Изобретение относится к разработке оборудования для механической обработки взрывчатых веществ, в особенности к устройствам для измельчения трубчатых порохов.
Для измельчения 8резки9 трубчатых порохов в процессе их производства обычно используют дисковые или пластинчатые (гильотинного типа) ножи [1] Однако, такой процесс может быть реализован только применительно к порохам, находящимся в "размягченном" высокоэластическом или пластическом состоянии, при сравнительно небольших усилиях резания, исходя из малой жесткости рабочих органов (дисков, плоских ножей). Такие конструкции рабочих органов могут быть использованы для резки баллиститных трубчатых проходов при разогреве их до температур "размягчения", превышающих температуру стеклования (40oC60oC).
Для пироксилиновых порохов пластическое состояние достигается только в процессе их изготовления и обусловлено наличием в их составе (на начальных фазах) значительного количества легколетучего растворителя (спирто-эфирная смесь), который практически полностью удаляется на конечных фазах производства. При этом готовые пироксилиновые пороха являются высокопрочным стеклообразным термореактивным материалом, неспособным переходить в пластическое состояние при нагревании (вплоть до температуры самовоспламенения). Измельчение пироксилиновых порохов обычно осуществляется по механизму хрупкого разрушения, что не позволяет обеспечить получение элементов заданных размеров и формы. Учитывая повышенную чувствительность порохов к тепловым и механическим воздействиям, процесс измельчения обычно ведут в водной среде, что значительно повышает энергозатраты.
Измельчение трубчатых пироксилиновых порохов обычно проводят с помощью конических или дисковых мельниц или голландеров, в которых пороховые трубки измельчаются в зазоре между рабочими органами ротора и статора [1]
Использование мельниц ведет к высоким энергозатратам (100oC200 кВт/ч) и низкой производительности (порядка 150oC250 кг/ч).
Аналогичные трудности существуют и при измельчении трубчатых баллиститных порохов с помощью вышеуказанных устройств.
Создание высокопроизводительных резательных устройств для трубчатых порохов с низкими энергозатратами является особенно актуальной задачей в связи с решением проблемы утилизации трубчатых порохов в промышленные взрывчатые вещества (ПВВ). Как показали исследования, для получения ПВВ могут быть использованы все номенклатуры трубчатых пироксилиновых и баллиститных порохов после разрезки их на пороховые элементы длиной 5oC20 мм (при исходной длине трубок 120oC760 мм).
Известны устройства для резки трубок из полимерных материалов, например, автомат для мерной резки трубок из полимерного материала, содержащий корпус, кинематически связанные между собой посредством управляющих кулачков узел подачи трубок, нож для резки и механизм фиксации трубки [2] Однако этот автомат не может быть использован для резки трубчатых пироксилиновых порохов, которые по своему физическому состоянию позволяют только хрупкое разрушение трубки.
Известно также устройство для измельчения порохов, выполненное в виде резательного станка, состоящего из основания (станины), узла резки в виде стальной перфорированной ленты, узла подачи шнуров пороха в виде вращающихся валиков и привода [3] которое является ближайшим аналогом изобретения.
Этому аналогу присущи следующие недостатки:
малая жесткость рабочего органа узла резки (перфорированной ленты) не позволяющая осуществлять измельчение высокопрочных порохов, находящихся в стеклообразном состоянии;
узел подачи шнуров выполнен из условия поступления непрерывно выпрессовываемых шнуров и не может обеспечить подачу дискретных по длине порохов.
Технической задачей изобретения является создание установки для измельчения трубчатых баллистических и пироксилиновых порохов, позволяющей получать гранулы заданной формы и размера, обеспечивающей надежный и безопасный процесс измельчения с наименьшими энергозатратами.
Поставленная задача решается конструкцией установки для измельчения трубчатых порохов, содержащей станину, узел загрузки и узел резки с приводом, при этом узел загрузки выполнен в виде ленточного транспортера и пакета пластин, установленных друг относительно друга с зазором равным или превышающим диаметр пороховой трубки скрепленных между собой и со станиной стержнем, узел резки выполнен в виде двух установленных на станине горизонтальных валков, на боковых поверхностях которых нарезаны рифы треугольного профиля с углом при вершине 15oC90o, шагом нарезки 3oC20 мм и глубиной 3oC7 мм, при этом валки установлены так, что выступы и впадины являются зеркальным отражением друг друга, а дополнительной введенный узел орошения выполнен в виде расположенной в зоне загрузки валков порохом перфорированной трубы, параллельной их осям и связанной через насос с дополнительно введенным узлом приема пороха, снабженным перфорированной емкостью.
Горизонтальные валки выполнены в виде двух, установленных в одной горизонтальной плоскости, валков.
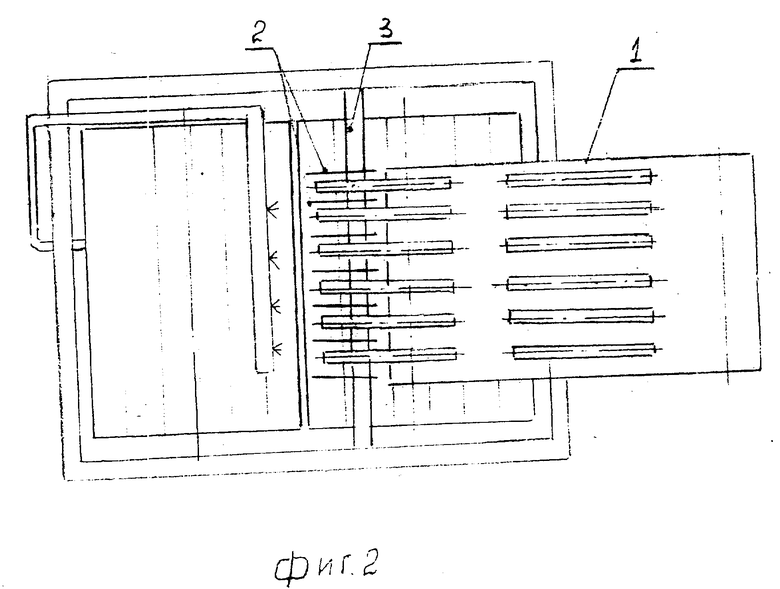
Конструкция установки поясняется чертежом, где на фиг. 1 представлена установка для измельчения трубчатых порохов согласно изобретению, а на фиг. 2 представлена проекция установки (вид сверху). Установка содержит узел загрузки, включающий ленточный транспортер 1 и пакет пластин 2, скрепленных между собой и со станиной 9 стержнем 3; узел резки в виде двух установленных на станине (11) горизонтальных валков 4 с нанесенными на их поверхности рифами 5 треугольного профиля с углом при вершине 15oC90o, шагом 3oC20 мм и глубиной 3oC7 мм; узел орошения в виде перфорированной трубы 6, установленной над валками параллельно их осям, и связанной через насос 7 с узлом приема пороха, снабженного перфорированной емкостью 8.
Установка работает следующим образом. Из емкости, например, металлического короба, пороховые трубки укладывают в продольном направлении в один слой на ленточный транспортер 1, который подает их в узел загрузки - пакет направляющих пластин 2, скрепленных стержнем 3, в котором пороховые трубки ориентируются в плоскости, перпендикулярной продольной оси валков 4. Под действием собственного веса трубки поступают в межвалковый зазор, где захватываются вращающимися навстречу друг другу валками 4. Процесс измельчения трубчатых порохов на валках осуществляется путем сжатия и хрупкого излома трубки в местах воздействия на нее сжимающих усилий со стороны кромок рифов 5. Длина порохового элемента, образующегося при измельчении трубки, равна шагу нарезки рифов. Гарантированный излом трубок в местах сжатия их кромками рифов валков достигается при условии, когда величина зазора между валками меньше или равна толщине перемычки (своду) измельчаемых трубчатых порохов. Выбранный диапазон зазоров 0oC10 мм, а также профиль рифов обеспечивают измельчение всех типов номенклатур пироксилиновых и баллиститных трубчатых порохов.
Производительность установки измельчения трубчатых порохов определяется диаметров валков, частотой их вращения, количеством одновременно загружаемых навалки трубок и их массой.
Обеспечение условий синхронного воздействия выступов рифов на трубку при вращении валков достигается за счет технологии нарезания рифов.
В процессе измельчения порохов для обеспечения безопасности производят их орошение водой или водо-масляной эмульсией с помощью перфорированной трубы 6. Измельченная пороховая трубка попадает в узел приема пороха, включающего сетчатку в виде корзины 8, обеспечивающей стекание водо-масляной эмульсии, которая с помощью насоса 7 подается в узел орошения трубу 6.
Испытания опытного образца установки показали, что при резке образуются гранулы требуемого качества, при этом уровень энергозатрат для пироксилиновых порохов на порядок ниже энергозатрат при измельчении их в мельницах. Измельчение баллиститных трубчатых порохов не требует предварительного нагрева трубчатых изделий, и поэтому проводится при энергозатратах на два порядка ниже, чем при традиционном способе грануляции (2 кВт•ч./т вместо 150oC200 кВтoCч. /т). Процесс измельчения является безопасным, высокопроизводительным, энергосберегающим (с замкнутым водооборотом) и экологически чистым.
По предварительным оценкам экономический эффект при использовании двух установок измельчения с годовым объемом выпуска порядка 10 тыс. т составляет около 15 млрд. руб.
Как второй вариант решения задачи создания установки для измельчения трубчатых баллиститных и пироксилиновых порохов, позволяющий получать гранулы заданной формы и размера, обеспечивающий надежный и безопасный процесс измельчения с низкими энергозатратами, разработана установка, содержащая узел загрузки, выполненный в виде ленточного транспортера, опорного стола и прижимных роликов с приводом, узел резки выполнен в виде двух установленных на станине вертикальных волков, на боковой поверхности которых нарезаны рифы треугольного профиля с углом при вершине 15oC90o шагом 3oC20 мм и глубиной 3oC7 мм, при этом валки установлены так, что выступы и впадины рифов являются зеркальным отражением друг друга, а дополнительно введенный узел орошения выполнен в виде расположенной в зоне загрузки валков порохом перфорированной трубы, параллельной их осям и связанной через насос с дополнительно введенным узлом приема пороха, снабженным перфорированной емкостью.
При этом валки выполнены в виде двух установленных на станине в одной вертикальной плоскости горизонтальных валков.
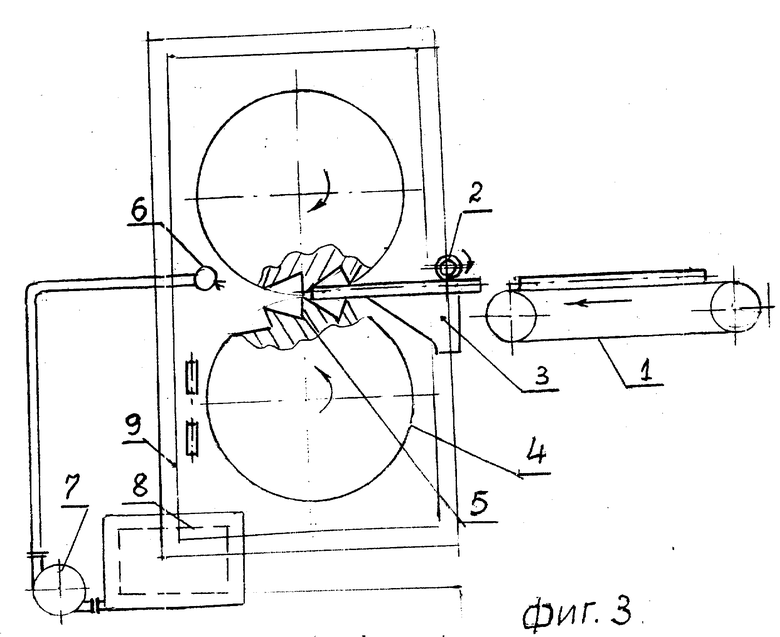
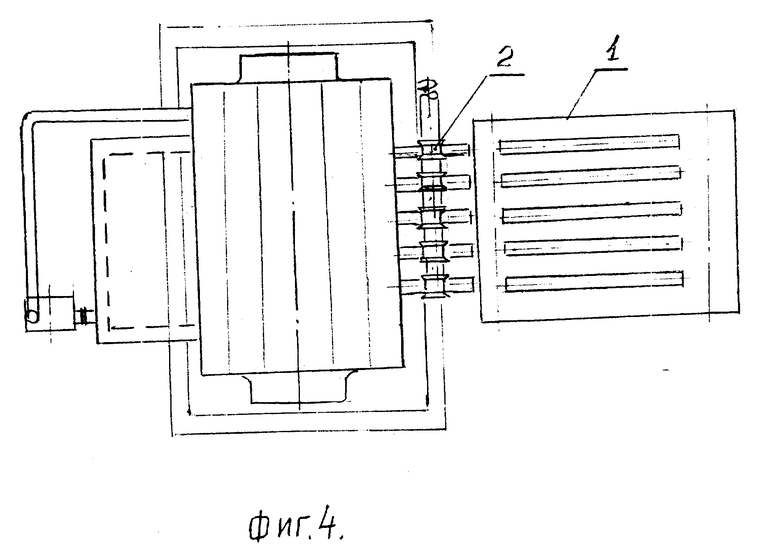
Конструкция установки поясняется чертежом, где на фиг. 3 представлена установка для измельчения трубчатых порохов согласно второму варианту изобретения, а на фиг. 4 представлена проекция установки (вид сверху). Установка содержит узел загрузки, включающий ленточный транспортер 1, прижимные ролики 2, опорный стол 3, узел резки в виде двух установленных на станине 9 вертикальных валков 4 с нанесенными на их боковые поверхности рифами 5, узел орошения в виде перфорированной трубы 6, насос 7 и узел приема пороха снабженного перфорированной емкостью 8.
Установка работает следующим образом, пороховые трубки из емкости для хранения укладывают в один слой в продольном направлении на ленточный транспортер 1, на сходе с которого трубки с помощью оснащенных приводом прижимных роликов 2 и опорного стола 3 поступают в межвалковый зазор, где захватываются вращающимися навстречу друг другу валками 4. Измельчение трубчатых порохов на валках осуществляется путем сжатия и хрупкого излома трубки в местах воздействия на нее сжимающих усилий со стороны кромок рифов 5. Длина порохового элемента, образующегося при измельчении трубки, равна шагу нарезки рифов.
Безопасность измельчения порохов обеспечивается орошением водой или водомасляной эмульсией с помощью перфорированной трубы 6. Измельченная пороховая трубка попадает в приемную перфорированную емкость 8, а избыток эмульсии насосом 7 подается в трубу 6.
Условия обеспечения гарантированного излома трубок, производительности установки аналогичны установке по первому варианту.
Испытания опытного образца установки по второму варианту полностью подтвердили данные, полученные на первой установке.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗМЕЛЬЧЕНИЯ ЗАРЯДОВ ИЗ БАЛЛИСТИТНЫХ ПОРОХОВ | 2000 |
|
RU2210728C2 |
| РОТОРНЫЙ СТАНОК РЕЗКИ ПОРОХОВЫХ ШНУРОВ | 2018 |
|
RU2692387C1 |
| ПОРОХОВОЙ ВЗРЫВЧАТЫЙ СОСТАВ | 1998 |
|
RU2122990C1 |
| УСТАНОВКА ИЗМЕЛЬЧЕНИЯ ЗАРЯДОВ ИЗ БАЛЛИСТИТНЫХ ПОРОХОВ И ТРТ | 2012 |
|
RU2500978C1 |
| ВЗРЫВЧАТОЕ ВЕЩЕСТВО | 1995 |
|
RU2103248C1 |
| ПОРОХОВОЙ ВЗРЫВЧАТЫЙ СОСТАВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2226522C2 |
| ПОРОХОВОЙ ВЗРЫВЧАТЫЙ СОСТАВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2130446C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ УТИЛИЗАЦИИ ПОРОХОВ И ТВЕРДЫХ РАКЕТНЫХ ТОПЛИВ (ВАРИАНТЫ) | 2001 |
|
RU2183605C1 |
| ПОРОХОВОЙ ВЗРЫВЧАТЫЙ СОСТАВ | 1995 |
|
RU2104260C1 |
| УСТАНОВКА ДЛЯ ИЗМЕЛЬЧЕНИЯ БАЛЛИСТИТНОГО ТРУБЧАТОГО ПОРОХА | 2007 |
|
RU2336258C1 |
Использование: механическая обработка взрывчатых веществ. Сущность изобретения: установка для измельчения трубчатых порохов содержит станину, узел загрузки и узел резки с приводом. Узел загрузки выполнен в виде ленточного транспортера и пакета пластин, установленных друг относительно друга с зазором, равным или превышающим диаметр пороховой трубки и скрепленных между собой и со станиной стержнем. Узел резки выполнен в виде двух установленных на станине горизонтальных валков, на поверхностях которых нарезаны рифы треугольного профиля с углом при вершине 15...90o, шагом нарезки 3...20 мм и глубиной 3...7 мм. Валки установлены так, что выступы и впадины рифов зеркально отражают друг друга. Дополнительно введенный узел орошения выполнен в виде расположенной в зоне загрузки валков порохом перфорированной трубы, параллельной их осям и связанной через насос с дополнительно введенным узлом приема пороха, снабженным перфорированной емкостью. Второй вариант установки отличается тем, что узел загрузки выполнен в виде ленточного транспортера, опорного стола и прижимных роликов с приводом, а валки узла резки установлены вертикально. 2 с.п. ф-лы, 4 ил.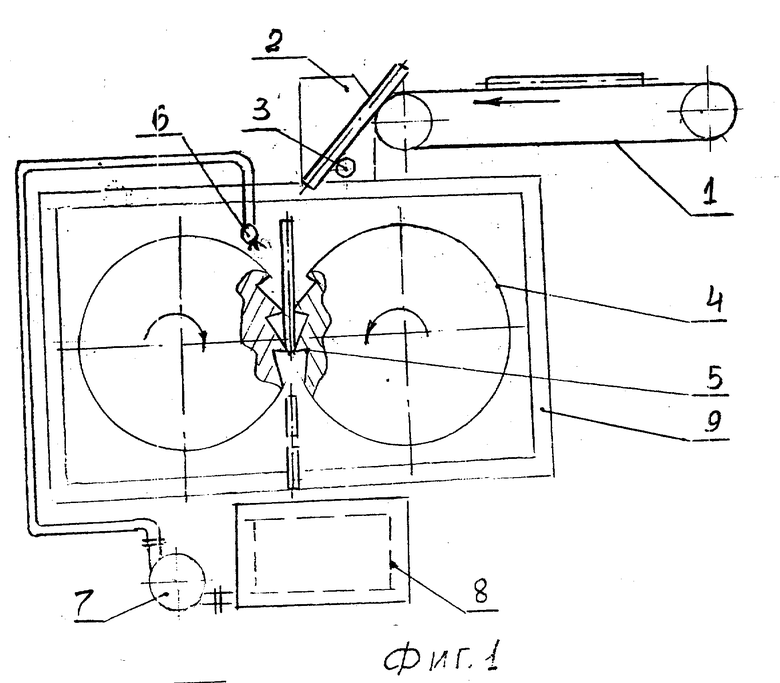
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Горст А.Г | |||
| Пороха и взрывчатые вещества | |||
| - М.: Оборонгиз, 1957, с | |||
| Способ приготовления строительного изолирующего материала | 1923 |
|
SU137A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 1653993, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Будников М.А | |||
| и др | |||
| Взрывчатые вещества и пороха | |||
| - М.: Оборонпромгиз, 1955, с | |||
| Держатель для поленьев при винтовом колуне | 1920 |
|
SU305A1 |

