Изобретение относится к металлургии, в частности к производству полосового проката, и касается способов транспортировки полос в агрегатах отделки.
Известны способы изменения плоскости подачи полосы путем ее кручения вокруг продольной оси [1]
Недостатки таких способов заключаются в следующем:
во-первых, неравномерное распределение напряжений по ширине полосы: растягивающие напряжения к кромкам и сжимающие к оси полосы, что приводит к короблению полосы, потере устойчивости и ее повреждениям;
во-вторых, для поворота полосы требуется большое расстояние, составляющее 15 20 ширин полосы, из-за чего участок поворота занимает много места в длину или в высоту.
Известен также способ изменения плоскости подачи полосы, включающий ее прямой поперечный изгиб с помощью роликов с различным углом обхвата [2]
При этом плоскость полосы может занимать любой наклон по отношению к горизонтальной плоскости, однако в любом сечении полоса остается перпендикулярной вертикальной плоскости, т.е. поворот полосы вокруг ее продольной оси с помощью только прямого поперечного изгиба невозможен.
Известен также способ изменения плоскости подачи полосы, выбранный в качестве прототипа, включающий операции предварительного и повторного косых поперечных изгибов вокруг оси, параллельной первоначальной плоскости подачи полосы и расположенной под углом к продольной оси полосы, а также промежуточную между упомянутыми операцию прямого поперечного изгиба полосы [3] При этом операции косых поперечных изгибов осуществляют с поворотом на 180о, благодаря чему полоса возвращается в горизонтальную плоскость, а ось ее поворачивается на 90оС к оси до начала изгиба. Кроме того, промежуточная операция прямого поперечного изгиба производится на суммарный угол 360о.
Недостаток такого способа смещение оси полосы в пространстве от первоначального направления, что не дает возможности обеспечить поворот плоскости полосы вокруг ее оси при минимальных габаритах устройства, ограничивает возможности его применения.
Целью предложенного способа является расширение технологических возможностей за счет обеспечения изменения угла наклона плоскости подачи полосы к горизонтальной плоскости.
Это достигается тем, что в известном способе изменения плоскости подачи полосы, включающем операции предварительного и повторного косых поперечных изгибов полосы вокруг оси, параллельной первоначальной плоскости подачи полосы и расположенной под углом к продольной оси полосы, а также промежуточную между упомянутыми операцию прямого поперечного изгиба полосы, прямой поперечный изгиб осуществляют на угол 180о, а косые поперечные изгибы на угол 90о + β, причем упомянутый угол размещения оси косых поперечных изгибов и угол β определяют по соотношениям:
sinγ  ,
,
sinβ  где γ угол между осью косого поперечного изгиба и продольной осью полосы;
где γ угол между осью косого поперечного изгиба и продольной осью полосы;
α угол наклона плоскости подачи полосы к горизонтальной плоскости.
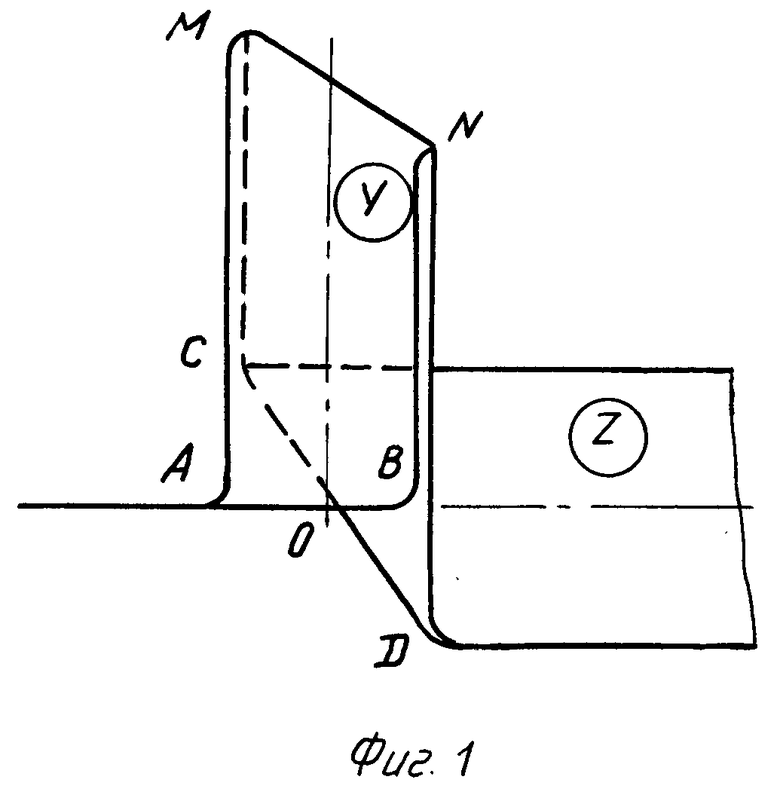
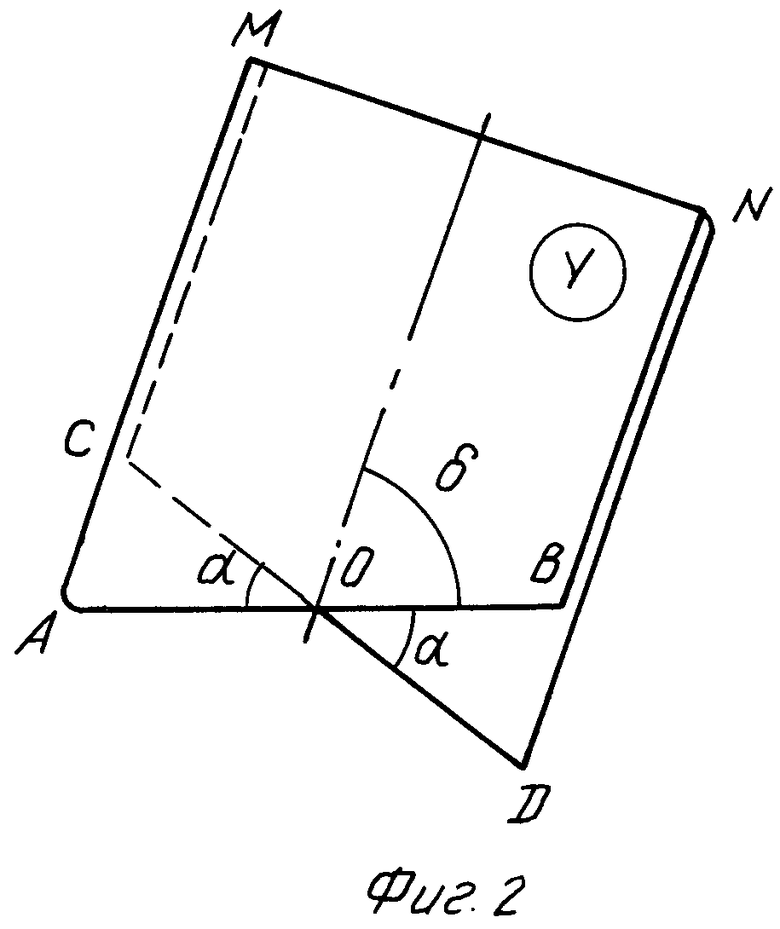
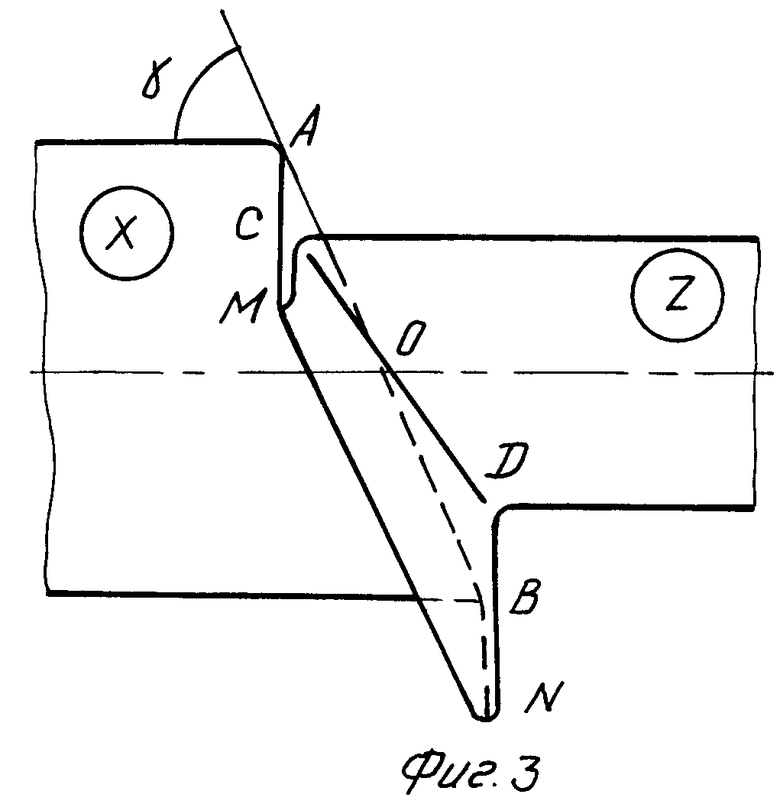
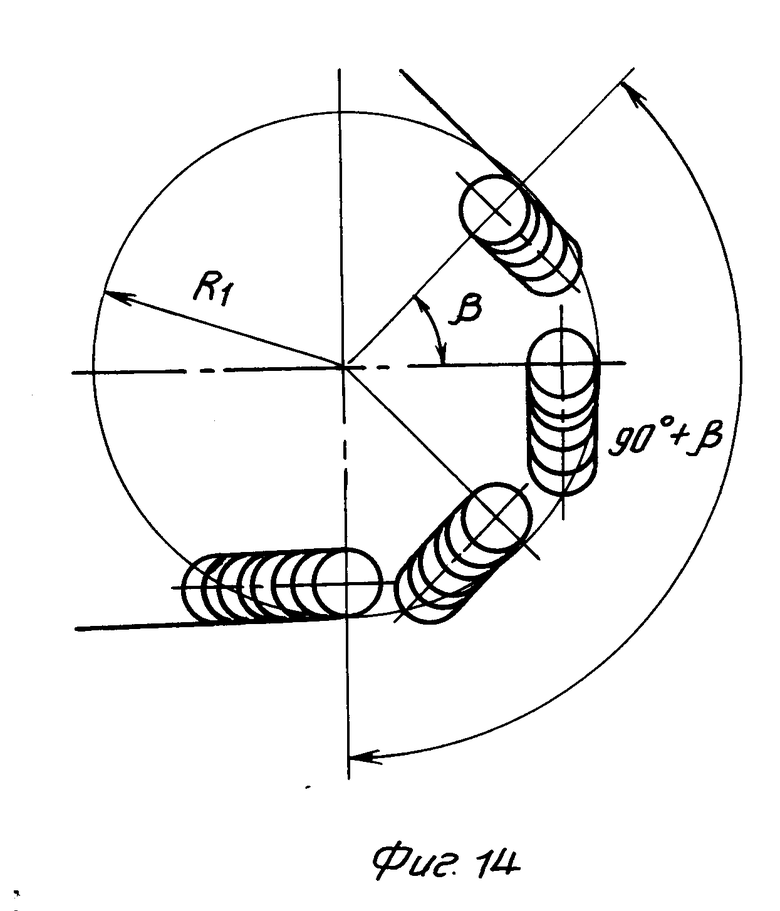
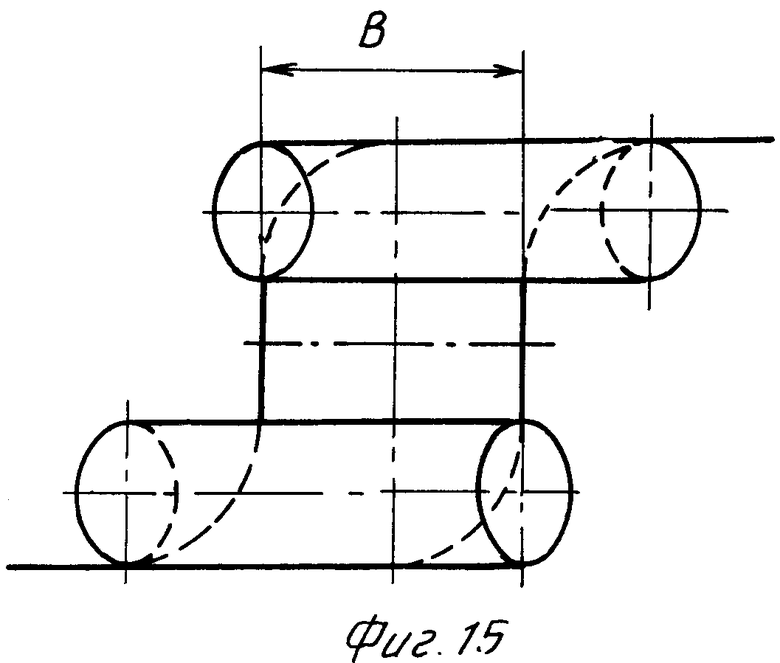
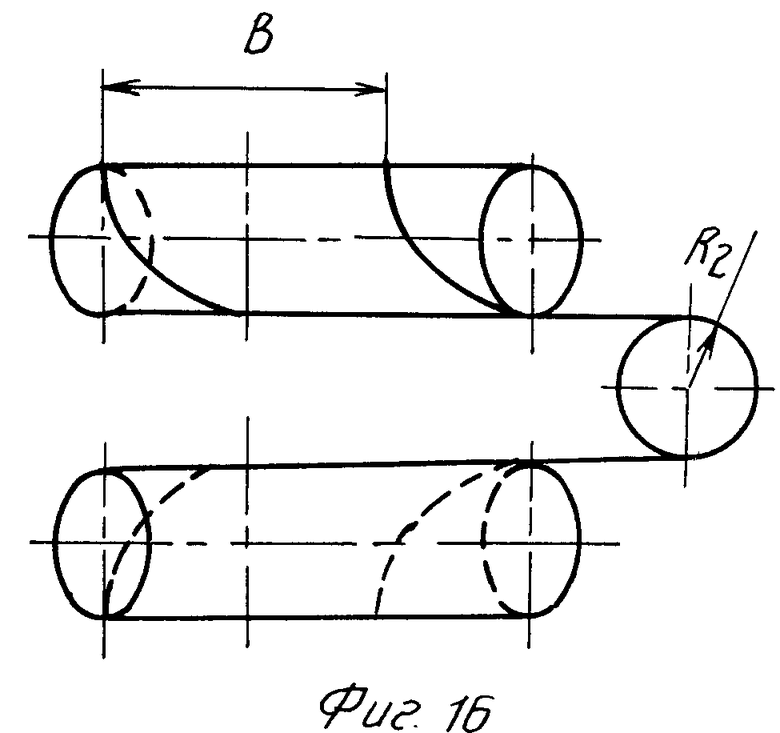
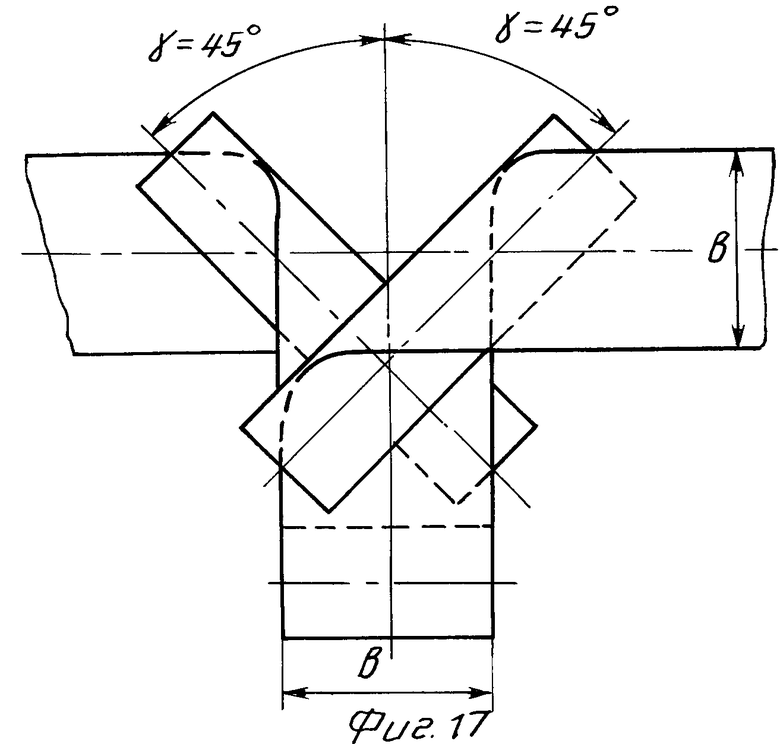
На фиг. 1 дана схема участка перегиба полосы, вид спереди; на фиг. 2 то же, вид сбоку; на фиг. 3 то же, план; на фиг. 4 вид участка перегиба полосы в плоскости Х; на фиг. 5 вид участка перегиба полосы в плоскости Z; на фиг. 6 вид участка перегиба полосы в аксонометрии; на фиг. 7 вид спереди участка радиусных перегибов полосы при повороте на 90о; на фиг. 8 то же, вид сбоку; на фиг. 9 то же, план; на фиг. 10 вид спереди участка радиусных перегибов полосы при повороте на 180о; на фиг. 11 то же, вид сбоку; на фиг. 12 то же, план; на фиг. 13 вид сверху на проводку для косого поперечного изгиба полосы; на фиг. 14 разрез F F поперечного сечения проводки; на фиг. 15 вид спереди участка радиусных перегибов полосы при повороте на 180о в варианте со смещением полосы по высоте; на фиг. 16 то же, вид сбоку; на фиг. 17 то же, план.
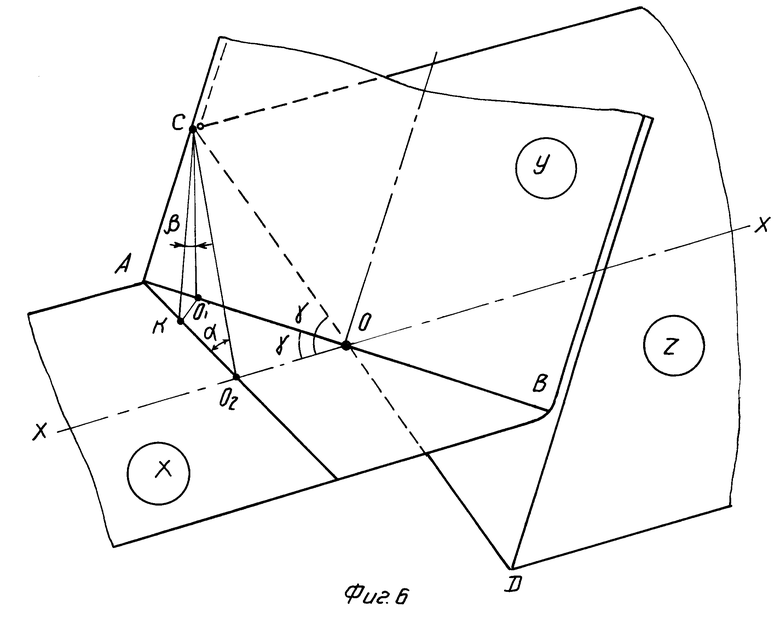
Для получения зависимостей, характеризующих предлагаемый способ, рассмотрим геометрию участка перегибов полосы, условно приняв радиус изгиба близким к нулю (фиг. 1-6).
Пусть полосу из исходной плоскости Х необходимо повернуть вокруг продольной оси на угол α и перевести ее в плоскость Z (фиг. 1-3). С этой целью полосу сначала подвергают косому изгибу по линии AB, расположенной под углом γ к оси полосы в плоскости X, поворачивают ее на угол 90о+β переводя ее в плоскость Y (фиг. 6). Затем полосу возвращают на ось подачи путем прямого поперечного изгиба по линии MN на угол 180о, а после этого ее снова подвергают косому поперечному изгибу по линии CD, расположенной под углом γ к оси в плоскости Z, поворачивая полосу на угол 90о + +β и тем самым переводя ее из плоскости Y в плоскость Z.
При таких условиях достигается поворот плоскости Z выхода полосы по отношению к плоскости Х подачи на заданный угол α только за счет ее изгиба, без кручения, так как длина всех волокон от линии AB до линии CD сохраняется постоянной по всему сечению полосы.
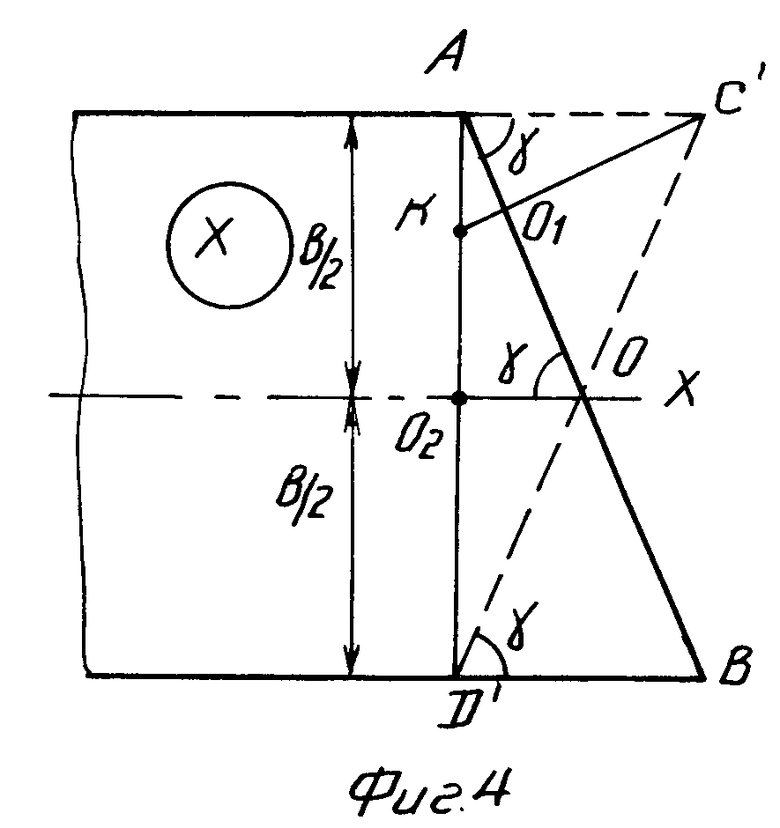
В плоскость Х (фиг. 4) поместим след C1D1 линии СD путем поворота плоскости Y, вокруг линии AB. Произведем следующие построения: из точки С1 опустим перпендикуляр в точку О1 на линии AB и продлим его до пересечения с линией AО2 в точке К. Линия AО2 является перпендикуляром к оси полосы, опущенным из точки A. Приняв исходную ширину полосы b, получим следующие соотношения:
AO  OO2
OO2 AC′ 2002=
AC′ 2002= 
AO1= b O1C b·cosγ; O1K AO1·
O1C b·cosγ; O1K AO1· 

OO1= AO-AO1= 

 (1-2cos2γ)
(1-2cos2γ)
Рассмотрим плоскость Z полосы (фиг. 5).
Поскольку полоса при переходе из плоскости Y в плоскость Z изгибается вокруг линии CD под углом γ то угол СО2 равен углуγ, а расстояние СО2 равно COcosγ  Отсюда следует, что условием сохранения прямолинейности оси Х полосы после ее поворота является нахождение проекции точки С на горизонтальной плоскости Х в точке K, расположенной на перпендикуляре AО2 к оси полосы.
Отсюда следует, что условием сохранения прямолинейности оси Х полосы после ее поворота является нахождение проекции точки С на горизонтальной плоскости Х в точке K, расположенной на перпендикуляре AО2 к оси полосы.
В связи с этим на фиг. 6 произведем дополнительные построения: опустим из точки С перпендикуляры в точку О1 на линию AО в плоскости Y и в точку K на линию AО2 в вертикальной плоскости, а затем соединим точки С и О2. Обозначим углы, образовавшиеся в прямоугольных треугольниках: угол CО2A α угол поворота плоскости Z относительно плоскости Х; угол O1CK β угол наклона плоскости Y к плоскости X; углы AОО2 γ и СОО2= γ углы линий АВ и СД косого изгиба полосы относительно оси полосы соответственно в плоскостях X и Z.
Из треугольника AO2C (фиг. 6):
AC 2AO2·sin b·sin
b·sin
Из треугольника AOC1 (фиг. 4):
AC′ 
Поскольку AC1 AC, то
tgγ 

или
sinγ ±  . (1)
. (1)
Из треугольника KO1C (фиг. 6):
sinβ 
 ·
· 


Подставим полученное выше значение tg γ:
sinβ  (2)
(2)
Таким образом, задав угол α поворота полосы, по формулам (1) и (2) определяем углы β и γ. Вспомогательный угол δ наклона оси полосы в боковой плоскости, перпендикулярной плоскостям X и Z (фиг. 2), равен
δ 90°-  (3)
(3)
Знак ± в формуле (1) показывает возможность расположения линии изгиба полосы по отношению к продольной оси под углом γ в одну или другую сторону.
Кроме того, возможны варианты расположения полосы в пространстве на участке поворота в связи с возможностью изгиба полосы на угол 90о + β вверх или вниз (всего 4 варианта).
При необходимости возвращения плоскости полосы в исходную плоскость подачи, операции повторяют в той же последовательности, только знак угла γ принимается противоположным принятому на предыдущем участке.
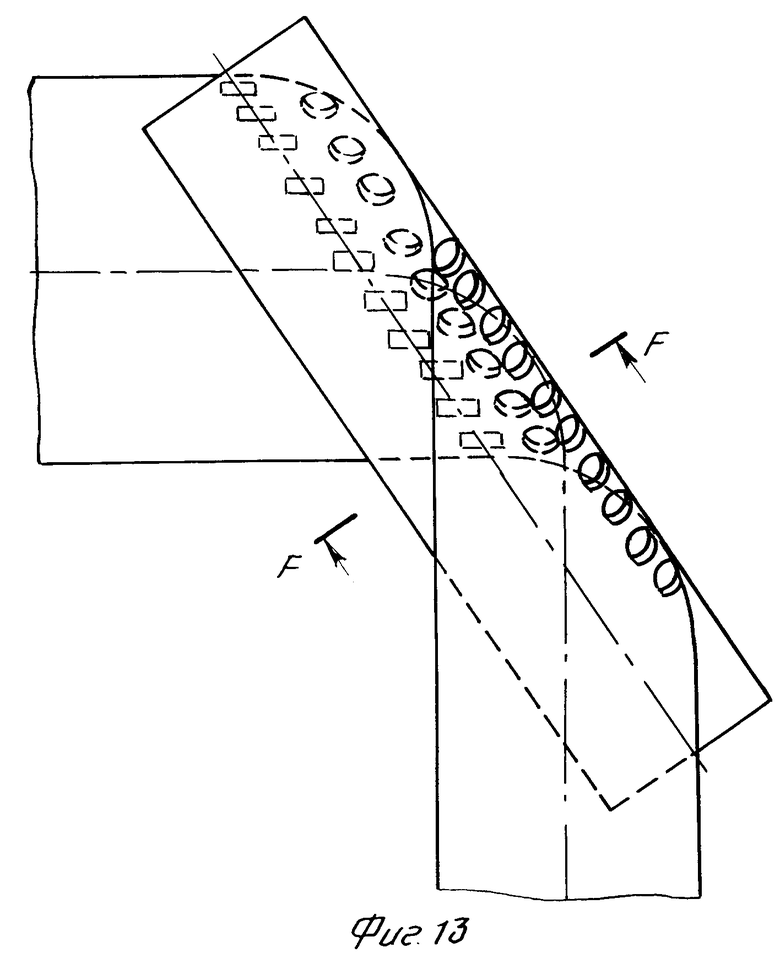
Косой поперечный изгиб осуществляется с помощью цилиндрической проводки радиуса R1, по поверхности которой расположены секционированные ролики, каждая секция которых устанавливается перпендикулярно оси движения полосы в данной точке (фиг. 13, 14).
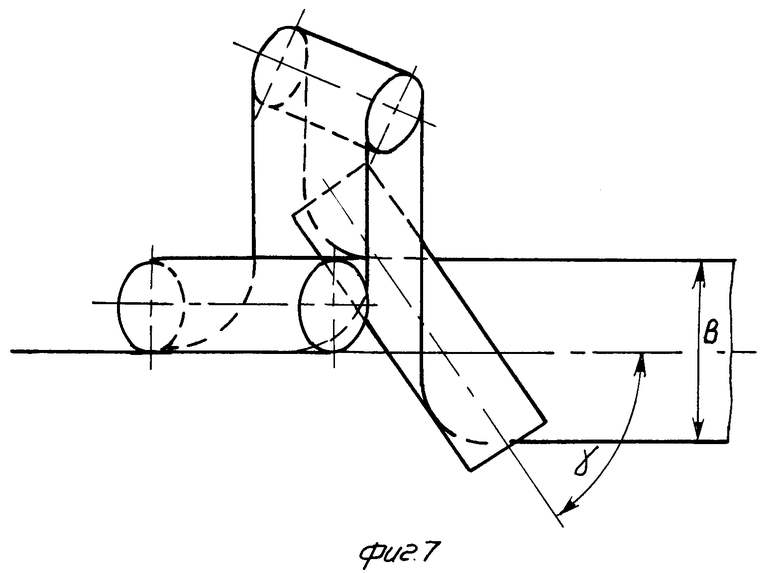
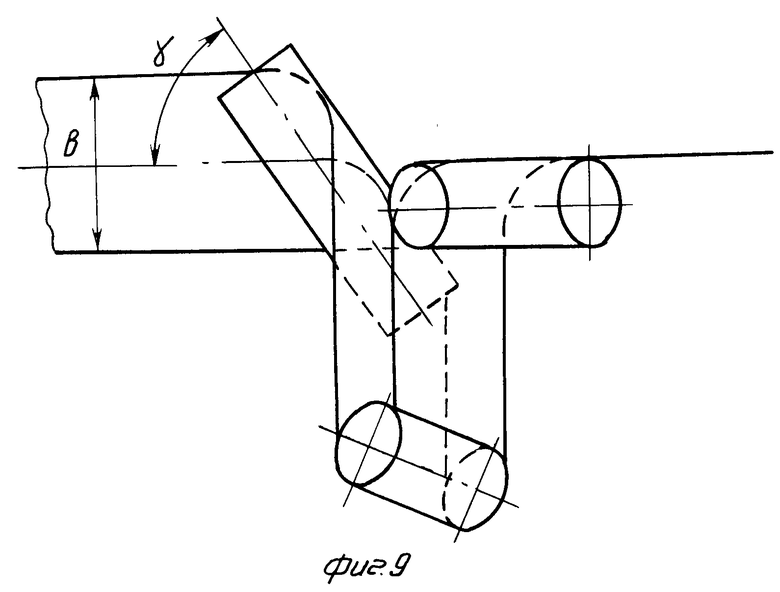
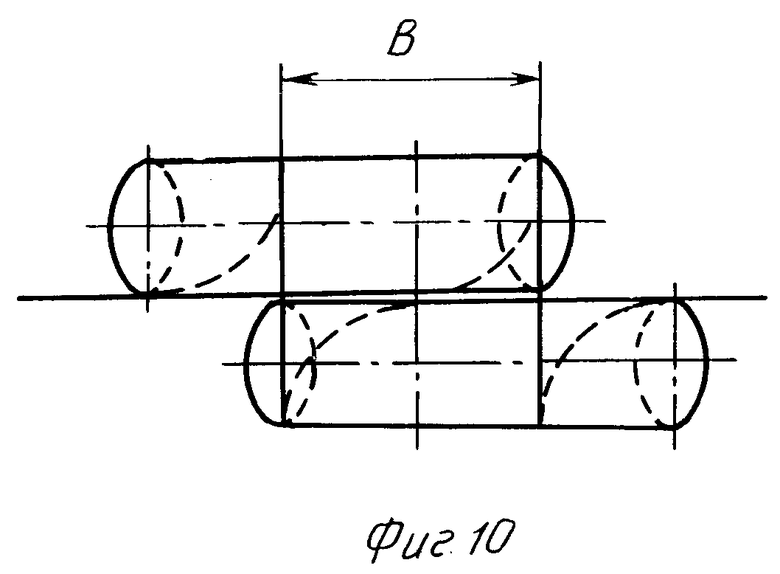
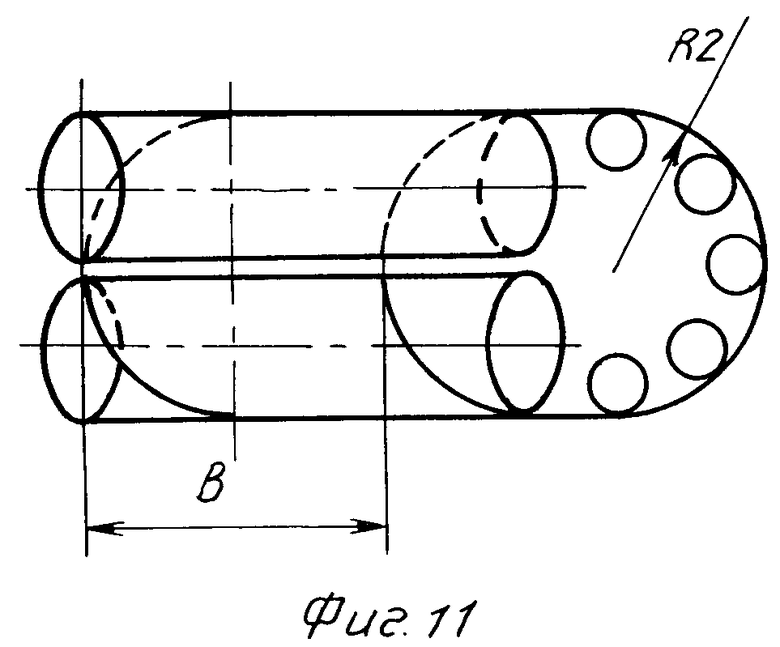
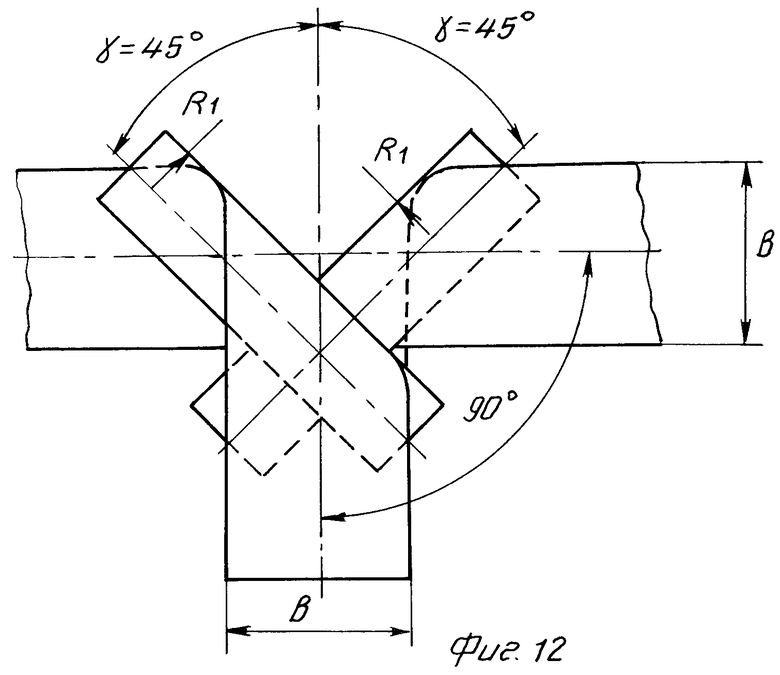
Прямой поперечный изгиб полосы выполняется с помощью цилиндрических отклоняющих роликов (фиг. 7 9, 15 17) или батареи отклоняющих роликов с радиусом R2 (фиг. 10 12).
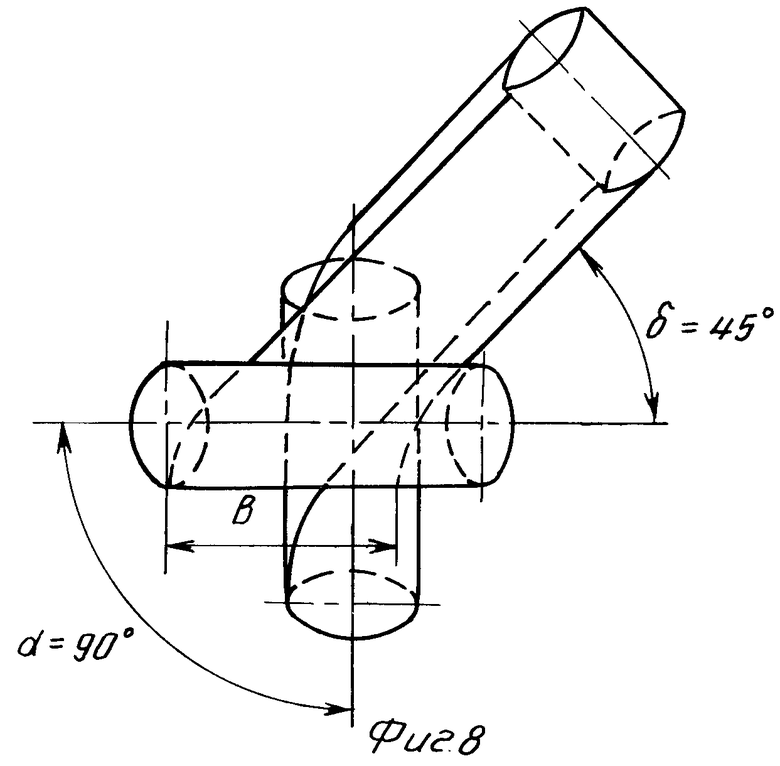
П р и м е р 1. Поворот плоскости полосы вокруг продольной оси осуществляют на угол α= 90о (на ребро), фиг. 7 9.
Сначала определяют углы:
sinγ ±  γ ± 54°44′
γ ± 54°44′
sinβ  β 30°;
β 30°;
δ 90°-  45°
45°
Таким образом, при кантовке "на ребро" полосу сначала подвергают косому поперечному изгибу на угол 90о + β 120о вокруг входной проводки, ось которой расположена под углом γ 540441 к оси полосы в плоскости ее подачи, затем полосу возвращают на ось подачи путем прямого поперечного изгиба на отклоняющем ролике на угол 180о, а после этого ее повторно подвергают косому изгибу на угол 90о + β 120о вокруг выходной проводки, ось которой расположена под углом γ 54о441 в плоскости выхода полосы.
П р и м е р 2. Поворот плоскости полосы вокруг продольной оси осуществляют на угол α 180о (кантовка нижней плоскостью) вверх и наоборот), фиг. 10 12.
Определяем углы:
sinγ ±  γ ± 45°
γ ± 45°
sin β 1; β 90о; δ 0
При повороте плоскости полосы на 180о полосу сначала подвергают косому поперечному изгибу на угол 90о + β= 180о вокруг входной проводки, ось которой расположена под углом γ 45о к оси полосы в плоскости ее подачи, затем полосу возвращают на ось подачи путем прямого поперечного изгиба на отклоняющем ролике на угол 180о, а после этого ее повторно подвергают косому изгибу на угол 90о + β= 180о вокруг выходной проводки, ось которой расположена под углом γ 45о в плоскости выхода полосы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАМОТКИ ТОНКОЙ ПОЛОСЫ | 1990 |
|
RU2057605C1 |
| ИМИТАТОР ОСКОЛКА ЕСТЕСТВЕННОГО ДРОБЛЕНИЯ БОЕПРИПАСОВ | 1992 |
|
RU2025644C1 |
| ЛЕТУЧИЕ НОЖНИЦЫ | 1992 |
|
RU2047428C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС | 1989 |
|
RU2044581C1 |
| ЛЕТУЧИЕ КАЧАЮЩИЕСЯ НОЖНИЦЫ | 1991 |
|
RU2019368C1 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 1990 |
|
RU2030608C1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ИНЕРЦИОННЫХ ХАРАКТЕРИСТИК ИЗДЕЛИЯ | 1990 |
|
RU2017103C1 |
| АРМАТУРНЫЙ КАРКАС ЖЕЛЕЗОБЕТОННЫХ ПЛИТ ПЕРЕКРЫТИЙ | 1993 |
|
RU2033506C1 |
| БАРАБАННЫЕ ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ ДУГООБРАЗНОГО В ПЛАНЕ РЕЗА ЛИСТОВОГО ПРОКАТА | 1990 |
|
RU2054344C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ АБРАЗИВНЫМИ БРУСКАМИ | 1988 |
|
RU1706134C |
Использование: в производстве полосового проката и касается способов транспортировки полос в агрегатах отделки. Сущность: при необходимости изменения плоскости подачи полосы на угол α полосу сначала подвергают косому изгибу по линии AB, расположенной под углом g к оси полосы в плоскости X, поворачивают ее на угол 90° + b переводя ее в плоскость Y. Затем возвращают полосу на ось подачи путем прямого поперечного изгиба на угол 180°, а после этого ее снова подвергают косому поперечному изгибу по линии CD, поворачивая полосу на угол 90° + b 17 ил.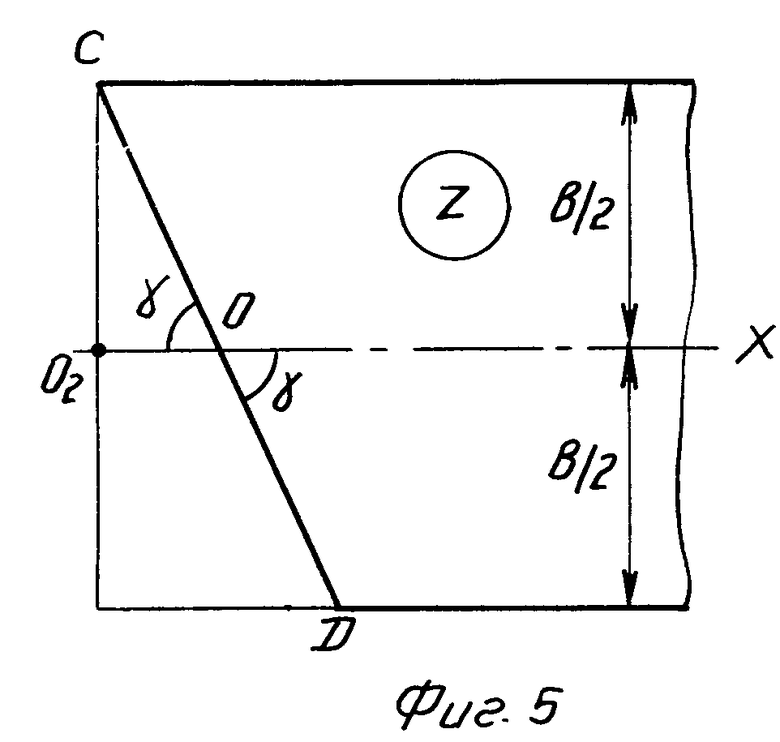
СПОСОБ ИЗМЕНЕНИЯ ПЛОСКОСТИ ПОДАЧИ ПОЛОСЫ, включающий операции предварительного и повторного косых поперечных изгибов полосы вокруг оси, параллельной первоначальной плоскости подачи полосы и расположенной под углом к продольной оси полосы, а также промежуточную между упомянутыми операцию прямого поперечного изгиба полосы, отличающийся тем, что, с целью расширения технологических возможностей за счет обеспечения изменения угла наклона плоскости подачи полосы к горизонтальной плоскости, прямой поперечный изгиб осуществляют на угол 180o, а косые поперечные изгибы осуществляют на угол 90°+β, причем упомянутый угол размещения оси косых поперечных изгибов и угол β определяют по соотношениям
γ угол между осью поперечного изгиба и продольной осью полосы;
a угол наклона плоскости подачи полосы к горизонтальной плоскости.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Экспресс-информация ЦНИИТЭИ ИЧМ | |||
| Серия Прокатное и трубное производство, выпуск 7, 1986, с.4...6. | |||
