогнутые заготовки наглухо.
| Горский А.И | |||
| Расчет машин и механизмов автоматических линий литейного производства, М.: Машиностроение, 1978, с.231-239. |
