Изобретение относится к световодам, в частности к технологии монтажа оптических кабелей, и может быть использовано при монтаже кабельных оптических линий связи.
Известен способ изготовления вилки разъемного оптического соединителя, взаимодействующей с ответной вилкой через розетку, выполненную с юстирующим цилиндрическим отверстием, заключающийся в том, что после вклеивания световода в капиллярный канал вилки устанавливают эту вилку в патрон, совмещая центр сердцевины световода с центром вращения патрона, и, вращая патрон, обтачивают боковую поверхность наконечника вилки [1]
Недостатком известного способа является повышенная трудоемкость механической обработки цилиндрической поверхности с микронными допусками. Наличие операции обтачивания цилиндрической поверхности, являющейся при эксплуатации вилки посадочной (взаимодействующей с центрирующей втулкой розетки), требует прецизионного крупногабаритного оборудования. Сложность этого оборудования обусловлена высокой точностью установки в центрах (с погрешностью не более 1-2 мкм) вращающегося шпинделя, на котором помимо обрабатываемой вилки закрепляется также бухта армируемого этой вилкой кабеля. При армировании волокон многожильного кабеля связи вес такой бухты составляет десятки килограмм. Эта бухта имеет большие габариты и нежесткую форму, что усложняет динамическую балансировку шпинделя. Поэтому известный способ может быть использован лишь для армирования одноволоконных кабелей длиной не более 500 м.
Известен также способ изготовления вилки разъемного оптического соединителя, взаимодействующей с ответной вилкой через розетку, выполненную с юстирующим цилиндрическим отверстием, заключающийся в том, что формируют группу цилиндрических стержней в первый пакет с общим центральным зазором, вводят и вклеивают в этот центральный зазор световод, полируют торец световода с торцами охватывающих его стержней, устанавливают поверх первого пакета второй пакет стержней и скрепляют стержни пакетов между собой [2]
Недостатки этого способа заключаются в повышенной сложности изготовления вилки, обусловленной как наличием большой номенклатуры прецизионных заготовок (стержней), набор которых производится из монтажного комплекта, так и высокими требованиями к точности поперечного размера стержней, которая однозначно определяет точность юстировки световода в наконечнике вилки при установке подобранного из монтажного комплекта стержня заданного диаметра.
Цель изобретения упрощение изготовления вилки в производственных условиях за счет снижения требований к точности изготовления стержней и сокращения номенклатуры используемых при монтаже стержней.
Сущность способа заключается в том, что при изготовлении вилки разъемного оптического соединителя, взаимодействующей с ответной вилкой через розетку, снабженную юстирующим цилиндрическим отверстием, формируют группу стержней в первый пакет с общим центральным зазором, вводят и вклеивают в этот зазор световод, полируют торец световода с торцом охватывающих его стержней и устанавливают поверх первого пакета второй пакет стержней. Стержни второго пакета изготавливают диаметром, превышающим номинальный размер, определяемый равенством диаметра цилиндрической поверхности, охватывающей этот пакет стержней, диаметру юстирующего цилиндрического отверстия розетки. После неразъемного скрепления стержней между собой поочередно шлифуют боковые поверхности стержней второго пакета с наружной по отношению к пакету стороны до образования плоских граней, отстоящих от оси сердечника оптического волокна на расстояние, соответствующее радиусу юстирующего цилиндрического отверстия вилки.
Простота и невысокая трудоемкость процесса юстировки обеспечиваются тем, что обработка каждой из граней ведется независимо от других граней. При установке вилки в шпинделе нет необходимости обеспечивать его непрерывное вращение достаточно поворота в пределах 240о, чтобы обеспечить подвод боковой поверхности наконечника к измерительной головке и обрабатывающему инструменту (плоскошлифовальной насадке). Так как сошлифовываемый избыток материала незначителен не более одно-двух десятков микрометров, то он может удаляться и ручным притиром. В любом случае эта операция не требует крупногабаритного прецизионного оборудования, технологически совместима с операциями полировки торца наконечника и может выполняться как в условиях стационарных и передвижных мастерских, так и непосредственно в условиях объекта, где ведется монтаж линий связи.
Шлифованием или ручной доводкой плоских поверхностей на длине несколько миллиметров и ширине, не превышающей нескольких сотых миллиметра, может быть обеспечена точность порядка 1-2 мкм (ограничивается точностью промышленных измерительных головок и биением подшипников шпинделя в статическом режиме). При этом отсутствуют требования к качеству формы поверхности сточенных граней, необходима лишь линия касания с внутренней поверхностью отверстия втулки. При этом механические характеристики узла сочленения наконечника с розеткой соответствуют механическим характеристикам аналогичного узла с цилиндрической поверхностью вилки.
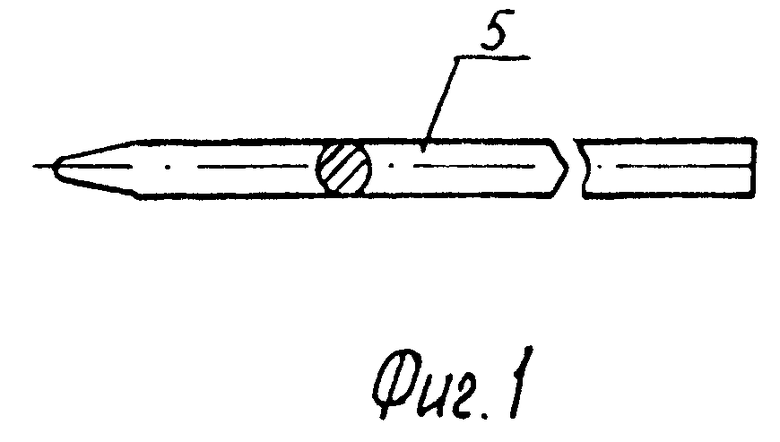
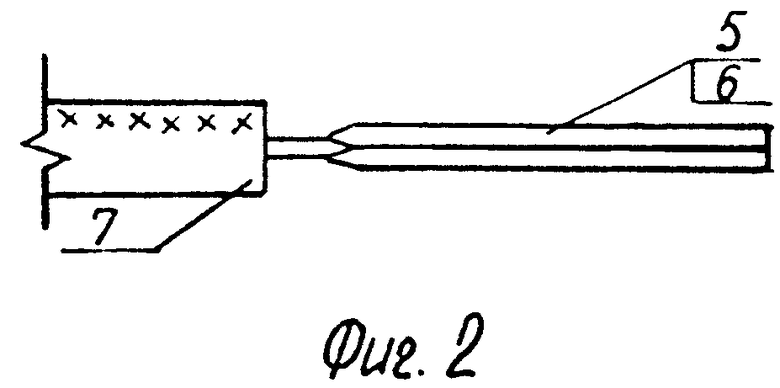
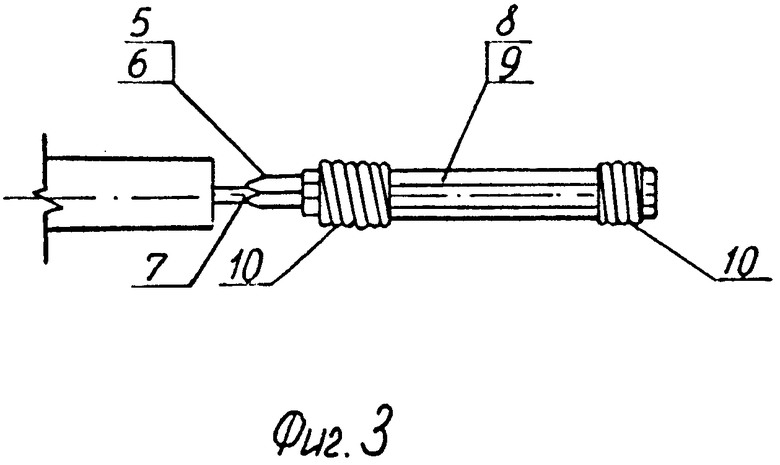
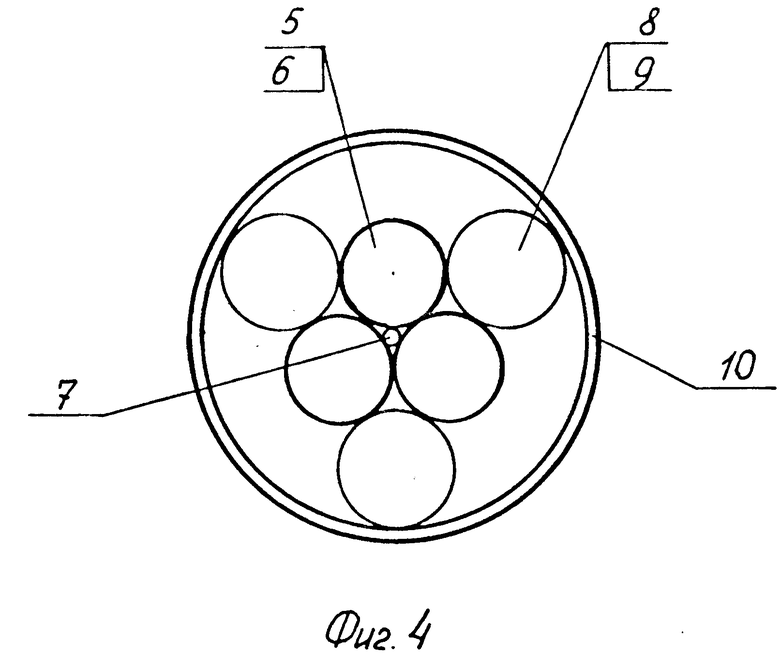
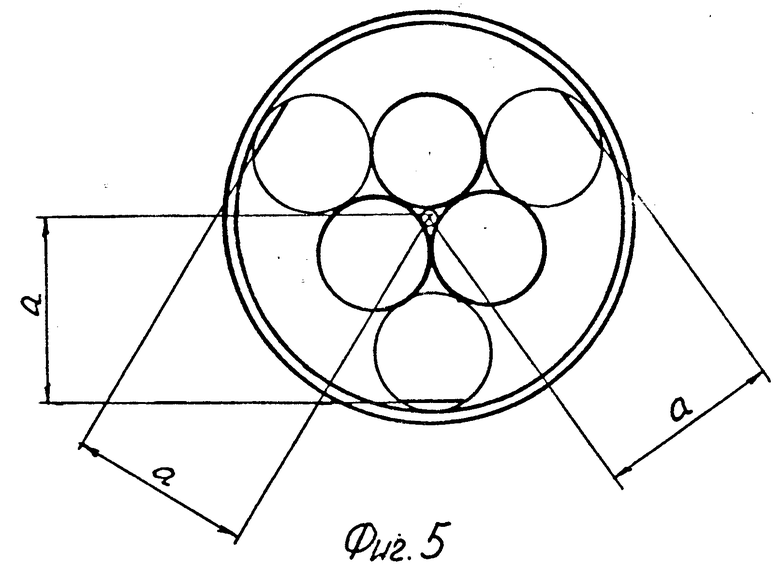
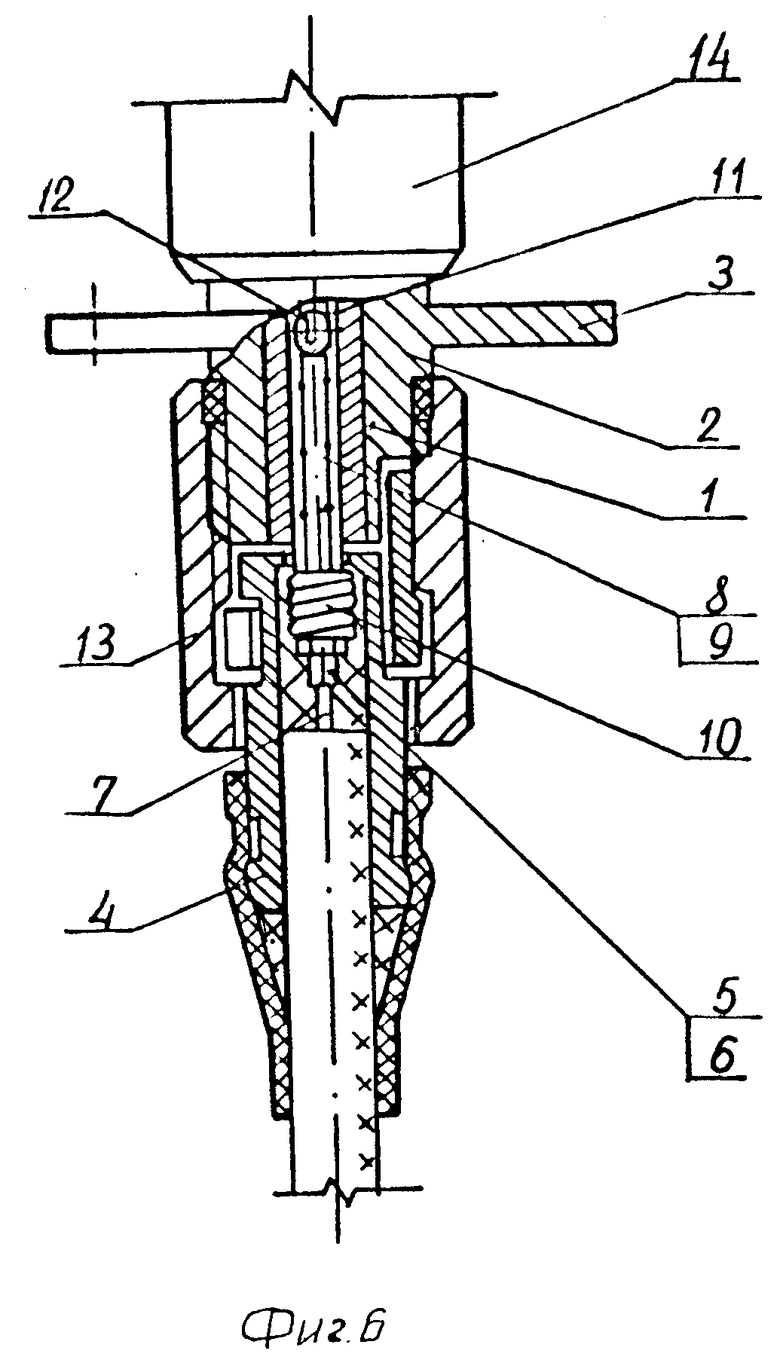
На фиг. 1, 2 цилиндрический стержень первого пакета; на фиг. 3 первый пакет в сборе; на фиг. 4 то же, вид с торца до сошлифовки боковых граней; на фиг. 5 то же, после сошлифовки граней; на фиг. 6 сборка смонтированной вилки со стандартной ответной вилкой.
Втулка 1 с юстирующим цилиндрическим отверстием и корпусная часть 2 с фланцем 3 является розеткой разъемного оптического соединителя. В корпусе вилки 4 расположен первый пакет 5 цилиндрических стержней 6 с общим центральным зазором, охватывающих волоконный световод 7, и второй пакет 8, cоставленный из стержней 9, расположенных в пазах между боковыми поверхностями стержней 6 и стянутых технологической стяжкой 10 (которая в частном случае может и отсутствовать).
Стержни пакета 9 изготавливают диаметром, превышающим номинальный размер, определяемый равенством диаметра цилиндрической поверхности, описывающей пакет 8, диаметру юстирующего цилиндрического отверстия втулки 1.
Стандартная ответная вилка 11 (например, изготовленная по технологии аналога, с обточной наружной цилиндрической поверхности) со световодом 12 введена вместе с вилкой 4 в центрирующую втулку 1 и обе они закреплены накидными гайками 13 и 14. Стержни пакета 8 предназначены для доведения посадочных поверхностей вилки 4 до размера, соответствующего действующим стандартам на диаметры цилиндрических поверхностей наконечников, а диаметр стержней 6 определяется соответствием диаметра оптического волокна размеру отверстия, образованного поверхностями сгруппированных в пакет стержней 6.
Изготовление вилки производят в следующей последовательности.
Три (в частном случае четыре) стержня 6 собирают в пакет 5 с общим центральным зазором и скрепляют между собой, например, точечной лазерной сваркой в глубине пазов, образованных боковыми поверхностями. Вводят и вклеивают в центральный зазор между стержнями 6 световод 7. Шлифуют торец световода 7 вместе с торцом пакета 5 до уровня, обеспечивающего визуализацию засветки с другого конца этого световода (засветка другого конца световода на чертежах не показана). В частном случае при хорошем сколе торца световода и смывке остатков клея с торцовой поверхности вилки эту операцию можно не производить. Устанавливают стержни 9 поверх пакета 5 и стягивают пакет 8 технологической стяжкой 10. Неразъемно скрепляют между собой стержни 6 и 8, например, точечной лазерной сваркой по линии касания боковых поверхностей или клеем. Удаляют технологическую стяжку 10. Устанавливают пакет 8 в поворотную головку плоскошлифовального станка (на чертеже не показано) и поочередно сошлифовывают с наружной по отношению к пакету 8 стороны до образования плоских граней, отстоящих от оси сердечника оптического волокна на расстояние, соответствующее радиусу юстирующего цилиндрического отверстия втулки 4 розетки разъемного оптического соединителя (размер а). Соответствие размеров определяется допусками на геометрические размеры взаимодействующих поверхностей вилки 4 и розетки 1, обеспечивающими точность сочленения при приемлемых усилиях.
После завершения процесса юстировки обеспечивается однозначное соответствие оси сердечника световода посадочным поверхностям вилки 4 и втулки 1. Пакет 8 устанавливают в корпус вилки 4 и полируют торец этого пакета. Вводят смонтированную вилку 4 в центрирующую втулку 1 с контрольным световодом 12 и по величине проходящего оптического сигнала судят о качестве монтажа.
Предложение позволяет за счет исключения необходимости использования монтажного набора стержней, снижения требований к точности изготовления стержней и простоты процесса юстировки упростить и удешевить процесс монтажа разъемных оптических соединителей по сравнению с применяемыми в настоящее время процессами монтажа одномодовых и многомодовых световодов. Это позволит повысить технологичность монтажа кабельных оптических линий, что, в свою очередь, повышает эффективность внедрения оптических систем передачи информации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления вилки разъемного оптического соединителя | 1991 |
|
SU1789956A1 |
| Разъемный оптический соединитель | 1989 |
|
SU1659950A1 |
| МНОГОКАНАЛЬНЫЙ ОПТОВОЛОКОННЫЙ СОЕДИНИТЕЛЬ | 2023 |
|
RU2799106C1 |
| Способ монтажа оптического многожильного кабеля | 1990 |
|
SU1716471A1 |
| ОПТИКО-ЭЛЕКТРИЧЕСКИЙ СОЕДИНИТЕЛЬ | 2019 |
|
RU2719771C1 |
| Способ сборки оптического наконечника | 1989 |
|
SU1748118A1 |
| ВОЛОКОННО-ОПТИЧЕСКИЙ РАЗЪЕМ (ВАРИАНТЫ) | 2007 |
|
RU2345389C1 |
| Многоканальный разъемный световодный соединитель | 1987 |
|
SU1500967A1 |
| Способ сборки наконечника оптического соединителя | 1990 |
|
SU1744678A1 |
| Отрывной оптический разъем | 2022 |
|
RU2801145C1 |
Использование: волоконно-оптические системы связи. Сущность изобретения: формируют группу стержней в пакет с общим центральным зазором, в котором вклеивают световод. Устанавливают поверх этого пакета второй пакет стержней, размер которых определяется диаметром описывающей сборку цилиндрической поверхности, превышающей диаметр юстирующего отверстия розетки. После неразъемного соединения стержней между собой шлифуют их поверхности с наружной по отношению к пакету стороны до образования плоских граней, отстоящих от оси оптического волокна на расстояние, соответствующее радиусу юстирующего цилиндрического отверстия розетки. 6 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ВИЛКИ РАЗЪЕМНОГО ОПТИЧЕСКОГО СОЕДИНИТЕЛЯ, взаимодействующий с ответной вилкой через розетку, выполненную с юстирующим цилиндрическим отверстием, заключающийся в том, что формируют группу стержней в первый пакет с общим центральным зазором, вводят и вклеивают в этот зазор световод, полируют торец световода с торцами охватывающих его стержней, устанавливают поверх первого пакета второй пакет стержней и скрепляют стержни пакетов между собой, отличающийся тем, что стержни второго пакета изготавливают с диаметром, превышающим номинальный размер, определяемый равенством диаметра цилиндрической поверхности, описывающей этот пакет стержней, диаметру юстирующего цилиндрического отверстия розетки, стержни пакета скрепляют между собой неразъемно, после чего поочередно шлифуют боковые поверхности стержней второго пакета с наружной по отношению к пакету стороны до образования плоских граней, отстоящих от оси сердечника оптического волокна на расстояние, соответствующее радиусу юстирующего цилиндрического отверстия розетки.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Разъемный оптический соединитель | 1989 |
|
SU1659950A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
