Изобретение относится к черной металлургии, точнее к способам плавки чугуна в вагранках с подогревом дутья.
Известны различные способы плавки чугуна в вагранках с подогревом дутья, как в отдельностоящем воздухоподогревателе, так и в воздухоподогревателе, встроенном в трубу вагранки / см. например, Ю. С. Сухарчук, А. К. Юдкин "Плавка чугуна в вагранках" М. Машиностроение, 1989/.
Встроенные воздухоподогреватели работают очень не эффективно, не обеспечивая необходимой температуры дутья, а эксплуатация отдельностоящих воздухоподогревателей требует дополнительного расхода топлива для поддержания требуемой температуры на протяжении всей компании плавки.
Наиболее близким по технической сущности к заявляемому является способ плавки чугуна в вагранке с подогревом дутья в воздухоподогревателе с независимым газовым отоплением /H. А. Баринов. Водоохлаждаемые вагранки и их металлургические возможности. М. Машиностроение, 1964, с. 30-31/. Недостатком этого способа является необходимость расходования топлива на подогрев воздуха до окончания процесса плавки в вагранке.
Технический результат изобретения заключается в экономии топлива на процесс плавки и подогрев дутья при стабильности плавки на всем ее протяжении.
Указанный технический результат достигается тем, что плавка включает загрузку шихты, флюса и подачу подогретого дутья, при этом воздушное дутье с температурой 450-550oC подают в течение 75-85% общего времени плавки, затем подачу газа на разогрев воздуха в воздухоподогревателе прекращают и плавку заканчивают при температуре дутья в пределах 150-200oC, осуществляя подогрев за счет тепла аккумулированного огнеупорной футеровкой воздухоподогревателя.
Подогрев дутья в начале плавки до 450-550oC гарантирует стабильность процесса, получение высокой температуры выплавленного чугуна, снижает расход топлива непосредственно на плавку. Повышение температуры дутья выше верхнего предела практически нецелесообразно и экономически не выгодно, более того, при этом создаются неблагоприятные условия для работы воздухоподогревателя. Нижний предел по температуре дутья обеспечивает достижение поставленной цели, его снижение ниже нижних пределов ухудшает технологические и экономические показатели плавки.
Окончание процесса плавки на протяжении 15-25% общего времени плавки, как показала практика приводит к постоянному снижению температуры дутья до 150-200oC, при этом понижается температура выпускаемого расплава до 1340-1360oC, однако эта температура не влияет на технологические свойства чугуна и вполне достаточна для заливки толстенных отливок, заливку которых можно спланировать на конец плавки.
Выключение подачи топлива на разогрев воздухоподогревателя уменьшает расход топлива и дает соответствующую экономию.
Работа вагранки с температурой дутья 450-550oC в течение 75-85% общего времени плавки обусловлена наличием количества тонкостенных и толстостенных отливок. При большом количестве толстостенных отливок подачу топлива в воздухоподогреватель прекращают раньше, при меньшем количестве их - позже.
Осуществление способа производится следующим образом.
После розжига вагранки или одновременно разжигают горелки газовые воздухоподогревателя.
При достижении необходимой температуры разогрева футировки вагранки 1550-1600oC и достижения температуры воздушного дутья 450-550oC производят загрузку шихтовых материалов, флюса ферросплавов до уровня завалочного окна. Расплавленный металл перед выпуском скапливается либо на подине вагранки /если вагранка без копильника/, либо в копильнике, откуда осуществляется его непрерывный или периодический отбор для заливки литейных форм.
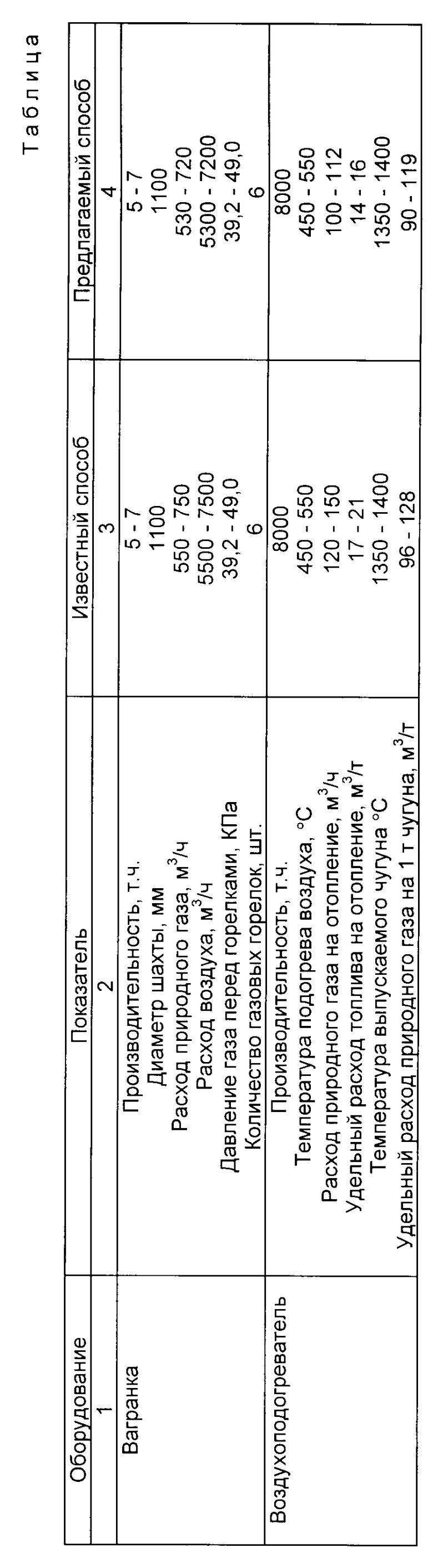
Пример применения предлагаемого способа в сравнении с известным, основанный на опыте эксплуатации газовой вагранки, приведен в таблице.
Как видно из таблицы, предлагаемый способ плавки по окружности по контролируемым параметрам выгодно отличается от известного и позволит сократить 6-10% расхода топлива на 1 т выплавляемого чугуна.
Предлагаемый способ выплавки чугуна всесторонне исследован в условиях литейного цеха АО "Пензкопрессормаш" и внедрен в промышленную эксплуатацию.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАВКИ ЧУГУНА В ГАЗОВОЙ ВАГРАНКЕ | 2009 |
|
RU2412413C1 |
| СПОСОБ ПЛАВКИ ЧУГУНА | 1996 |
|
RU2109235C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕМЕТАЛЛИЧЕСКОЙ ОТЛИВКИ | 2005 |
|
RU2284976C1 |
| ПОДИНА ВАГРАНКИ | 2001 |
|
RU2194230C1 |
| СПОСОБ ВАГРАНОЧНОЙ ПЛАВКИ НА ТОЩИХ УГЛЯХ | 2009 |
|
RU2407804C2 |
| СПОСОБ ПЛАВКИ В ГАЗОВОЙ ВАГРАНКЕ | 2004 |
|
RU2253076C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕМЕТАЛЛИЧЕСКОЙ ОТЛИВКИ | 2010 |
|
RU2454385C2 |
| ГАЗОВАЯ ГОРЕЛКА | 1994 |
|
RU2075692C1 |
| ДОБАВКА В ШИХТУ ШАХТНОЙ ЧУГУНОПЛАВИЛЬНОЙ ПЕЧИ | 1994 |
|
RU2092568C1 |
| Способ розжига коксовой вагранки | 1987 |
|
SU1537995A1 |
Использование изобретения: выплавка чугуна для отливок в вагранках с подогревом дутья. Сущность изобретения: плавку начинают при максимальной температуре дутьевого воздуха, равной 450 - 550oC, которую поддерживают в течение ( 75 - 85)% общего времени плавки, затем подачу газа на разогрев воздухоподогревателя прекращают и плавку заканчивают при температуре дутья в пределах 150 - 200oC, осуществляя подогрев за счет тепла, аккумулированного огнеупорной футеровкой воздухоподогревателя. 1 табл.
Способ плавки чугуна в вагранке, включающий загрузку металлической шихты, флюса, подачу подогретого дутья, отличающийся тем, что дутье с температурой 450 550oС подают в течение 75 83% времени плавки, в оставшееся время снижают температуру дутья и плавку заканчивают при температуре дутья 150 200oС.
| Баринов Н.А | |||
| Водоохлаждаемые вагранки и их металлургические возможности | |||
| - М.: Машиностроение, 1964, с.30,31. |
