Изобретение относится к способам ремонта поврежденного удлиненного электрода.
Удлиненные электроды используются в системах защиты от коррозии с приложенным током, применяемых, например, для защиты углубленных в землю баков или трубопроводов. Такие системы защиты от коррозии с приложенным током функционируют путем установления разности потенциалов между защищаемым объектом-подложкой и отделенным от него электродом. Объект и электрод соединены друг с другом через источник электроэнергии с постоянным знаком (постоянного тока или выпрямленного переменного тока). Цепь замыкается, когда в пространстве между объектом и электродом присутствует электролит. В большинстве таких систем с приложенным током объект является катодом (т.е. принимает электроны). Однако, если объекты пассивированы, как например Ni, Fe, Cr, Ti и их сплавы, то можно применять эти системы, в которых объект-подложка является анодом. Как в катодной, так и в анодной системе на объект часто наносится защитное изолирующее покрытие. В таком случае приложенный ток протекает только через случайно оголенные участки объекта. Если нужно, чтобы система имела адекватный срок службы, сам электрод не должен подвергаться коррозии со скоростью, делающей необходимой его замену, что отличает его от "расходуемых анодов", которые используются в гальванических защитных системах.
Электрод и источник питания должны быть такими, чтобы плотность тока во всех точках объекта была достаточно высокой для предотвращения коррозии, однако не такой высокой, чтобы вызвать такие трудности, как повреждение объекта (например, придание ему хрупкости) или отслоение от него защитного покрытия. Энергопотребление системы зависит в числе прочего от расстояния между различными участками объекта и электродом. Ввиду этих факторов наилучшим типом электрода является такой, который можно разместить так, чтобы он был относительно близко ко всем точкам объекта. С этой целью он может иметь форму, соответствующую в основном форме объекта. Такой электрод называется "распределенным электродом".
В патенте EP 0067679 описывается распределенный электрод, обычно распределенный анод, содержащий металлическую, например медную, проводящую сердцевину и проводящую полимерную оболочку. Оболочка создает электрически активную внешнюю поверхность и имеет толщину, как минимум, 500 мкм, предпочтительно, как минимум, 1000 мкм. Термин "проводящий полимер" используется здесь для обозначения соединения, которое содержит полимерный компонент и проводящий наполнитель из макрочастиц, диспергированный в полимерном компоненте и имеющий хорошую стойкость к коррозии, в особенности сажу или графит. В частности, электрод содержит сердцевину с низким сопротивлением, электрически окруженную проводящим полимерным соединением, имеющую в качестве анода отделенный от объекта электрод, имеющий форму удлиненной гибкой полоски, которую можно изогнуть под углом 90o с радиусом изгиба 10 см, причем электрод содержит непрерывную удлиненную сердцевину, образованную из материала с удельным сопротивлением при 23o менее 5•104 Ом•см и сопротивление при 23o менее 0,03 Ом/м, и элемент, состоящий из проводящего полимерного соединения с коэффициентом удлинения, как минимум, 10% согласно D1708 Американского общества по испытанию материалов, состовляющий, как минимум, часть электрохимически активной внешней поверхности электрода и имеющий форму покрытия, электрически окружающего и находящегося в электрическом контакте с сердцевиной, толщина которого составляет, как минимум, 500 мкм.
В модификации изделия, описанного в EP-0067679, электрод окружен коксовой мелочью, заранее упакованной в матерчатую оболочку. Такая конфигурация используется в изделии, поставляемом фирмой Rayshem Corporation или/и ее филиалам под названием Anodeflex 1500 (Anodeflex является зарегистрированным товарным знаком), и также описана в заявке на патент PCT/GB92/01374 (RK463PCT), еще не опубликованной.
Хотя матерчатая оболочка, содержащая кокс, используемая в изделии Anodeflex 1500 и описанная в заявке на патент PCT/GB92/01374, является чрезвычайно стойкой к износу, истиранию и разрыву, иногда оболочку можно повредить, например, при перевозке, установке и реже при использовании. Например, она может быть повреждена механически при закрывании в грунт или изъедена грызунами. Если оболочка повреждена, материал кокса может высыпаться из своего положения вокруг сердцевины, особенно в присутствии большого количества воды, когда вода может вымыть кокс из оболочки.
Поэтому желательно иметь простую систему для ремонта повреждения в оболочке, содержащей кокс (или другой богатый углеродом наполнитель из макрочастиц), вокруг удлиненного распределительного электрода, используемого в системе защиты от коррозии с приложенным током. Это является задачей изобретения.
Изобретение создает способ ремонта удлиненного электрода, который содержит полимерную оболочку-рукав с поврежденным участком, центральную удлиненную проводящую сердцевину, проходящую внутри оболочки-рукава, но отдельную от нее, и богатый углеродом материал из макрочастиц, заполняющий пространство между оболочкой-рукавом и проводящей сердцевиной, причем этот метод включает:
закрепление кольцевых частей оболочки-рукава вблизи проводящей сердцевины с каждой стороны поврежденного участка рукава таким образом, чтобы пространство между рукавом и сердцевиной сокращалось в этих кольцевых частях;
удаление поврежденного участка оболочки-рукава и наполнителя из макрочастиц между закрепленными кольцевыми частями, чтобы оголить некоторую длину проводящей сердцевины;
размещение и замыкание оберточного ремонтного рукава вокруг этого оголенного протяжения проводящей сердцевины, но в радиальном отдалении от нее так, чтобы он перекрывал оболочку-рукав с обеих сторон оголенного протяжения сердцевины;
закрепление первого конца ремонтного рукава на расположенный под ним оболочке-рукаве;
заполнение пространства между ремонтным рукавом и сердцевиной богатым углеродом наполнителем из макрочастиц и
закрепление другого конца ремонтного рукава на расположенной под ним оболочке-рукаве.
Предпочтительно, чтобы центральная проводящая сердцевина, используемая в изобретении, соответствовала электроду, описанному в патенте EP-0067679, т. е. содержала первый центральный элемент с удельным сопротивлением при 23oC менее 104 Ом•см и с сопротивлением при 23oC менее 0,03 Ом/м; а внешний удлиненный элемент содержал проводящее полимерное соединение, находящееся в электрическом контакте с первым центральным элементом. Первый центральный элемент может быть выполнен из металла, например меди.
В предпочтительных областях применения поврежденная полимерная оболочка-рукав, которую нужно отремонтировать согласно этому изобретению, содержит материю, предпочтительно полимерный материал, который
является стойким к кислотам до такой степени, что если отрезок материала оболочки погрузить в соляную кислоту с концентрацией, как минимум, 0,01N при 60oC в течение 90 дней и затем подвергнуть испытанию на растяжение и по результатам испытания на растяжение построить график зависимости коэффициента удлинения от нагрузки, то
максимальная зарегистрированная во время испытания нагрузка составляла бы, как минимум, 60% предпочтительно 70% более предпочтительно 80% от максимальной нагрузки, зарегистрированной для зависимости коэффициент удлинения нагрузка для аналогичного отрезка этого же материала, который не подвергался погружению в соляную кислоту, и
коэффициент удлинения этого отрезка при максимальной нагрузке составлял бы, как минимум, 60% предпочтительно 70% более предпочтительно 80% от относительного удлинения при максимальной нагрузке аналогичного отрезка, который не подвергался погружению в соляную кислоту; при этом полимерный материал является стойким к хлору до такой степени, что если отрезок материала оболочки погрузить в подкисленный гипохлорит натрия на 90 дней, в течение которых в раствор гипохлорита периодически добавляется достаточное количество кислоты, чтобы обеспечить постоянное присутствие хлора, и затем подвергнуть испытанию на растяжение и по результатам испытания на растяжение построить график зависимости коэффициента удлинения от нагрузки, то
максимальная зарегистрированная во время испытания нагрузка составляла бы, как минимум, 70% предпочтительно 80% более предпочтительно 90% от максимальной нагрузки, зарегистрированной для зависимости коэффициент удлинения нагрузка для аналогичного отрезка того же самого материала, который не подвергался погружения в подкисленный раствор гипохлорита натрия, и
коэффициент удлинения этого отрезка при максимальной нагрузке составлял бы, как минимум, 60% предпочтительно 70% более предпочтительно 80% от относительного удлинения при максимальной нагрузке аналогичного отрезка, который не подвергался погружению в подкисленный раствор гипохлорита натрия.
Предпочтительно, чтобы материал ремонтного рукава, использующегося в способе согласно изобретению, имел те же самые свойства, которые определены для материала поврежденной оболочки-рукава. К числу особенно пригодных материалов относится чистый или модифицированный полиакрилонитрил, модакриловый поливанилиден дихлорид, поливинилиден дифторид, политетрафтороэтилен, поли(этилен-тетрафтороэтилен), поли(этилен-хлоротрифтороэтилен), поливинил фторид, поливинил хлорид, поли(бутилен терефлатал), поли(этилентерефталат)поливинилацетат или их сополимеры или смеси.
Первый этап в способе согласно изобретению включает закрепление кольцевых участков оболочки-рукава вокруг проводящей сердцевины с каждой (любой) стороны поврежденного участка оболочки-рукава. Для того, чтобы закрепить кольцевые участки оболочки-рукава к проводящей сердцевине с каждой стороны поврежденного участка рукава рукав сначала можно сложить, согнуть, гофрировать, отбортовать и т.п. вокруг проводящей сердцевины. Таким образом, у закрепленных кольцевых частей рукава в принципе не имеется наполнителя из макрочастиц между рукавом и сердцевиной, и они находятся в контакте друг с другом. Предпочтительно, чтобы оболочка-рукав была достаточно гибкой, чтобы складывание, сгибание, гофрирование, бортование и т.п. можно было достичь ручным инструментом. Цель этого этапа состоит в том, чтобы предотвратить потерю богатого углеродом материала из макрочастиц (предпочтительно кокса) из неповрежденных участков оболочки-рукава при выполнении остальных этапов способа ремонта.
Следующий этап включает удаление поврежденного отрезка оболочки-рукава. Это освобождает наполнитель из макрочастиц из участка. Не обязательно освобождать весь поврежденный участок, но необходимо создать достаточное пространство, чтобы ввести замещающий материал наполнителя для заполнения пространства между новым ремонтным рукавом и проводящей сердцевиной.
По своей природе ремонтный рукав оберточного типа. Это означает, что он в основном похож на лист и может быть обернут вокруг сердцевины и замкнут путем размещения и закрепления продольных краев рукава впритык или внахлестку. Предпочтительно для замыкания оберточного рукава используется механический затвор, например, типа молнии или сцепляющихся крючков и петель как, например, на полоске Velcro (товарный знак). Механический затвор можно закрепить на продольных краях любым подходящим способом, например склеиванием адгезивом или механически сшиванием или скреплением скобами. Сшивание особенно удобно, если ремонтный рукав содержит материю.
Один конец ремонтного рукава прикрепляется к находящейся ниже оболочке-рукаву. Предпочтительно это осуществляется после замыкания ремонтного рукава, однако может производиться до или одновременно с замыканием ремонтного рукава. Этот этап предпочтительно также проводить с использованием ручного инструмента. Можно также использовать другие способы, например склеивание адгезивом.
Затем в ремонтный рукав помещается богатый углеродом наполнитель из макрочастиц. Используемый наполнитель это обычно кокс, как правило тот же самый материал, который использован внутри оставшегося неповрежденного покрытого оболочкой участка электрода. Предпочтительно, чтобы на этом этапе отрезок электрода, окруженный ремонтным рукавом, поддерживался в положении наклона относительно горизонтали с закрепленным концом внизу, предпочтительно в вертикальном положении или под углом 30o, или меньше от вертикали. Это положение означает, что сила тяжести увеличивает уплотнение наполнителя внутри рукава. Адекватное уплотнение обычно достигается путем засыпки внутрь наполнителя из макрочастиц и затем встряхивания или постукивания по наклонному или вертикальному ремонтному рукаву.
Чтобы получить хорошее уплотнение, предпочтительно, чтобы наполнитель из макрочастиц имел диаметр макрочастиц порядка 100-500 мкм, хотя можно использовать и большие размеры. Например, наполнитель может содержать частицы ламповой сажи или сажи, кусочки кокса, природный графит, углеродный порошок или коротко нарезанные волокна в виде волокнистой матрицы, пиролитический графит, пиродизованный полиакрилонитрил или стекловидный углерод.
На конечном этапе второй конец ремонтного рукава крепится к лежащей ниже оболочке-рукаву таким же образом, как и первый.
Способ согласно изобретению предпочтительно используется тогда, когда повреждение внешней оболочки имеет длину менее 750 мм, предпочтительно менее 500 мм.
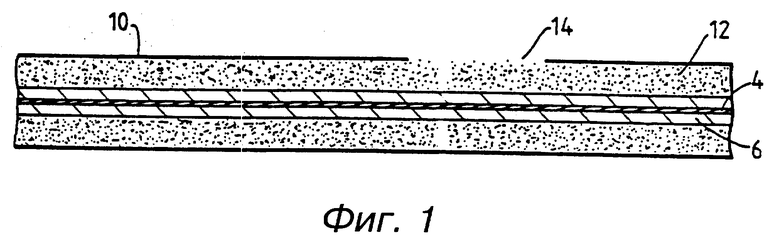
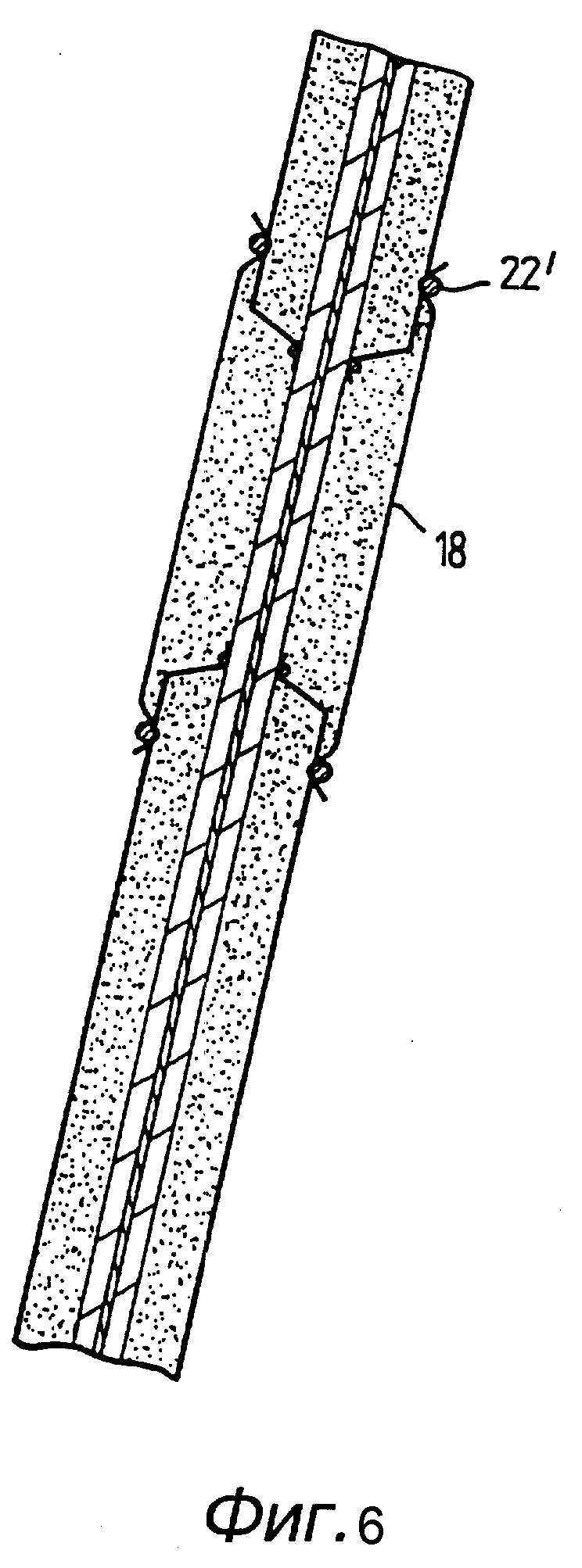
На фиг.1 показано продольное сечение, проведенное по участку электрода, пригодного для использования в системе защиты от коррозии с приложенным током, с поврежденной внешней оболочной; на фиг.2, 3б, 5 и 6 виды в продольном сечении, показывающие последовательные этапы способа согласно фиг.1; на фиг. 3а,б виды в перспективе и в плане, соответственно показывающие ремонтный рукав, только так, как он используется в способе, описанном со ссылкой на фиг. 1, 2, 3б, 5 и 6, в обернутой и необернутой конфигурации соответственно.
Как видно из фиг.1, электрод содержит медный провод 4, окруженный удлиненным проводящим полимерным элементом 6, электрически контактирующим с проводом 4. Полимерный проводящий элемент 6 окружает внешняя оболочка 10, содержащая материю с коксовой мелочью 12. Оболочка 10 имеет разрыв 14 длиной 200 мм, достаточно длинный для того, чтобы частицы коксовой мелочи могли высыпаться через разрыв 14.
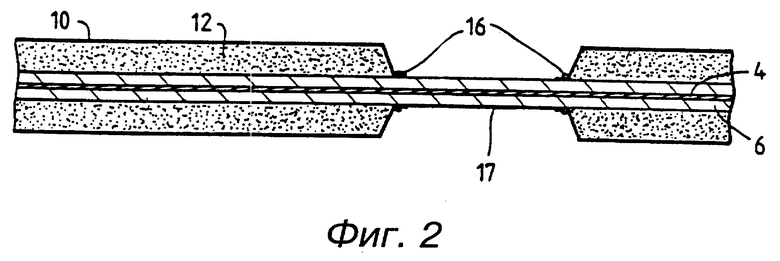
На первом этапе согласно способу изобретения, как показано на фиг.2, закрепки-поджимы 16 накладываются вокруг оболочки 10 с каждой стороны разрыва 14. Закрепки-поджимы 16 собирают вместе материю оболочки, закрепляя кольцевые участки оболочки в тесном контакте с сердцевиной 4/6, тем самым предотвращая выпадение кокса 12 из скрепленных участков. Как показано на фиг.2, разорванный центральный отрезок оболочки 10 также удаляется (например, с помощью ножа). Это освобождает кокс, ранее содержавшийся в этом центральном отрезке, который также удаляется (и при желании хранится для использования в будущем). Это оголяет центральный отрезок 17 сердцевины.
На фиг. 3 и 3б показан ремонтный рукав, включающий стойкий к кислотам и хлору матерчатый рукав 18 с полосками Velcro 20, пристроченными к сопряженным перекрывающимся краям оберточного рукава, так что он может удерживаться в обернутом положении.
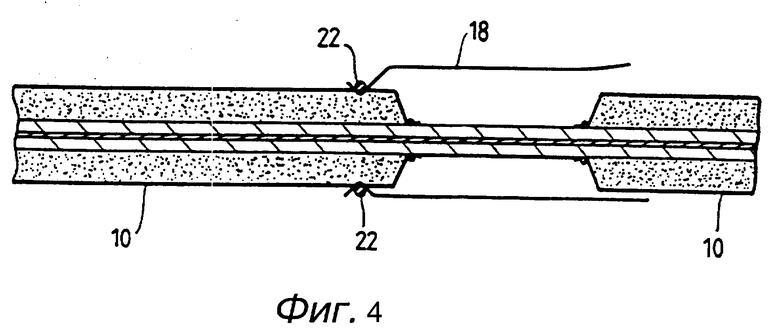
На фиг.4 ремонтный рукав 18 обернут вокруг оголенной центральной проводящей сердцевины 17, замкнутой полосками Velcro 20 и закрепленной у одного конца закрепкой-поджимом 22 на лежащей ниже оболочке 10.
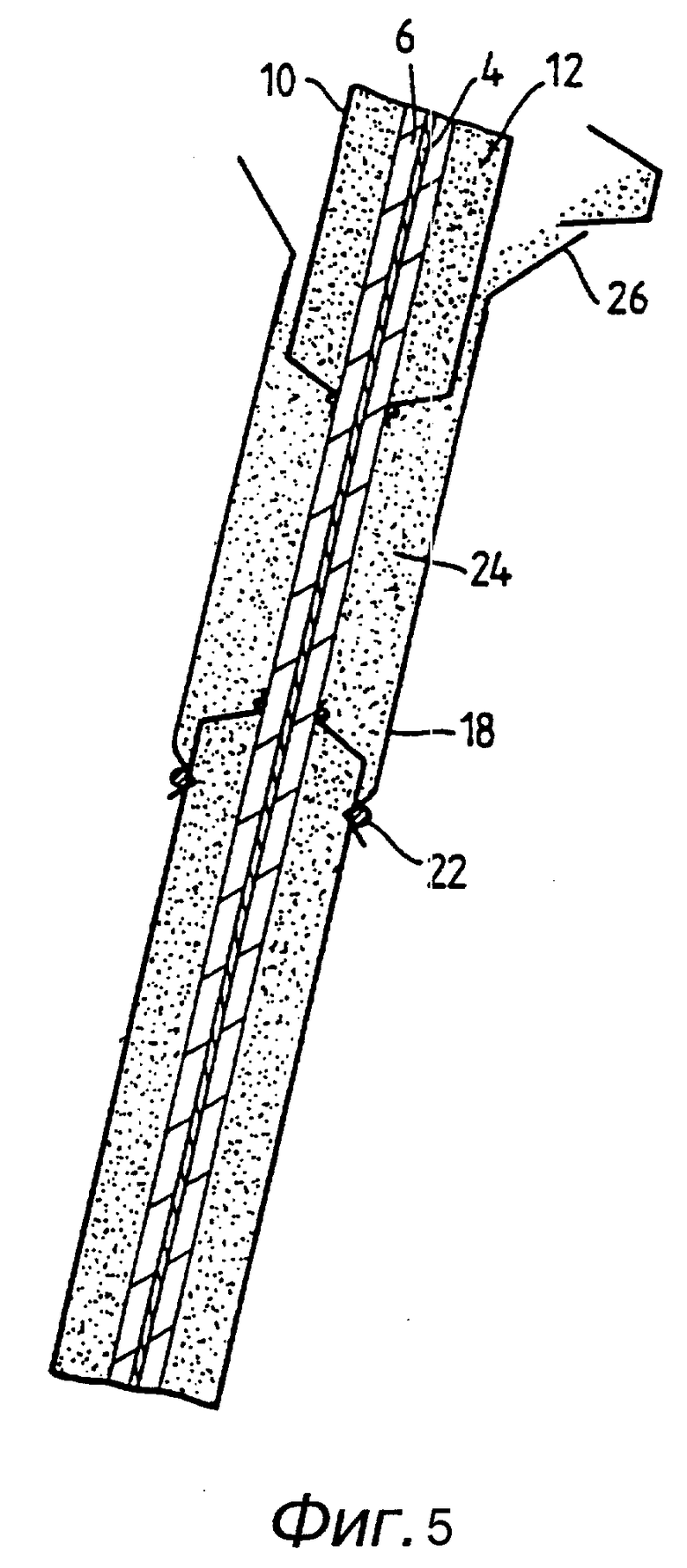
На фиг.5 приспособление по фиг.3б удерживается в вертикальном положении и вводится коксовая мелочь 24 через воронку 26 для заполнения замкнутого рукава 18. По рукаву 18 постукивают или встряхивают его, чтобы уплотнить кокс внутри. Вертикальное расположение помогает вводу кокса и повышает уплотнение.
Наконец, как показано на фиг.6, вторая закрепка-поджим 22' устанавливается у дгугого конца рукава 18 для предотвращения выхода из него кокса. Закрепки-поджимы 16 и 22' могут быть любого подходящего типа. В качестве примера они могут содержать нейлон.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ЗАЩИТЫ ОТ КОРРОЗИИ | 1995 |
|
RU2126061C1 |
| СИСТЕМА С АНОДНЫМ ЭЛЕМЕНТОМ ДЛЯ КАТОДНОЙ ЗАЩИТЫ ОТ КОРРОЗИИ ПОДЗЕМНЫХ СООРУЖЕНИЙ | 1992 |
|
RU2111283C1 |
| ЛЕНТА ДЛЯ СОЗДАНИЯ ЗАЩИТНОГО ПОКРЫТИЯ (ВАРИАНТЫ), СПОСОБ ЕЕ НАНЕСЕНИЯ И СПОСОБ ЗАКРЕПЛЕНИЯ ИЗДЕЛИЯ | 1994 |
|
RU2132993C1 |
| ПОКРЫТИЯ ДЛЯ ТРУБОПРОВОДОВ | 1992 |
|
RU2090797C1 |
| ВОССТАНАВЛИВАЕМЫЙ ПРИ НАГРЕВАНИИ РУКАВ | 1994 |
|
RU2097195C1 |
| УПЛОТНИТЕЛЬНЫЙ ЭЛЕМЕНТ | 1993 |
|
RU2121100C1 |
| СПОСОБ КАТОДНОЙ ЗАЩИТЫ ОТ КОРРОЗИИ, СПОСОБ ЭЛЕКТРИЧЕСКОГО ЗАЗЕМЛЕНИЯ И КОМПЛЕКТ ДЕТАЛЕЙ | 1996 |
|
RU2153027C2 |
| ЭЛЕМЕНТ ДЛЯ УПЛОТНЕНИЯ, УПЛОТНЯЮЩИЙ БЛОК И СПОСОБ ОБРАЗОВАНИЯ УПЛОТНЯЮЩЕГО БЛОКА | 1995 |
|
RU2126578C1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ (ВАРИАНТЫ), ПЕРЕХОДНИК И СПОСОБ УПЛОТНЕНИЯ | 1995 |
|
RU2123224C1 |
| УПЛОТНИТЕЛЬНЫЙ ЭЛЕМЕНТ И КОРПУСНОЕ УСТРОЙСТВО | 1993 |
|
RU2126509C1 |

Изобретение касается защиты объектов от коррозии и предназначено для ремонта электрода, используемого в системе защиты от коррозии. Сущность изобретения: удлиненный электрод системы защиты содержит полимерную оболочку-рукав, которая содержит богатый углеродом наполнитель из макрочастиц вокруг центральной удлиненной проводящей сердцевины. Изобретение относится к способу ремонта такого электрода, имеющего поврежденный участок оболочки, и предполагает крепление оболочки к сердцевине с каждой стороны поврежденного участка, который затем можно удалить вместе с соответствующим ему накопителем. Оберточный ремонтный рукав прикрепляется к оболочке с каждой стороны поврежденного участка и заполняется богатым углеродом наполнителем из макрочастиц. 10 з.п. ф-лы, 6 ил.