Изобретение относится к области утилизации автопокрышек и производства из них строительных конструкций, а именно труб различного назначения, например дренажных, канализационных, труб для дорожных перевозок и т.п.
Известны различные направления использования изношенных автопокрышек и устройства для их осуществления.
Известно направление использования изношенных автопокрышек, заключающееся в криогенном изменении отслуживших свой срок автопокрышек. Полученная таким образом крошка используется при строительстве дорог и строительных площадок, а также изготовлении эластичных плит (Журнал "Каучук и резина" N 4, 1992, с. 23).
Известна разработка фирмы "Органикон" (ФРГ) при создании звукоизолирующих ограждений вдоль автострад. У шин удаляют одну боковину, после чего их соединяют и заполняют землей, в результате образуется наклонный спуск, который можно озеленить (Журнал "Motor Serv.", 1985, т. 32, N 9, с. 5 6).
Фирма "Террамат" (США) использует изношенные шины для строительства дорог, набережных, гатей.
Отрезанные боковины шин скрепляют с помощью прочных деталей из нержавеющей стали (Журнал "Tire Rev", 1989, т. 89, N 7, с. 34).
Известен способ изготовления труб различного назначения, например дренажных, канализационных и т.п. по патенту на изобретение РФ N 2030674, МКИ F 16 L 11/00, приоритет от 10.06.92 г, из отслуживших свой срок автопокрышек, заключающийся в том, что трубу собирают из использованных автопокрышек, пропуская металлические стяжки через отверстия в боковинах покрышек, после чего трубу сжимают с торцов, освобождая концы стяжек, и фиксируют. На боковинах покрышек также выполняют дополнительные отверстия для стыковки, располагая их на окружностях, концентричных оси трубы со смещением относительно отверстий под стяжки.
Задача изобретения заключается в создании мини-завода для производства вышеупомянутых труб.
Поставленная задача решается тем, что мини-завод по производству труб из отслуживших свой срок автопокрышек содержит установленные в технологической последовательности приспособление для автопокрышек в рабочую зону, устройство для прокалывания отверстий в их боковинах, по меньшей мере, одну базовую направляющую для формирования трубы, средство для установки арматуры в трубу, приспособление для удаления готовой трубы из рабочей зоны.
Базовая направляющая для формирования трубы может быть выполнена в виде горизонтально ориентированной штанги, один конец которой жестко закреплен на станине, при этом штанга установлена относительно направляющих на высоте исходя из условия:
H > d + h + hт,
где H высота установки штанги;
d посадочный диаметр автопокрышки;
h высота наибольшей из перерабатываемых автопокрышек;
hт высота тележки.
На горизонтальной штанге может быть установлено приспособление для сжатия трубы. Мини-завод может быть дополнительно снабжен устройством для обдирки автопокрышек, а также устройством для разрезания автопокрышек.
В необходимых случаях мини-завод снабжают устройством для формирования дренажного фильтра.
Изобретение заявляемой конструкции позволяет создать замкнутый цикл по переработке отслуживших свой срок автопокрышек в готовые строительные конструкции, а именно трубы различного назначения.
Снабжение мини-завода устройством для обдирки покрышек позволяет снимать остаточный слой протектора с автопокрышек. Дело в том, что наличие протектора на автопокрышке не влияет на качественные характеристики изготовляемой трубы, а лишь увеличивает ее вес, поэтому в необходимых случаях протектор может быть удален с помощью устройства для обдирки покрышек. Образовавшаяся в результате обдирки протектора резиновая крошка представляет собой дополнительное ценное сырье для резино-технической промышленности, что способствует более глубокой переработке автопокрышек.
Для изготовления труб с более высокой жесткостью автопокрышки разрезают пополам в плоскости вращения с помощью устройства для разрезания автопокрышек, а затем формируют трубу, вкалывая полученные половины автопокрышек друг в друга (в "чашку").
Снабжение мини-завода устройством для формирования дренажного фильтра позволяет увеличить номенклатуру выпускаемых труб за счет выпуска дренажных труб различного назначения.
Выполнение базовой направляющей в виде горизонтально ориентированной штанги, один конец которой жестко закреплен на станине, позволяет нанизывать на другой конец штанги автопокрышки для формирования трубы.
Выбор высоты установки штанги позволяет формировать трубы из покрышек с любыми посадочными диаметрами, одинаковыми для каждой отдельной трубы. При этом в каждой трубе высота покрышек и степень износа протекторов может быть различной.
Установка на горизонтальной штанге механизма для сжатия трубы позволяет изготавливать мини-завод в очень компактных габаритах.
Изобретение поясняется чертежами.
На фиг. 1 приведена технологическая схема мини-завода по производству труб из отслуживших свой срок автопокрышек;
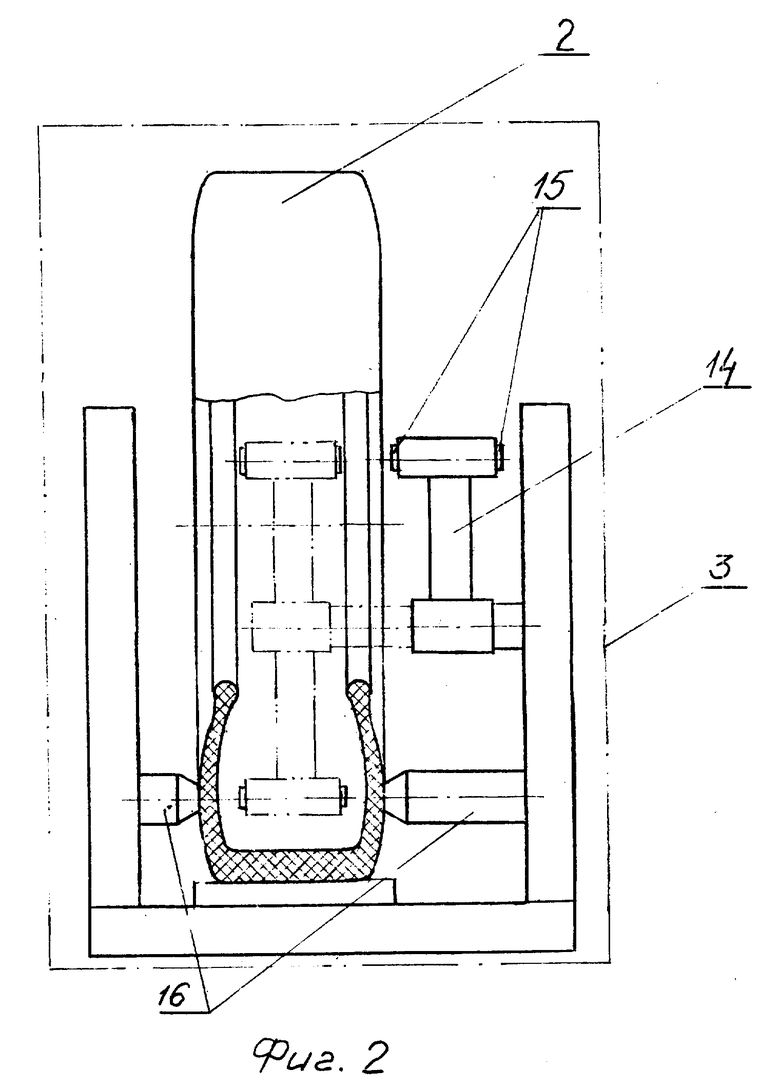
на фиг. 2 приведен вариант конструкции устройства для прокалывания отверстий в боковинах автопокрышек;
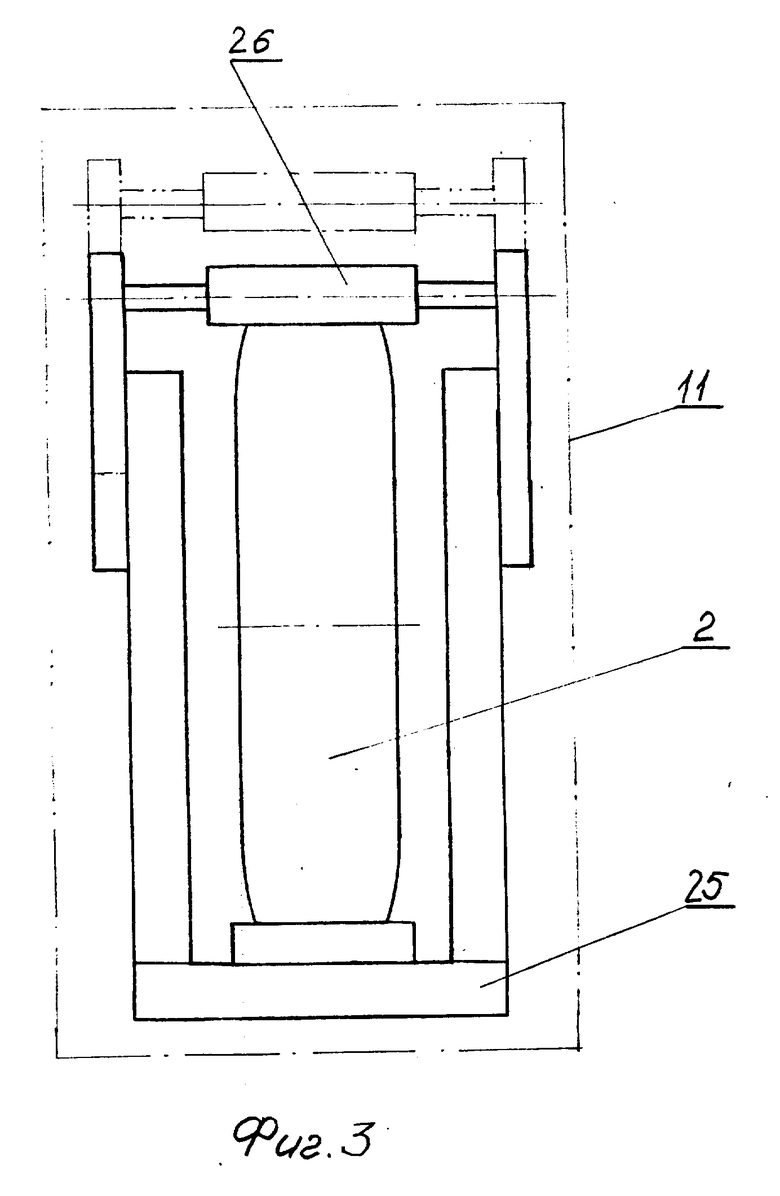
на фиг. 3 приведен вариант конструкции устройства для обдирки автопокрышек;
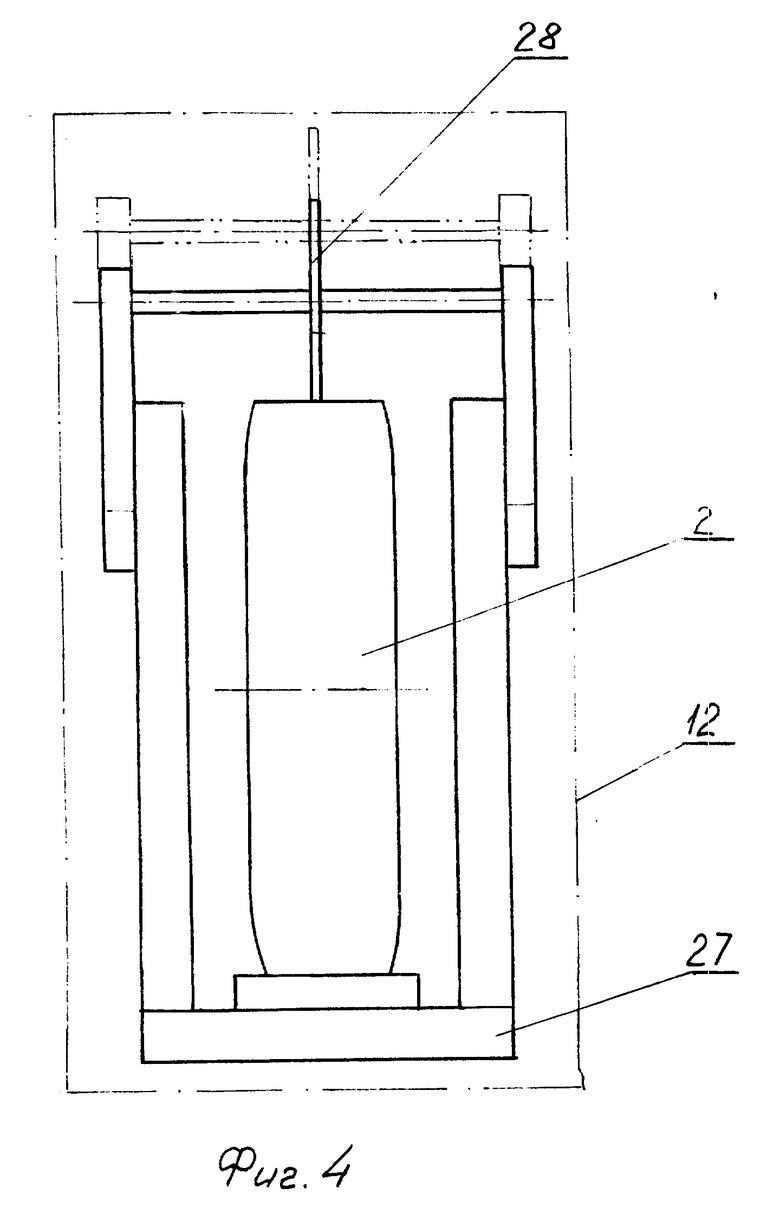
на фиг. 4 приведен вариант конструкции устройства для разрезания автопокрышек;
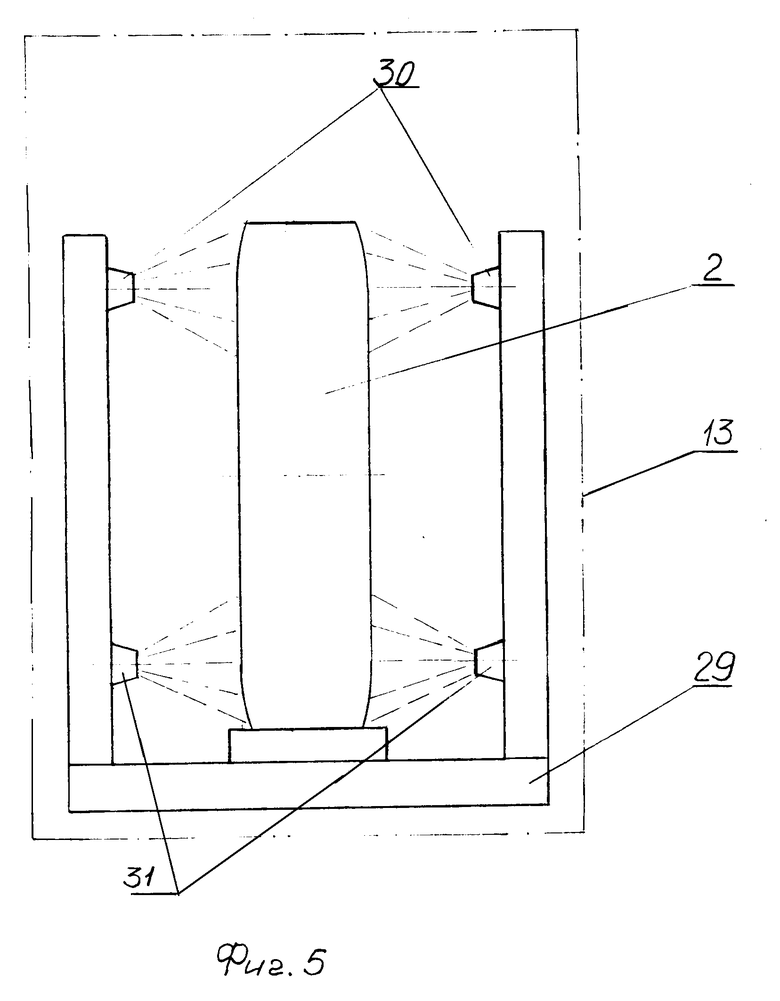
на фиг. 5 приведен вариант конструкции устройства для формирования дренажного фильтра.
Мини-завод по производству труб из отслуживших свой срок автопокрышек содержит установленные в технической последовательности приспособление 1 для подачи автопокрышек 2 в рабочую зону, устройство 3 для прокалывания отверстий в боковинах, базовую направляющую 4 для формирования трубы, средство 5 для установки арматуры 6 в трубу, приспособление 7 для сжатия трубы и устройство 8 для фиксации автопокрышек 2 на арматуре 6, приспособление 9 для удаления готовой трубы из рабочей зоны.
Базовая направляющая 4 для формирования трубы выполнена в виде горизонтально ориентированной штанги, один конец которой жестко закреплен на станине 10, при этом штанга установлена относительно направляющих на высоте исходя из условия:
H > d + h + hт,
где H высота установки штанги;
d посадочный диаметр автопокрышки;
h высота наибольшей из перерабатываемых автопокрышек;
hт высота тележки.
Приспособление 7 для сжатия трубы установлено на горизонтально ориентированной штанге (базовой направляющей 4).
Мини-завод дополнительно снабжен устройством 11 для обдирки автопокрышек 2.
Мини-завод также дополнительно снабжен устройством 12 для разрезания автопокрышек и устройством 13 для формирования дренажного фильтра.
Приспособление 1 для подачи автопокрышек 2 в рабочую зону может быть выполнено в виде лотка или любого подъемно-транспортного механизма.
Устройство 3 для прокалывания отверстий в боковинах содержит двойной гидроцилиндр 14 с пуансонами 15 и матрицы 16.
Средство 5 для установи арматуры в трубу выполнено в виде двух штативов 17 с направляющими 18. Другой конец арматуры 6 закреплен на станине 10.
Приспособление 7 для сжатия трубы выполнено в виде гидроцилиндра 19 и прижимающего каркаса 20.
Устройство 8 для фиксации автопокрышек 2 на арматуре 6 представляет собой шайбы 21, закрепленные посредством сварочного стандартного аппарата (не показано).
Приспособление 9 для удаления готовой продукции содержит тележку 22 с рычажным подъемным механизмом 23, имеющим возможность возратно-поступательного движения по направляющим 24.
Устройство 11 для обдирки автопокрышек 2 содержит основание 25 для закрепления и вращения автопокрышки 2 и широкую фрезу 26.
Устройство 12 для разрезания автопокрышек содержит основание 27 для закрепления и вращения автопокрышки 2 и режущую фрезу 28.
Устройство 11 и 12 могут быть конструктивно объединены.
Устройство 13 для формирования дренажного фильтра содержит основание 29 для закрепления и вращения автопокрышки 2 и узел (сопло) 30 для нанесения клеющего состава и узел (сопло) 31 для нанесения фильтрующего материала.
Мини-завод по изготовлению труб работает следующим образом.
По приспособлению 1 в рабочую зону подается автопокрышка 2, затем она поступает в устройство 3, в котором в автопокрышку 2 вводится двойной гидроцилиндр 14 и с помощью пуансонов 15 и матриц 16 прокалываются отверстия в боковинах автопокрышки 2, после чего автопокрышка 2 нанизывается на базовую направляющую 4 с одновременной установкой арматуры в проколотые отверстия.
Аналогичным образом подаются остальные автопокрышки, необходимые для изготовления трубы заданного размера.
Затем прижимающий каркас 2 закрепляют на гидроцилиндре 19, после чего производится сжатие трубы для придания заданной жесткости.
На концs арматуры 6 надеваются шайбы 21 и фиксируются посредством сварки.
Гидроцилиндр 19 возвращается в исходное положение, снимается прижимающий каркас 20, после чего под готовую трубу заводится тележка 22 по направляющим 24. Посредством рычажно-подъемного механизма 23 труба приподнимается с базовой направляющей 4 и по направляющей 24 выводится из рабочей зоны.
Устройства 11, 12, 13 включаются в технологический цикл по требованию заказчика в зависимости от конкретных требований, предъявляемых заказчиком к трубе.
При этом устройства 11, 12, 13 используются до нанизывания покрышек на базовую направляющую 4 в любой последовательности.
Устройство 11 работает следующим образом.
Автопокрышка 2 закрепляется на основании 25, и широкая фреза 26 снимает верхний слой (протектор) с автопокрышки 2.
Устройство 12 работает следующим образом.
Автопокрышка 2 закрепляется на основании 27 и фрезой 28 разрезается в плоскости ее вращения. Полученные после разрезания части при нанизывании на базовую направляющую вкладываются друг в друга (в "чашку").
Устройство 13 работает следующим образом.
Автопокрышка 2 закрепляется на основании 29. С помощью узла (сопла) 30 на боковины автопокрышки 2 наносится клеющий состав, после чего с помощью узла (сопла) 31 на боковину автопокрышки 2 наносится фильтрующий материал.
Далее применяется описанный выше технологический цикл изготовления трубы.
Мини-завод заявляемой конструкции позволяет изготавливать трубы различных типоразмеров по длине и диаметру.
Заявляемое изобретение решает серьезную проблему переработки отслуживших свой срок автомобильных покрышек.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБКАЯ ТРУБА И СПОСОБ СООРУЖЕНИЯ ТРУБОПРОВОДА | 1992 |
|
RU2030674C1 |
| ДРЕНАЖНОЕ УСТРОЙСТВО | 1991 |
|
RU2039859C1 |
| СКРЕБКОВЫЙ РАБОЧИЙ ОРГАН | 1995 |
|
RU2085656C1 |
| СПОСОБ РАЗДЕЛКИ АВТОМОБИЛЬНЫХ И ТРАКТОРНЫХ ШИН | 2010 |
|
RU2429122C1 |
| СКРЕБКОВЫЙ РАБОЧИЙ ОРГАН (ВАРИАНТЫ) | 1996 |
|
RU2095989C1 |
| СПОСОБ РАЗДЕЛКИ И УПАКОВКИ АВТОМОБИЛЬНЫХ И ТРАКТОРНЫХ ШИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2211145C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ АВТОПОКРЫШЕК В СТОПЫ И СТОП МЕЖДУ СОБОЙ КРЕПЕЖНЫМИ ДЕТАЛЯМИ ИЗ РЕЗИНЫ | 2000 |
|
RU2204642C2 |
| ДРЕНАЖНОЕ УСТРОЙСТВО | 2016 |
|
RU2623483C1 |
| УСТРОЙСТВО ПЕРЕДНЕЙ ТОПКИ ТЭЦ ДЛЯ СЖИГАНИЯ ОТСЛУЖИВШИХ АВТОПОКРЫШЕК | 2000 |
|
RU2184908C2 |
| МАШИНА ДЛЯ ФИГУРНОЙ СТРИЖКИ ТРАВЫ ИЛИ КУСТАРНИКОВ (ЕЕ ВАРИАНТЫ) | 1996 |
|
RU2107423C1 |
Использование: изобретение относится к области утилизации автопокрышек и производства из них строительных конструкций, а именно труб различного назначения, например дренажных, канализационных, труб для дорожных перевозок и т. п. Сущность изобретения: мини-завод по производству труб из отслуживших свой срок автопокрышек характеризуется тем, что он содержит установленные в технологической последовательности приспособление 1 для подачи автопокрышек в рабочую зону, устройство 3 для прокалывания отверстий в их боковинах, по меньшей мере, одну базовую направляющую 4 для формирования трубы, средство 5 для установки арматуры 6 в трубу, приспособление 7 для сжатия трубы и устройство 8 для фиксации автопокрышек 2 на арматуре 6, а также приспособление 9 для удаления готовой трубы из рабочей зоны. 5 з.п. ф-лы, 5 ил.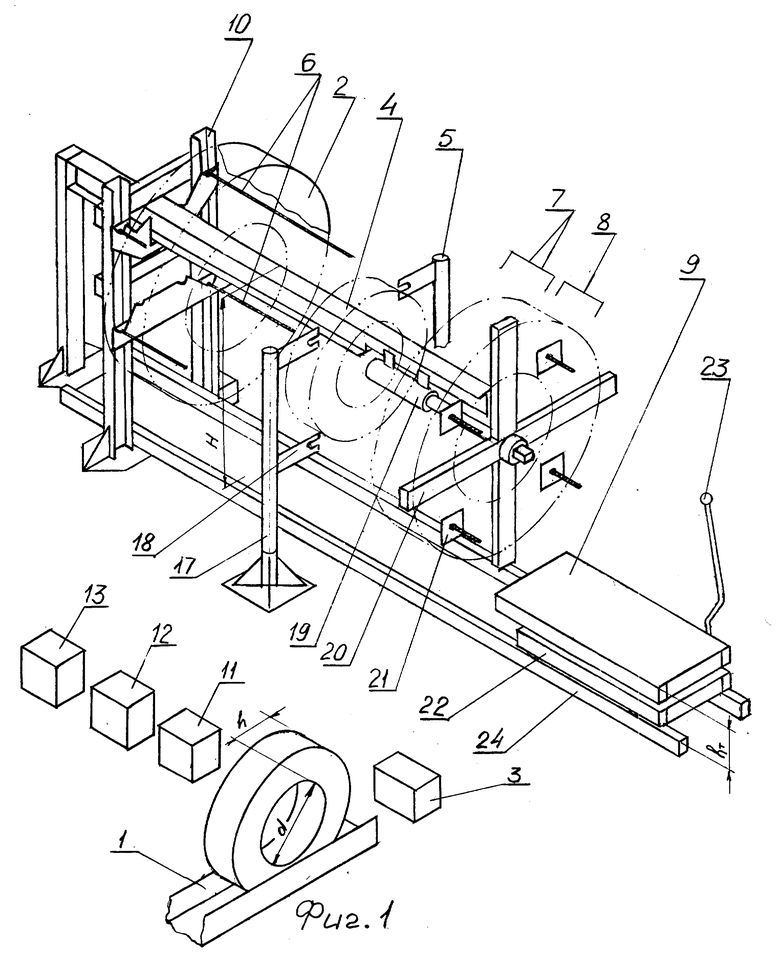
H > d + h + hт,
где H высота установки штанги; d посадочный диаметр автопокрышки; h - высота наибольшей из перерабатываемых автопокрышек; hт высота тележки.
| RU, патент, 2030674, кл.F 16L 11/00, 1992. |
