Изобретение относится к деревообрабатывающей промышленности, в частности, к оборудованию по производству строганого шпона.
Известно устройство к шпонострогальному станку для закрепления отстругов ванчесов, включающее плиту с приспособлениями автоматического отключения вакуумных присосов, выполненных в виде диаметрально размещенных на корпусах диффузоров со стороны их боковых отверстий пролысок и охватывающих корпуса эластичных колец [1, 2] Недостатком данного устройства является то, что оно не исключает возможности засорения клапана хотя бы против одного отверстия и тем самым разгерметизации вакуумных присосов, неконтактирующих с отстругом, что снижает вакуум в системе. Имеющиеся на диффузорах шипы не исключают сдвиг отстругов от сил трения от ножа, возникающих при холостом ходе ножевого суппорта, что приводит к ускоренному износу манжет. Кроме того, плита с вакуумзахватами, перекрывающая прорези в столе станка, предназначенные для закрепления ванчесов с помощью крючьев, не позволяет строгать ванчесы без демонтажа плиты. Такая необходимость в производственных условиях может возникнуть, особенно, если число шпонострогальных станков не превышает 4, поскольку один станок, оснащенный устройством, способен дострагивать отструги от трех станков. Цельная плита, имеющая большое количество незадействованных вакуумзахватов, требует применения вакуумнасоса с большой производительностью, чтобы обеспечить необходимую скорость под клапанами для их срабатывания, то есть перекрытия отверстий.
Известно также устройство к шпонострогальному станку для закрепления отстругов ванчесов, включающее пустотелую плиту с встроенными в них присасывающими элементами, выполненными в виде двух жестких втулок, между которыми установлен эластичный клапан с отверстием, причем одна из втулок имеет форму кольца с центральным отверстием, другая форму барабана с продольными отверстиями, которые не совпадают с отверстием эластичного клапана [3]
Это устройство обладает теми же недостатками, что и первое, и, кроме того, при попадании соринок между манжетой и плитой возможно нарушение герметичности в контакте манжеты с плоскостью отструга, что ослабляет удерживающее усилие устройства.
И в первом, и во втором устройстве полная надежность крепления отстругов не обеспечивается.
Цель изобретения обеспечение надежной и стабильной работы вакуумзахватов основного элемента устройства и расширение технологических возможностей шпонострогального станка, оснащенного устройством.
Поставленная цель достигается тем, что устройство имеет пустотелые герметичные плиты с вакуумзахватами, каждый из которых имеет корпус с выступами на его поверхности, манжету, не подпертую плитой, эластичный клапан с отверстиями по окружности, диффузор с одним центральным отверстием и фильтр в виде сетки, а вакуумзахваты укреплены на пустотелых герметических плитах, размещенных на столе станка между прорезями, предназначенными для закрепления ванчесов с помощью крючьев, при этом плиты соединены с вакуумной камерой через воздухораспределители и коллектор и имеют съемные металлические крышки.
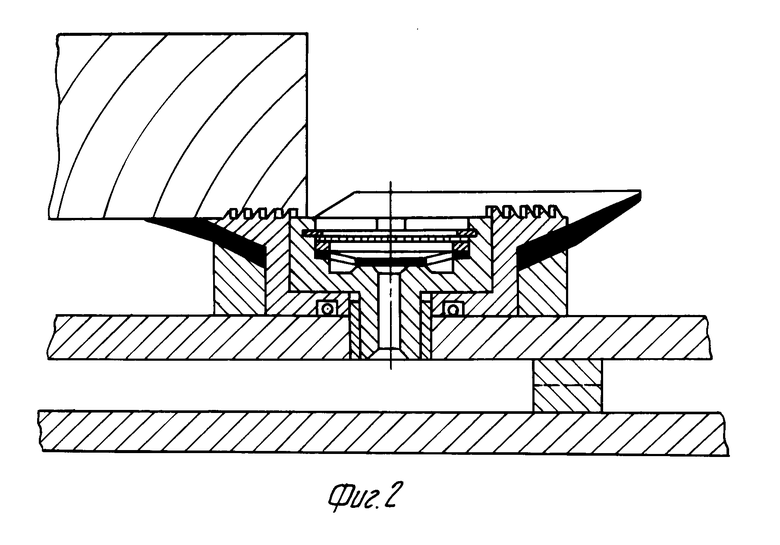
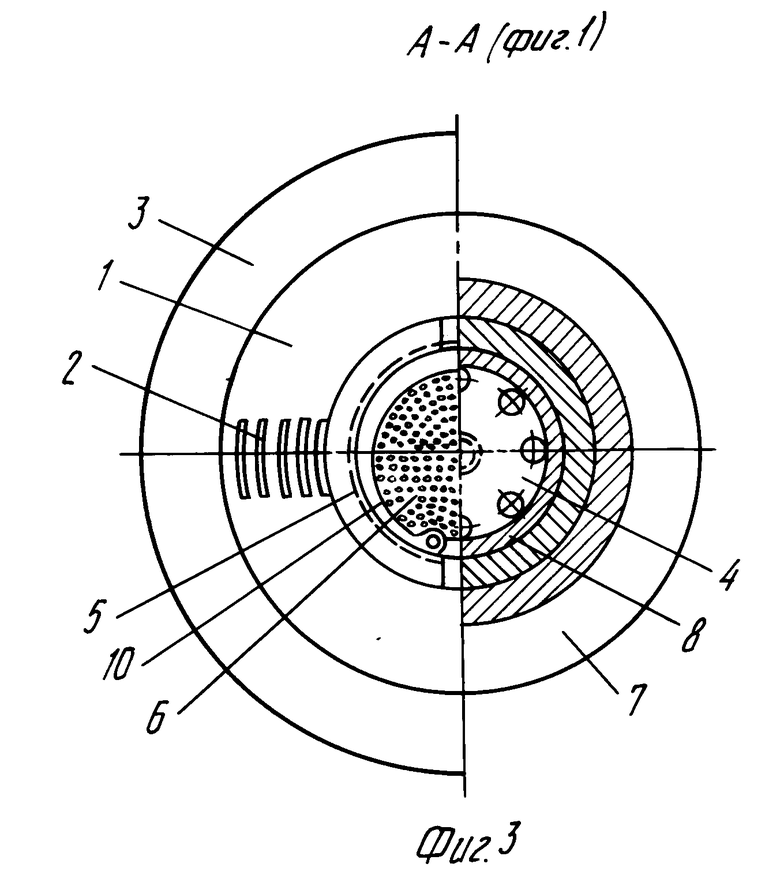
На фиг. 1 изображен вакуумзахват, продольный разрез в рабочем состоянии, манжета контактирует с отстругом полностью (отверстие открыто); на фиг. 2 -то же, манжета частично или полностью свободна (отверстие закрыто клапаном); на фиг. 3 вакуумзахват, разрез А-А; на фиг. 4 вакуумсхема устройства.
Вакуумзахват состоит из корпуса 1 с выступами 2, манжеты 3, клапана 4, диффузора 5, фильтра 6, кольцам 7 и 8, уплотнителя 9 и пружинного кольца 10.
Вакуумзахваты укреплены на пустотелой герметической плите 11.
На вакуумсхеме изображены вакуумнасос 12, обратный клапан 13, вакуумная камера 14, электровакуумметр 15, коллектор 16, воздухораспределители 17, плиты пустотелые герметичные 11 с вакуумзахватами 18 и съемными металлическими крышками 19.
Устройство работает следующим образом.
Включают электродвигатель вакуумнасоса, который создает в вакуумной камере в коллекторе разряжение с остаточным давлением 0,02 МПа.
На плиты с вакуумзахватами к упорной доске и друг к другу укладывают отструги повышенной толщины 70.80 мм (во избежание их коробления) строганой пластью вниз. По достижении в вакуумной камере остаточного давления 0,02 МПа, поочередно, начиная со средней плиты, с пульта управления включают воздухораспределители, при этом клапаны вакуумзахватов, свободных от отстругов, перекрываются, а в остальных создается вакуум, который закрепляет отструги на столе станка. При этом расход воздуха минимальный, а вакуумнасос работает, поддерживая в вакуумкамере вакуум, также с минимальным расходом. При строгании выступы 2 на вакуумзахватах, расположенные вдоль волокон древесины, впиваются в древесину, увеличивая силы трения и тем самым исключая сдвиг отстругов при холостом ходе ножевого суппорта.
От сдвига отстругов при рабочем ходе предохраняет упорная доска, укрепленная на станине станка на уровне лезвия ножа или на 1-2 мм ниже. Отструги дострагиваются до толщины 5 мм, после чего воздухораспределителями отключают плиты, сообщая их с атмосферой, и отструги снимают со станка. Плиты обдувают от сора сжатым воздухом через кран с эжекционным насадком и далее операции повторяются.
Для исключения повреждения вакуумзахватов и ножа подъем стола ограничивается с помощью концевого выключателя, отключающего главный двигатель станка при достижении толщины отстругов 5 мм.
Главный двигатель заблокирован также электроконтактным вакуумметром, его можно включить только при достижении в вакуумной камере остаточного давления 0,04 МПа и при этом давлении главный двигатель отключается.
При необходимости строгать ванчесы на плиты укладывают металлические крышки и ванчесы закрепляют крючьями с винтовыми или гидравлическими зажимами. По достижении толщины отструга до 70-80 мм крышки снимают, отструги переворачивают строганой пластью вниз и отструг дострагивается до 5 мм как указано выше.
Экономическая эффективность от внедрения устройства обуславливается возможностью получать из того же количества сырья дополнительно 5-10% строганого шпона. Кроме того, снижаются трудозатраты на складских и транспортных работах, выпиловке и окорке ванчесов, снижаются затраты энергоресурсов на транспортирование, выпиловку и тепловлагообработку сырья и ванчесов, которые потребовались бы для выпуска дополнительного количества шпона, получаемого при дострожке отстругов расчетной толщины 25-50 мм.
Работоспособность устройства проверена при испытании опытно-промышленного образца на ПДО "Апшеронск" (см. протокол испытания от 25 декабря 1992 года).
Источники информации:
1. Авторское свидетельство СССР 899343 МКИ B 27 C 5/06, 1980.
2. Авторское свидетельство СССР 1390026, МКИ B 27 C 5/06, 1984.
3. Авторское свидетельство СССР 1057280, МКИ B 27 C 5/06, 1981.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство к шпонострогальному станку для закрепления отстругов ванчесов | 1980 |
|
SU899343A1 |
| Устройство к шпонострогальному станку для закрепления отстругов ванчесов | 1981 |
|
SU1057280A1 |
| Устройство к шпонострогальному станку для закрепления ванчесов | 1983 |
|
SU1146201A1 |
| УСТРОЙСТВО к ФАНЕРО-СТРОГАЛЬНОМУ СТАНКУ ДЛЯ ЗАКРЕПЛЕНИЯ ОТСТРУГОВ ВАНЧЕСОВ | 1971 |
|
SU315599A1 |
| Устройство к шпонострогальному станку для закрепления отстругов ванчесов | 1974 |
|
SU496180A1 |
| Устройство к шпонострогальномуСТАНКу для зАКРЕплЕНия ОТСТРугОВВАНчЕСОВ | 1978 |
|
SU808280A1 |
| Шпонострогальный станок | 1978 |
|
SU729052A1 |
| Устройство для съема листов строганого шпона и укладки их в стопы | 1983 |
|
SU1146200A1 |
| Способ переработки остругов | 1990 |
|
SU1777999A1 |
| Фанерострогальный станок | 1978 |
|
SU677920A1 |

Использование: для оснащения шпонострогального станка с целью получения возможности дострагивать отструги до толщины 5 мм (вместо 15-50 мм, получаемых при закреплении ванчесов крючьями). Сущность изобретения: устройство имеет пустотелые герметические плиты с вакуумзахватами, каждый из которых имеет корпус с выступами на его поверхности, манжету, не подпертую плитой, эластичный клапан с отверстиями по окружности, диффузор с одним центральным отверстием и фильтр в виде сетки, а вакуум-захваты укреплены на пустотелых герметических плитах, размещенных на столе станка между прорезями, предназначенными для закрепления ванчесов с помощью крючьев, при этом плиты соединены с вакуумной камерой через воздухораспределители и коллектор и имеют съемные металлические крышки. Экономическая эффективность устройства обуславливается возможностью получения из того же количества сырья дополнительно 5-10% строганого шпона. Кроме этого снимаются трудозатраты на складских и транспортных работах, выпиловке и окорке ванчесов, снижаются затраты энергоресурсов на транспортировку, выпиловку и тепловлагообработку сырья и ванчесов, которые потребовались бы для выпуска дополнительного количества шпона, получаемого при дострожке отстругов расчетной толщины 25-50 мм. Работоспособность устройства проверена на ПДО "Апшеронск" в декабре 1992 года. 2 з.п. ф-лы, 4 ил.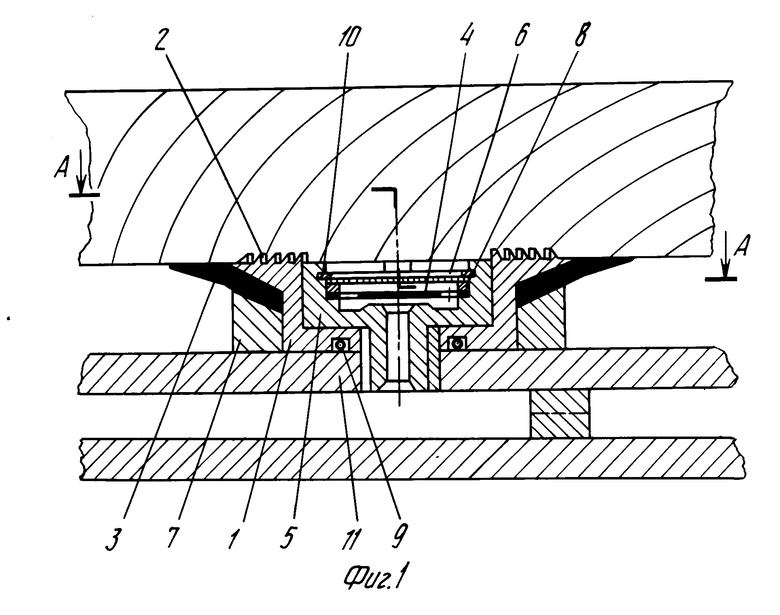
| Устройство к шпонострогальному станку для закрепления отстругов ванчесов | 1981 |
|
SU1057280A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
