Это изобретение касается образования опознавательных знаков из видимых или невидимых /но детектируемых/ индексов на алмазах для цели управления качеством, идентификации области применения, безопасности или других целей, требующих идентификации камня.
Изобретение также касается обработки изделий, выполненных из твердых материалов, в частности алмазов, с помощью эксимерного лазера или другого источника энергии лазера ультрафиолетового диапазона для ряда целей. Например, область производства вкладышей пресс-формы, выполненных из алмаза или другого аналогичного твердого материала и имеющих полное поперечное сечение экструзионного отверстия, таких как вкладыши матрицы, используемой в фильерах, блоки матриц для экструдирования проволоки, стекла или синтетических волокон.
Другой аспект изобретения касается создания образцов электрических схем, которые могут быть образцами микросхем, на алмазных или других аналогичных твердых материалах, которые трудно или практически невозможно обработать травлением с помощью химикатов.
Так как настоящее изобретение охватывает обработку или изготовление разных типов изделий, т.е. алмазов или других твердых материалов, используемых в производстве ювелирных изделий и вкладышей пресс-форм, также выполненных из алмаза или подобного материала, которые /вкладыши/ используются в экструзионных головках, области техники, связанные с этими двумя типами изделий и лазерные способы будут рассматриваться раздельно.
Предметы роскоши, такие как ювелирные и потребительские товары, чаще всего снабжены опознавательным знаком, по которому может быть опознан источник товаров. Это особенно важно в случаях изделия, качество и ценность которого могут определяться только специально подготовленными профессионалами. Такие опознавательные знаки должны быть на товарах в постоянной форме. С другой стороны, опознавательные знаки не должны ухудшать ценность товаров ни в коей мере.
В случае драгоценных камней, таких как бриллианты, давно есть потребность в надежном способе, с помощью которого идентичность камня могла бы однозначно определиться. Такой способ помог бы в обнаружении и восстановлении кусков потерянных или украденных ювелирных изделий. Далее, когда украшения из бриллиантов берутся на прокат на временной основе, что не является необычным, постоянный опознавательный знак на камне будет облегчать подтверждение, что возвращенный камень тот же самый, который был взят на прокат.
Дополнительно, такие системы детектирования или индикации могут служить для указания уровня качества или мастерства гранения резки и полирования камня. По существу постоянный знак или детектируемый индекс на алмазе может служить в качестве пробы или товарного знака наиболее обычным образом, т.е. в качестве идентификации источника. Такой знак может использоваться для рассеивания обычного заблуждения, что алмазы или бриллианты являются по существу предметами, которые определяются родовыми признаками, такими как данный вес, цвет и прозрачность. Фактически качество драгоценного камня во многом зависит от квалификации и работы с камнем ювелира при выборе способов распиловки, вставления в оправу, резки и полировки.
Разработан ряд способов для маркировки алмазов типа описанных в патентах США N 4467172 и N 4392476, полное описание которых здесь включено в качестве прототипа. В каждом из этих патентов описываются лазеры для образования сфокусированных пятен /точек/ лазерной энергии на алмазе или в алмазе, который маркируется, в которых /патентах/ требуемый знак образуется путем создания серий или образцов точек с помощью таких сфокусированных пятен энергии.
Вышеназванные лазерные системы маркирования используют лазеры типа АИГ /на алюмоиттриевом гранате/ или Nd АИГ /на алюмоиттриевом гранате, легированном неодимом/, функционирующие на длине волны 1,06 мкм, самостоятельно или с удвоителями частоты. Таким образом, описанное лазерное излучение, падающее на алмаз, составляет длину волны либо 1,06, либо 0,532 мкм. Лазерная энергия на длине волны 0,532 мкм может проникать через поверхность алмаза и может нагревать или испарять части нижележащего материала, а также на поверхности алмаза. Эта пенетрация энергии нежелательна и создает ненужный риск образования трещин в камне в результате внутреннего нагревания кристаллической структуры. Таким образом, системы согласно предшествующему уровню техники включают в себя сложные устройства для прецизионного управления количеством лазерной энергии, посылаемой на камни, с тем, чтобы предотвратить повреждение маркируемых алмазов.
Дополнительно, поскольку алмаз является по существу прозрачным или пропускающим на вышеназванных длинах волн, такие предшествующие способы маркировки алмазов вообще включают в себя применение энергопоглощающих покрытий, таких как углеродная сажа, на маркируемой поверхности, что еще более усложняет способ маркировки.
Кроме того, так как знаки образуют путем многократного наложения друг на друга пятен, в вышеназванных системах предшествующего уровня техники применяют сложные дорогие и управляемые компьютером координатные /X-Y/ столы для точного позиционирования алмаза относительно сфокусированного пятна лазерной энергии, которое затем применяется. Необходимость создавать многократные пятна для образования одного знака делает способы маркировки предшествующего уровня техники относительно медленными с точки зрения функционирования.
В случае создания опознавательного знака на других драгоценных и полудрагоценных камнях, жемчугах и других ювелирных украшениях, известно, что вышеназванные предшествующие способы для создания знака на алмазе могут использоваться с некоторым успехом. Однако интенсивность энергии в сфокусированном пятне Nd АИГ лазера может вызывать микротрещины в камнях, жемчуге или других маркируемых материалах.
Средство для образования знака или товарного знака на стеклянных линзах очков описано в патенте США N 4912298, озаглавленном "Способ реализации маркировки на линзах для очков", все описание которого здесь включено в качестве прототипа.
Также известно использование лазеров для образования экструзионных отверстий во вкладышах фильер, используемых в блоках экструзионных головок. Использование лазеров для образования экструзионных отверстий описано, например, в патенте США N 4703672.
Соответственно цель настоящего изобретения состоит в создании усовершенствованного способа нанесения опознавательного знака на алмаз. Более специфическая цель изобретения состоит в создании такого способа, который дает возможность относительно быстро производить маркировку алмазов без использования дорогих управляемых компьютером координатных /X-Y/ столов.
Дальнейшая цель изобретения состоит в создании способа маркировки алмаза, который влечет за собой значительно меньший риск повреждения камня.
Другая цель состоит в применении фотолитографических способов в способе маркировки алмазов с тем, чтобы получать маркировочные знаки разных серых оттенков вместо только черно-белых.
Другая цель изобретения состоит в создании простого способа создания "маркированного" алмаза, происхождение или источник которого и тем самым качество и мастерство изготовления могут относительно легко определяться при проверке.
Еще одна цель состоит в образовании на алмазах опознавательных знаков высокого определения линий, чем ранее было возможно с помощью текущих способов.
Еще другая цель изобретения состоит в создании более сложных средств для образования видимых или невидимых знаков на алмазе для целей гарантии.
Другая цель состоит в создании способа маркировки жемчуга, драгоценных или полудрагоценных камней, который /способ/ влечет за собой значительно меньший риск повреждения маркируемых изделий.
Еще дальнейшая цель изобретения состоит в создании способа изготовления вкладышей пресс-форм, имеющих сложное поперечное сечение экструзионных отверстий в них.
Следующая цель состоит в создании способа изготовления вкладышей пресс-форм, с помощью которых трудоемкие операции обработки экструзионных каналов, такие как отделка, полировка, удаление заусенцев и тому подобное, устраняются или значительно сокращаются.
Один способ согласно изобретению включает в себя маркировку алмаза с помощью импульсного источника лазерной энергии в УФ-диапазоне спектра. Предпочтительным источником энергии является эксимерный лазер.
Эксимерные лазеры являются импульсными газоразрядными лазерами. В этих лазерах газовая смесь /например, аргона и фтора/ энергетически заряжается и после достаточной накачки принуждается производить интенсивную эмиссию импульсной лазерной энергии. Эксимерные лазеры обычно используются для генерирования импульса или множества импульсов на длинах волн в диапазоне примерно от 193 нанометров /нм/ или 0,193 мкм до 351 нм в зависимости от конкретного используемого эксимера редкого газа галогенид.
Аргон-фтористые эксимеры генерируют лазерную энергию на 193 нм. Для излучения на этой длине волны глубина пенетрации в чистый алмаз очень минимальная. Так как алмаз является высоко пропускающим энергию в широком спектре длин волн, чистый алмаз имеет, в частности, низкую пропускаемость, низкую отражательную способность и высокую абсорбцию на волне 183 нм, что соответствует почти предельной частоте кристалла. По этой причине энергия эксимерного лазера забирается, в частности, тонким поверхностным слоем, который быстро доводится до высокой температуры. Тонкий слой материала в диапазоне от нескольких Ангстрем до нескольких микрон в результате этого испаряется с поверхности под действием каждого импульса или альтернативно может частично графитизироваться каждым импульсом эксимерного лазера. Испарение вещества служит для защиты камня от перегревания по причине высокой энергии сублимации алмазного углерода.
Специалистам в этой области техники известно, что алмазы редко являются "чистыми" кристаллами. Вместо этого примеси в форме атомов азота, расположенные в кристаллической структуре, существуют почти в каждом камне. Предельная частота данного алмаза возрастает с повышенным количеством азотных примесей и может достигать диапазона 300 нм. Поэтому хотя предпочитаемый вариант реализации описан с точки зрения использования Ar-F эксимерного лазера, могут использоваться соответственно другие лазеры, в которых может генерироваться лазерная энергия с длинами волн от 200 нм от 300 нм. Это включает в себя в ультрафиолетовом диапазоне криптон-фтористые эксимеры /248 нм/, ксенон-хлористые эксимеры /З08 нм/ и ксенон-фтористые эксимеры /351 нм/. Длина волны наиболее эффективного лазера в отношении данного камня будет всегда зависеть от чистоты этого алмаза.
Таким образом, должно быть понятно, что используемый здесь термин "около 183 нм" означает охват диапазона, достаточного для включения предельной частоты данного камня, т.е. примерно от 190 нм до примерно 350 нм.
В отношении способов образования знака на жемчуге, драгоценных и полудрагоценных камнях специалистам в этой области техники должно быть понятно, что вышеназванное описание предельной частоты непосредственно не применяется.
Особенно выгодно облучать алмаз через маску, которая содержит форму знака или пробы, так как вырез или другая зона высокой прозрачности. Такие маски могут монтироваться на алмазе или впереди алмаза. Расстояние маски от поверхности алмаза не является критическим, так как эксимерный лазер генерирует параллельные излучаемые лучи, если не применяется оптика редуцирования, тогда как в противном случае положение маски играет важную роль. Маски могут быть также выполнены с зонами разной пропускаемости лазерной энергии требуемой длины волны, образуя знаки с зонами дифференцированной контрастности, выбранной из генерируемого серого диапазона.
Другой выгодный аспект изобретения основан на способности модифицировать или изменять образец маски между лазерными импульсами или между группами импульсов с тем, чтобы "оживить" последовательность образцов на облучаемом материале. В случае облучения алмаза, поскольку лазерная энергия испаряет определенную толщину материала при каждом импульсе или группе импульсов, может быть образована экструзионная головка, имеющая отверстие с аксиальным переменным поперечным сечением.
Например, пирамидальное отверстие было образовано в секции алмаза. Спиралевидное отверстие также может быть легко образовано, как и бесчисленное количество отверстий других форм. При использовании соответствующих оптических элементов также можно создавать другие высокосложные трехмерные формы в кристалле алмаза.
Еще более выгодно наносить маску на поверхность алмаза через оптическое средство, которое пропускает ультрафиолетовые лучи, например сапфир, плавленный кварц или плавленный кремнезем. Если выполняемое изображение сначала уменьшается, на поверхности алмаза достигается высокая плотность энергии, и поэтому меньшее количество импульсов или уменьшенная мощность лазера потребуется.
Другой способ согласно другому варианту реализации изобретения включает в себя использование эксимерного лазера для включения разных детектируемых веществ в поверхность алмаза. Когда алмаз должен маркироваться знаком пробы, который невидим для невооруженного глаза, т.е. главным образом для целей защиты, обычно более трудно в последующем поместить знак в отношении проверки идентичности. Энергия эксимерного лазера может использоваться для "формирования" или включения некоторых материалов, таких как флуоресцентные красители или другие неорганические соединения, которые флуоресцируют в ультрафиолетовом диапазоне, в поверхность кристаллической структуры алмаза. Знак, образованный на алмазе, который сначала был покрыт таким красителем или материалом, будет флуоресцировать при соответствующих условиях освещения, тем самым облегчая определить местоположение знака, который в противном случае обычно был бы невидим для невооруженного глаза.
Альтернативно другие детектируемые материалы, такие как электропроводящие или магнитные вещества, могут также наноситься на алмаз или в алмаз для последующего детектирования.
Изобретение будет описываться со ссылкой на прилагаемые чертежи, среди которых:
фиг. 1 частичный схематичный вид в перспективе средства для создания знака /пробы/ на алмазе с помощью эксимерного лазера;
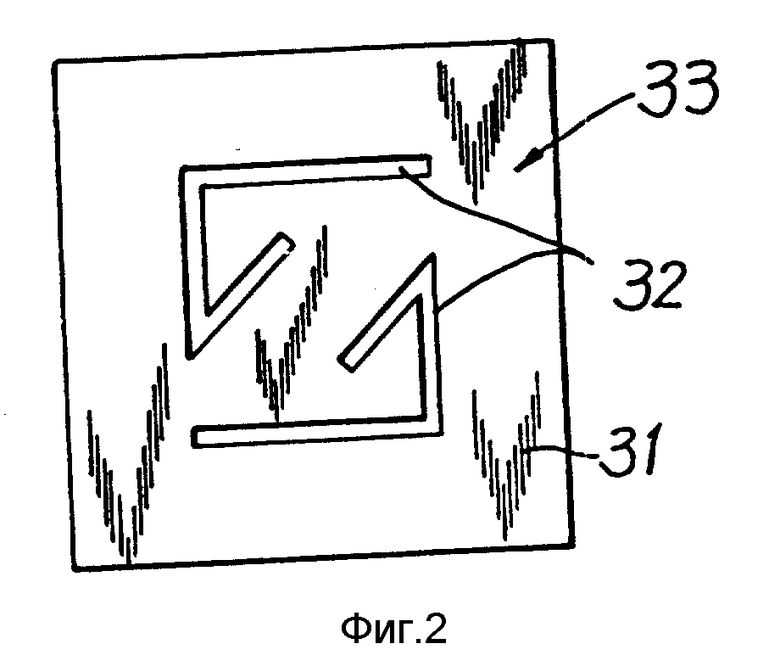
фиг. 2 вид в плане алмаза, имеющего опознавательный знак;
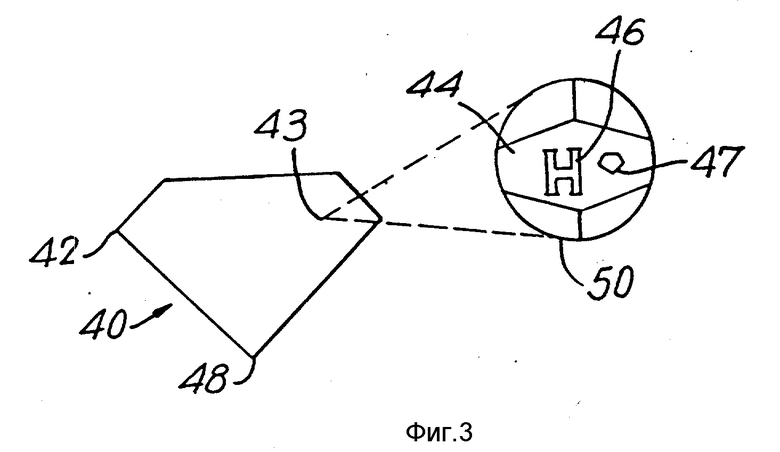
фиг. 3 боковой вид алмаза, имеющего опознавательный знак;
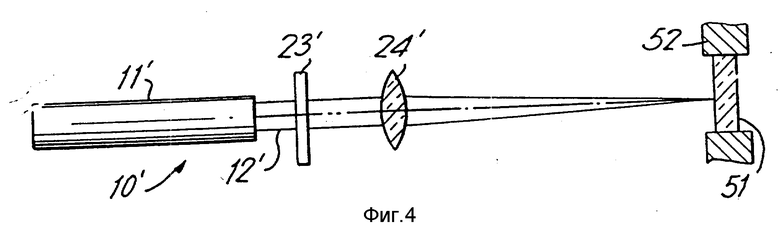
фиг. 4 частичный схематичный вид средства для образования экструзионного отверстия сложного поперечного сечения во вкладыше пресс-формы, выполненного из твердого материала;
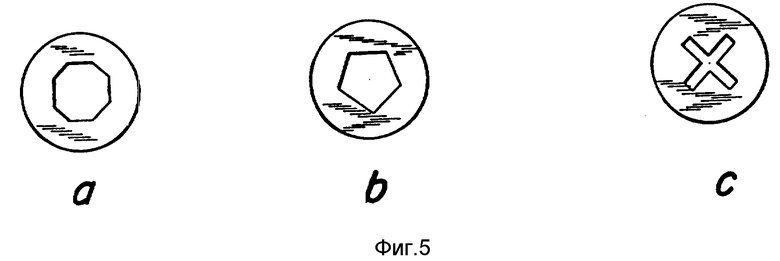
фиг. 5a 5c виды в плане вкладышей пресс-формы из твердого материала, показывающие разные сложные поперечные сечения экструзионных отверстий;
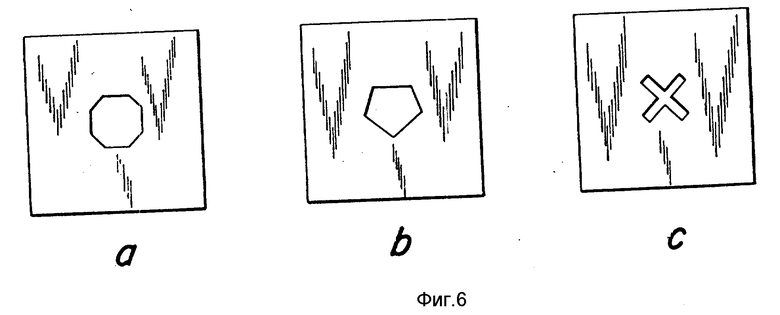
фиг. 6a 6c виды в плане масок для образования экструзионных отверстий, показанных на фиг. 5a 5c.
Способы согласно настоящему изобретению будут описываться отдельно в отношении применения для образования знака на алмазе и других твердых материалах и в отношении образования знака на алмазе 15. Обычный аргонофтористый эксимерный лазер 11 генерирует импульсную лазерную энергию для использования в способах согласно изобретению. Такие эксимерные лазеры обычно доступны от ряда коммерческих источников. Одним таким поставщиком является ЛЯМБДА ФИЗИК ИНК. компания ФРГ, имеющая офис в Актоне, штат Массачузетс, которая продает такие лазеры под обозначением ".РХ 100" и ".РХ 200". Другим таким поставщиком является КЕСТЕК ИНК. из Беллерика, штат Массачузетс, которая продает эксимерный лазер под обозначением "Серии 2000".
Аргонофтористый эксимерный лазер 11 образует лазерный выход 12 на длине волны 193 нм, имеющий профиль лепестка секторной формы /в горизонтальном поперечном сечении/, который располагается по траектории параллельного пучка, когда такой лазер 11 снабжен соответствующей обычной оптикой резонатора, как это известно. Выходной луч 12 направляется для прохождения через маску 23, чтобы образовать конфигурацию луча для образования специфической маски в противоположность лучу обычного эксимера вообще прямоугольного поперечного сечения. Часть лазерного излучения останавливается маской 23, и только в тех зонах, которые соответствуют форме требуемого знака, образуемому излучению лазера разрешается проходить через маску.
После прохождения через маску 23, подробности чего будут описаны ниже, луч направляется на уменьшительную оптику 24, которая может быть уменьшительной линзой с уменьшением 10: 1 для использования с лазерной энергией на волне 193 нм, причем такая линза изготавливается из фокусированного кремнезема или сапфира. Поверхностные линзы любого другого требуемого коэффициента уменьшения, например 30:1, могут использоваться, если это требуется.
Уменьшительная или собирательная линза 24 служит для фокусирования луча до размера, который достаточно мал, чтобы образуемый на грани или кромке 17 алмаза знак незначительно ухудшал стоимость камня. Знак, образованный согласно изобретению, предпочтительно так мал, что по существу является невидимым для невооруженного глаза. Сфокусированный луч падает на поверхность алмаза 15 и производит небольшое удаление в форме требуемого знака. Низкая длина волны выходной энергии лазера дает возможность производить знаки чрезвычайно высокой линейной разрешающей способности требуемым образом. Кроме того, разрешающая способность настолько тонкая, что знак может быть образован даже на лаксе камня. С точки зрения практики достигаются поверхностные подробности разрешающей способности около 1 мкм.
Так как алмаз по существу непрозрачный для лазерных лучей на волне около 193 нм, энергия лазера поглощается только на наружной поверхностной части камня. Быстрое поглощение энергии вызывает образование всего изображения посредством только одного или относительно немногих импульсов энергии, таких как от нескольких единиц до нескольких десятков импульсов. Требуемая выходная энергия /или интегральная плотность потока/ луча эксимерного лазера может занимать диапазон от нескольких единиц до нескольких десятков или больше миллиджоулей на квадратный сантиметр с точным выходом энергии, необходимым для данного применения в зависимости от размера образуемого знака, степени оптического уменьшения луча и требуемой глубины создаваемого знака /т.е. количества испаряемого материала/.
Необходимый /вынужденный/ "порог повреждения" для алмаза занимает диапазон 6 16 Дж на 1 см2 на поверхности камня. Конкретный порог повреждения в этом диапазоне для данного алмаза зависит главным образом от содержания азота в камне, изменяясь обратно пропорционально.
Алмаз может удерживаться в одном фиксированном положении во время всего процесса маркирования, и соответственно нет необходимости в этом варианте реализации изобретения в сложном и дорогом с компьютерным управлением координатном /X-Y/ столе или другом дорогом и сложном средстве позиционирования, например, типа описанного в патентах США N 4392476 и N 4467172. Эти предшествующие системы должны сканировать поверхность, подлежащую маркировке, индивидуальными импульсами, каждый образующий лишь незначительную часть изображения в любой данный момент.
Как уже сказано, небольшое количество материала может быть удалено путем испарения из поверхности алмаза. Дополнительно остальные части алмазного материала могут также достаточно нагреваться до "графитизации" или подвергаться аллотропной трансформации из одной формы элементарного углерода, т.е. алмаза, в другую, т.е. графитовую. Известно, что при достаточно высоких температурах, т. е. около 900oC, алмаз будет превращаться в графит, и вся кристаллическая решетка алмаза будет разрушаться. Однако прежде, чем произойдет такое разрушение, материал может трансформироваться или частично трансформироваться в графит, одновременно сохраняя прочность и твердость конфигурации кристаллической решетки алмаза.
Считается, что алмаз может подвергаться такому преобразованию внутри кристаллической структуры или на своей поверхности, как было установлено, что потемневшие или "графитизированные" зоны не могут быть удалены обычной кислотной промывкой, которая нормально удаляла бы графит из решетки алмаза. Таким образом, образуется полностью постоянный знак. Действительно, алмаз обрабатывается как фоточувствительный материал согласно принципам изобретения.
В отношении графического изображения повреждения поверхности относительно плотности энергии луча известно, что эта графическая кривая для алмаза является теоретически единичной ступенчатой функцией. Ниже нижней пороговой величины повреждения не происходит, тогда как выше верхнего порога дальнейшего повреждения не происходит, несмотря на прилагаемую энергию. Практически отмечалось, что имеется очень узкая переходная зона, в которой поверхностное повреждение, например графитизация, может селективно управляться путем осторожного и скрупулезного регулирования выхода энергии эксимерного лазера. Путем такого управления лазером могут производиться знаки, имеющие разные степени прозрачности, например "серая школа".
Дальнейшее преимущество состоит в том, что лазерная энергия на длине волны около 193 нм не проникает в кристаллическую структуру. Внутреннее нагревание кристалла таким образом устраняется, такое нагревание является главной причиной растрескивания алмаза в предшествующих схемах маркирования алмаза с использованием лазерной энергии.
По крайней мере один предшествующий способ требовал дополнительной стадии нанесения покрытия энергопоглощающего материала, такого как углеродная сажа, на поверхность алмаза прежде, чем производить маркировку алмаза с помощью лазера. Успех этого предшествующего способа зависел по крайней мере частично от однородности и плотности энергопоглощающего покрытия на поверхности алмаза, и эта зависимость полностью устраняется настоящим изобретением. Практически может быть необходимым наносить покрытие энергопоглощающего материала просто для инициирования испарения на поверхности камня. После инициирования удаление материала продолжается без дальнейшего вмешательства.
Постоянные знаки на поверхности алмаза были образованы в соответствии с вышеописанным вариантом реализации изобретения. Знаки в форме английских букв, японских символов и разных геометрических и негеометрических изображений, имеющие размеры порядка несколько сот микрон ширины на несколько сот микрон высоты, были образованы путем применения от 1 до 10 импульсов Ar-F - эксимерного лазера.
Настоящими изобретателями было далее установлено, что описанный выше способ может выгодно применяться к другим драгоценным и полудрагоценным камням или им подобным, несмотря на разные физические свойства таких материалов. В частности, изумруды, рубины, сапфиры и даже жемчуг могут маркироваться без ненужного повреждения таких материалов или иного снижения их ювелирной ценности.
Материалы, такие как рубин и изумруд, отличаются от алмаза по крайней мере в одном важном аспекте. Когда происходит локализованное интенсивное нагревание посредством Nd АИГ или СО2-лазера, тепло не просто отводится в сторону от нагретого участка в другие участки материала. В результате известно, что в камне образуются микротрещины или вблизи знака. Такие микротрещины могут ослабить камень до неприемлемой степени.
Когда используется способ маркировки эксимерным лазером для маркировки рубинов, изумрудов, других цветных камней и даже жемчуга, появление микротрещин, как было неожиданно установлено, значительно снижается или устраняется. Материал удаляется, как и в случае, когда маркируется алмаз, но почернения не отмечается в этих других материалах. Некоторые отходы могут также оставаться, и знак будет более трудно визуально заметить, чем в случае алмаза. Тем не менее обеспечивается высоко выгодный способ для образования опознавательных знаков на цветных камнях, жемчуге и тому подобном.
Ниже будет понятно, что подробное описание предназначено для применения вообще.
Фиг. 2 показывает маску 33, используемую для образования конкретного изображения на алмазе согласно изобретению. Маска выполнена из любого соответствующего материала 31, достаточно прочного, чтобы выдерживать энергию эксимерного лазера без испарения самого материала. Маска 33 содержит зоны выреза 32 по образцу требуемого знака.
В альтернативном варианте реализации маска содержит пластину из плавленного кварца, плавленного кремнезема или сапфира, покрытую соответственно непрозрачным теплостойким материалом, таким как фоторезисторное или травленное хромовое покрытие. Маска может быть выполнена с расчетом образования зон, которые не покрыты непрозрачным материалом или которые лишь диффузионно покрыты. Путем управления плотностью покрытия на маске как выбранных зон ее образуется маска с зонами разной пропускающей световую энергию способности. Такая маска может выгодно использоваться для образования знака, имеющего заданные зоны дифференцированной контрастности, т.е. разные серые оттенки, как пояснено здесь выше.
Фиг. 3 показывает алмаз 40, который маркирован в конкретном периферийном месте 43 по экваториальной плоскости 42. Экваториальная плоскость 42 обычно содержит многочисленные небольшие грани, такие как грань 44, показанная в увеличенном масштабе на виде 50 экваториального пояска 42, причем любая из его граней приемлема для дискретно расположенных знаков. Будет понятно, что способы согласно настоящему изобретению одинаково хорошо применимы в отношении полированных и неполированных, т.е. грубо отделанных поверхностей алмаза. Хотя знаки могут наноситься в любом месте на алмазе, эстетически предпочтительно наносить такие знаки только на незначительных гранях камня. Настоящий способ может также выгодно использоваться для размещения знака на лаксе 48 камня 40.
Как показано на фиг. 3, образуемый лазером знак содержит буквы "Н" 46 и меньшее изображение алмаза 47. Как сказано выше, эти знаки 46, 47 могут быть либо одинаковой, либо разной глубины и/или контрастности, даже когда производятся одновременно посредством импульсов одного и того же эксимерного лазера.
В альтернативном варианте реализации изобретения те же устройство и стадии процесса, как только что описанные выше, повторяются, но алмаз сначала покрывается в маркируемом месте веществом, имеющем специальные свойства, такие как флуоресценция или фосфоресценция. Когда знак, особенно знак, который невидим невооруженным глазом, образуется на алмазе, часто трудно затем определить знак в первом месте. Это может подрывать значение знака как средства дополнительной защиты в случаях, когда алмаз должен быть относительно быстро идентифицирован. Флуоресцирующий знак может быть более легко обнаружен и проверен при соответствующих условиях освещения, например ультрафиолетовый свет тем самым является необходимым средством способа маркировки алмазов.
Когда энергия эксимерного лазера бомбардирует покрытую поверхность камня, значительное количество молекул покрытия остается в зоне знака и адгезирует и/или сплавляется с поверхностью алмаза без испарения. Точный механизм этого явления не разгадан в настоящее время. Тем не менее, когда такие материалы, как сульфид цинка или диэтиловый цинк в комбинации с газообразными сернистыми соединениями используются или осаждаются как покрытие, знаки, произведенные таким образом согласно настоящему изобретению, могут обнаруживаться только при специальных условиях освещения /ультрафиолет/, которые принуждают знак флуоресцировать в заранее выбранной очень узкой полосе частот, тем самым способствуя предотвращению неразрешенного детектирования.
Дополнительно такое осаждение и/или комбинирование сплава металлов или летучих соединений металлов с алмазным углеродом, таких как арсин, фосфин, железо или карбонил железа и никель или карбонил никеля, на поверхности алмаза может производить магнитно-детектируемый знак, т.е. диффундированный или разложенный металл и/или карбид металла, катализированный лазером на знаке. Такое осаждение других веществ, таких как карбид титана или карбид молибдена, может создавать другой электрически детектируемый знак. Аналогичным образом диборан или другие газообразные или твердотельные элементы соединения могут вызывать избыток веществ для образования электронных соединений, чтобы вызвать изменение в электрических свойствах, т.е. по типу, аналогичному легированию кремния при образовании npn и/или pnp полупроводников.
Таким образом, диапазон оптических, магнитных или электрических свойств может быть охвачен.
В некоторых случаях может быть выгодным создать серии точно разнесенных периферийных знаков в соответствии с этим альтернативным вариантом реализации, отличающимся тем, что электронно считываемая "сигнатура" может быть определена для камня. Например, камень может вращаться с заданной скоростью, и магнитные знаки электронно детектируются посредством неподвижного счетчика или аналогичного устройства. Выход счетчика может генерировать отличительный сигнальный образец, который может сохраняться как секрет владельцем алмаза. Исходя из наличия достаточно точных систем измерения, практически будет трудно фальсифицировать или "подделывать" правильный образец знаков на разных камнях.
Такое выгодное маркирование алмазов является полностью новым, и диапазон использования таких знаков не совсем исчерпан в этом коротком описании, которое приведено только для иллюстрации.
Также известно, что алмаз может быть "образован" с помощью способов химического осаждения тонкой пленки из паровой фазы /CVD/. В некоторых случаях может быть выгодным сослаивать опознавательный знак между природным камнем и искусственным CVD-слоем алмаза для дополнительной безопасности.
Будет понятно, что вышеприведенное описание является описанием предпочитаемых вариантов реализации изобретения, и разные изменения и модификации могут быть в них внесены без отклонения от идеи и объема изобретения, как оно определено в прилагаемой формуле изобретения. Например, знак 23 на фиг. 1 показан как расположенный между лазером 11 и уменьшительной линзой 24, но знак 23 может быть также расположен между линзой 24 и маркируемым алмазом 15, хотя предпочитается показанное расположение. Когда уменьшительная линза 24 не используется, положение знака 23 может занимать диапазон непосредственно от выхода лазера 11 до смежного места с камнем 15 без существенного влияния на операцию.
Другое усовершенствование в работе достигается при использовании гомогенизайнера /устройства придания однородности/ луча перед маской, как это хорошо известно специалистам в этой области техники.
Как сказано выше, некоторые алмазы могут быть более выгодно маркированы согласно изобретению при использовании KrF, XeCI или XeF лазеров. Альтернативно любой лазерный источник, способный генерировать достаточную энергию на соответствующей длине волны, будет достаточным для образования знака.
Как уже было сказано, эксимерный лазер может также использоваться для образования очень тонких сложных образцов при изготовлении экструзионных головок из алмазных пластин, которые используются для экструдирования металлической проволоки, стекловолокон или синтетических волокон. Путем многократного облучения импульсами эксимерного лазера тонкие алмазные пластины могут быть по существу "просверлены" с образованием отверстия в форме маски после уменьшения.
Это дает возможность создавать ткани, имеющие новые и еще неоцененные качества. Например, могут производиться нити с уникально высоким качеством и затем использоваться для тканья новых материалов, имеющих такие применения, как фильтры, подложки или изоляторы. Специфичное выгодное использование изобретения состоит в создании волокон, таких как экструдированные стекловолокна, имеющие поперечное сечение, которое обладает высокой прочностью при их весе. Например, высокоразрешающие волокна с поперечным сечением типа двутавровой балки могут изготавливаться, которые, если изготовлены способом продувки или другим способом формования в твердых формах, будут иметь исключительные характеристики прочности по отношению к их размеру и весу. В случае экструдируемого материала может быть получено почти любое поперечное сечение с очень высокой разрешающей способностью поверхностных отличительных признаков.
Кроме того, матрица может быть "просверлена" в направлении наибольшей прочности алмаза. В частности, прочные и надежные матрицы могут изготавливаться таким образом в соответствии с основными принципами настоящего изобретения.
Конечно, вкладыши пресс-формы /матрицы/ могут изготавливаться из другого твердого материала вместо алмаза, т.е. такого как сапфир и ему подобного, как пояснено выше.
Устройство для изготовления вкладышей пресс-формы показано на фиг. 4. Показанное устройство по существу аналогично устройству, показанному на фиг. 1 для образования знаков безопасности, и аналогичные элементы на фиг. 4 обозначены под теми же позициями, как и на фиг. 1, но с добавлением символа "прим". Устройство 10', показанное на фиг. 4, содержит эксимерный лазер 11', который может быть идентичен эксимерному лазеру 11, показанному на фиг. 1, и выход 12' которого направлен для прохождения через маску 23', имеющую поперечное сечение, соответствующее поперечному сечению экструзионного отверстия вкладыша пресс-формы. Только часть лазерного излучения, которая соответствует форме экструзионного отверстия, проходит через маску.
После прохождения через маску луч направляется на уменьшительную оптику 24', которая может быть соответствующей уменьшительной линзой, обеспечивающей получение экструзионного отверстия заданного размера. Уменьшительная линза 24' фокусирует луч на вкладыше 51 пресс-формы.
Вкладыш 51 поддерживается в соответствующей оправке 52.
Экструзионное отверстие во вкладыше 51 пресс-формы образовано с помощью соответствующего количества импульсов энергии, которое зависит от выходной энергии выбранного эксимерного лазера и толщины самого вкладыша.
Фиг. 5а 5с показывают несколько примеров двухмерного поперечного сечения экструзионных отверстий, получаемых с помощью устройства согласно изобретению, и фиг. 6а 6c показывают маски, используемые в устройстве на фиг. 4, для получения экструзионных отверстий форм, показанных на фиг. 5а - 5с. Маски, показанные на фиг. 6а 6с, имеют зоны вырезов, соответствующие поперечному сечению экструзионных отверстий вкладышей пресс-формы на фиг. 5а - 5с.
Хотя иллюстрированы в представленном виде, экструзионные отверстия необязательно могут иметь только геометрические формы или формы правильных образцов. Может быть образована любая неправильная форма, которая может быть образована на маске и может использоваться для образования соответствующего планарного экструзионного отверстия.
Кроме того, возможны сложные трехмерные экструзионные отверстия согласно настоящему изобретению. Путем образования последовательности масок, размещаемых между источником лазерной энергии и обрабатываемой заготовкой /изделием/, с последовательными вырезами или немаскированными зонами, уменьшающимися по крайней мере в одном направлении, образуется отверстие, поперечное сечение которого изменяется в направлении экструдирования. Использование описанных здесь способов для изготовления любой из неограниченного числа экструзионных головок указанным образом предусматривается изобретателями, даже если результаты, достигаемые фактическим экструдированием разных материалов, ограничены только воображением лица, создающего серию или последовательность масок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ МАРКИРОВКИ НА ПОВЕРХНОСТЬ АЛМАЗА ИЛИ БРИЛЛИАНТА ДЛЯ ОПРЕДЕЛЕНИЯ ЕГО ПОДЛИННОСТИ | 2011 |
|
RU2611232C2 |
| СПОСОБ МАРКИРОВКИ БРИЛЛИАНТОВ | 1996 |
|
RU2161093C2 |
| МАРКИРОВАНИЕ АЛМАЗА | 1998 |
|
RU2199447C2 |
| СПОСОБ МАРКИРОВКИ ТВЁРДОГО МАТЕРИАЛА И ТВЁРДЫЕ МАТЕРИАЛЫ, МАРКИРОВАННЫЕ УКАЗАННЫМ СПОСОБОМ | 2019 |
|
RU2777226C2 |
| СИСТЕМА ДЛЯ ЛАЗЕРНОЙ МАРКИРОВКИ И СПОСОБ УСТАНОВЛЕНИЯ ПОДЛИННОСТИ МАРКИРОВКИ | 1996 |
|
RU2205733C2 |
| МАРКИРОВАНИЕ АЛМАЗА | 1998 |
|
RU2198099C2 |
| МАРКИРОВКА АЛМАЗОВ ИЛИ ДРАГОЦЕННЫХ КАМНЕЙ С ПОМОЩЬЮ МНОЖЕСТВА ШТРИХОВ | 1998 |
|
RU2215659C2 |
| СПОСОБ И СИСТЕМА ДЛЯ ЛАЗЕРНОГО МЕЧЕНИЯ ДРАГОЦЕННЫХ КАМНЕЙ, ТАКИХ КАК АЛМАЗЫ | 2005 |
|
RU2357870C1 |
| СПОСОБ ФОРМИРОВАНИЯ ИДЕНТИФИКАЦИОННОЙ МЕТКИ ДЛЯ МАРКИРОВКИ ЦЕННЫХ ИЗДЕЛИЙ И ЦЕННОЕ ИЗДЕЛИЕ С ЕЕ ИСПОЛЬЗОВАНИЕМ | 2009 |
|
RU2427041C2 |
| Оптически проницаемая метка для маркировки драгоценных камней | 2019 |
|
RU2719611C1 |
Способ выполнения маркировки на алмазе, жемчуге, драгоценном и полудрагоценном камне. Для выполнения маркировки район на маркируемой поверхности облучается Ar-F - эксимерным лазером, выходной луч которого пропускается через маску, которая определяет маркирование. Знаки идентификации или безопасности могут наноситься. Тот же способ может использоваться для изготовления прочных и надежных экструзионных головок, имеющих неправильные поперечные сечения и поперечные сечения, которые изменяются с глубиной в материале. З с. и 7 з.п. ф-лы, 6 ил.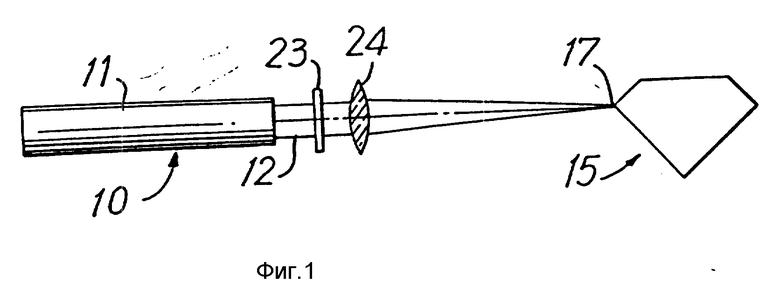
| US, патент, 4467172, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| US, патент, 4392476, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| US, патент, 4912298, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
