Изобретения относится к обработке материалов (резке, зачистке) с помощью газового пламени, конкретно, к конструкции устройства для такой обработки (ручная газовая горелка, ручной газовый резак) и к способам их изготовления.
Известны конструкции ручных резаков для газопламенной обработки материалов, в которых имеется корпус, соединенный с газоподводящими трубками (одна для кислорода и одна для горючего газа), вмонтированные в корпус регулировочные вентили для перекрытия газоподводящих трубок, отходящие от корпуса газоподающие трубки, посредством которых корпус связан с мундштуком, а также рукоятка, охватывающая газоподводящие трубки за пределами корпуса [1].
Способ изготовления такого резака включает в себя изготовление полого корпуса, через который проходят газоподводящие трубки и в котором выполняют резьбовые каналы для установки в них регулировочных вентилей, при этом газоподводящие трубки впаивают в полый корпус и затем охватывают их за пределами корпуса специальной рукояткой, выполненной, например, из пластмассы [1] .
К недостаткам известной конструкции резака и способа его изготовления следует отнести нетехнологичность, поскольку при сборке используется операция пайки, требующая наличия специального производственного участка и сама по себе малопроизводительная. Сама конструкция корпуса также малотехнологична и сложна в изготовлении, как и всякое литье фасонных полых изделий. Дополнительный элемент конструкции - рукоятка - также требует специального технологического оборудования для своего изготовления (пресс-формы и пр.), а при сборке возникает дополнительная операция монтажа рукоятки на газоподводящие трубки.
Наиболее близким аналогом изобретения в части устройства является конструкция ручного газового резака [2]. Этот резак включает в себя корпус с системой каналов, в числе которых два параллельных газоподводящих канала, регулировочные вентили, вмонтированные в корпус для перекрытия газоподводящих каналов, отходящие от корпуса газоподающие трубки, посредством которых корпус связан с мундштуком.
Способ изготовления такого резака [2] включает в себя изготовление корпуса с каналами в нем, нарезку в каналах резьбы и сборку всех элементов устройства.
По сравнению с предыдущим аналогом эта конструкция более технологичная, так как корпус представляет собой цельную отливку, и газоподводящие каналы выполнены непосредственно в теле корпуса, т.е. отсутствуют специальные газоподводящие трубки. Тем самым отпадает операция пайки этих трубок к корпусу. Важной особенностью корпуса является также то, что литой корпус одновременно выполняет функцию рукоятки.
В способе изготовления также достигнуто известное упрощение, поскольку нет необходимости в изготовлении специальной рукоятки и отпала, как уже упомянуто, операция пайки.
Тем не менее проблемы, связанные со сравнительно сложным литьем фасонного корпуса с системой внутренних каналов в нем, остаются. Литейная технология, корме того, неэкологична. При выполнении газоподводящих каналов в уже отличном корпусе альтернативно с помощью механической обработки требуется глубокое сверление относительно небольших по диаметру отверстий, что, как известно, представляет заметные технологические трудности. Использование литого корпуса в качестве рукоятки требует дополнительной обработки его поверхности (зачистки, покраски). Таким образом, и эта конструкция и способ ее изготовления должны быть признаны недостаточно технологичными и производительными.
Задачей изобретений является создание такой конструкции ручного устройства для газопламенной обработки материалов и такого способа его изготовления, которые характеризовались бы повышенной технологичностью и производительностью при изготовлении.
Указанная задача решена тем, что в ручном устройстве для газопламенной обработки материалов, содержащем корпус с системой каналов, в числе которых два параллельных газоподводящих канала, вмонтированные в корпус регулировочные вентили для перекрытия газоподводящих каналов, отходящие от корпуса газоподающие трубки, посредством которых корпус связан с мундштуком, согласно изобретению корпус выполнен составным, из двух частей, одна из которых, выполняющая также и функцию рукоятки, содержит газоподводящие каналы, а другая - регулировочные вентили, при этом по меньшей мере одна часть корпуса выполнена в виде отрезка профиля постоянного по длине сечения, ось которого перпендикулярна осям газоподводящих каналов.
Кроме того, части корпуса связаны между собой разъемным соединением.
Кроме того, профиль части корпуса, содержащей регулировочные вентили, выполнен с фасонным поперечным сечением.
Кроме того, часть корпуса, содержащая газоподводящие накалы, выполнены в виде двух трубок, соединенных перемычкой.
Кроме того, разъемное соединение частей корпуса выполнено в виде резьбовой втулки с двумя участками противонаправленной наружной резьбы, между которыми установлено уплотнительное кольцо, при этом втулка ввинчена в один из газоподводящих каналов.
Указанная задача решена также тем, что в способе изготовления ручного устройства для газопламенной обработки материалов, включающем изготовление корпуса с каналом в нем, нарезку по меньшей мере в части каналов резьбы и сборку всех элементов устройства, согласно изобретению корпус изготавливают из двух частей, каждую обработкой давлением в виде своего профиля постоянного по длине сечения, с последующей порезкой профилей на мерные длины, причем ось одного профиля после сборки перпендикулярна оси другого профиля, первый профиль катают или прессуют и часть каналов сверлят в нем до порезки на мерные длины, а другой прессуют сразу с каналами.
Кроме того, сборку частей корпуса производят с помощью разъемного резьбового соединения.
Такая конструкция устройства и такой способ его изготовления позволяют упразднить при изготовлении корпуса операцию литья со всеми присущими этой операции и указанными выше недостатками. Части корпуса изготавливают согласно изобретению высокопроизводительным методом обработки давлением (в виде прокатного или цельнотянутого профиля), на действующем оборудовании, на стороне. Производительности при такой технологии неизмеримо выше производительности литья, при этом газоподводящие каналы могут быть получены непосредственно в процессе изготовления профиля любой требуемой длины, т.е. исключается последующее глубокое сверление. Поверхность корпуса получается достаточно чистой для того, чтобы не требовалось ее дальнейшей обработки на той части, которая выполняет также функцию рукоятки. Материал корпуса (латунь, дюралюминий) хорошо обрабатывается давлением. Сборка частей корпуса элементарно проста и может производиться даже без сборочного инструмента. Форма той части корпуса, которая служит рукояткой, удобна для обхвата ее рукой и надежного удержания (форма "восьмерки" в поперечном сечении), вместе с тем такая форма удовлетворяет функциональной необходимости размещения в этой части корпуса двух параллельных газоподводящих каналов. Резка профилей на мерные длины не представляет никаких трудностей и производится на производительном отрезном станке с числовым программным управлением (ЧПУ). Взаимное расположение осей профилей диктуется конструкцией и будет пояснено ниже, при описании конкретного выполнения устройства.
Таким образом, конструкция устройства и способ его изготовления согласно изобретению характеризуются высокой технологичностью и производительностью. Сравнительно дешевые цельнотянутые или катаные профили заказываются на стороне, а при непосредственном изготовлении устройства на долю изготовителя остаются сравнительно простые станочные операции сверления неглубоких каналов под установку вентилей и нарезки в этих каналах монтажной резьбы (что делается при изготовлении и всех известных таких устройств), а также и легкой окончательной сборки всех элементов устройства.
Изобретение ниже поясняется конкретным примером его выполнения, со ссылками на прилагаемые чертежи, на которых
фиг. 1 показывает общий вид газовой ручной горелки;
фиг. 2 - общий вид газового ручного резака;
фиг. 3 - разрез А - А на фиг. 1 или 2;
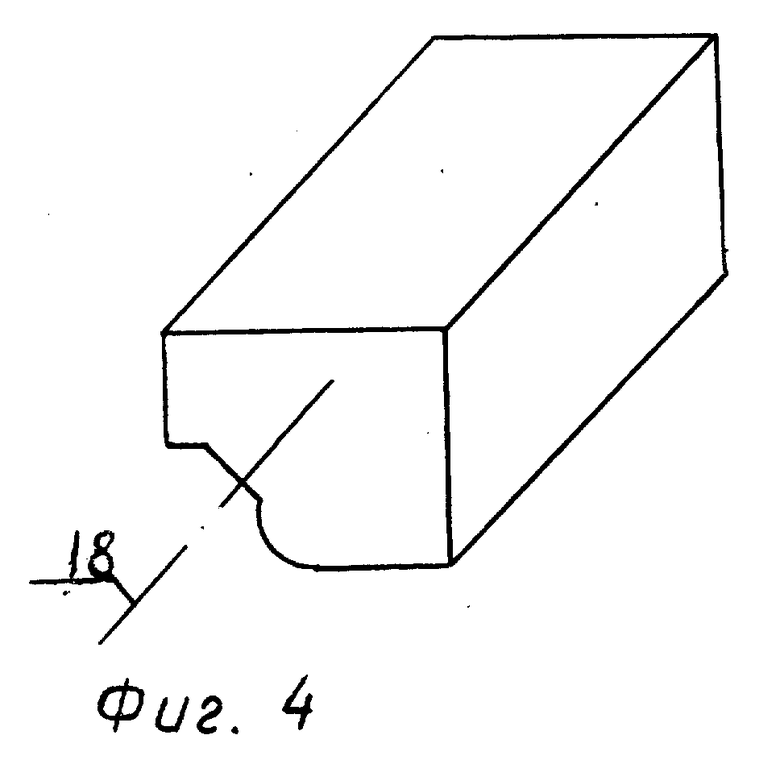
фиг. 4 - конфигурацию профильной заготовки той части корпуса горелки, на которой монтируются вентили;
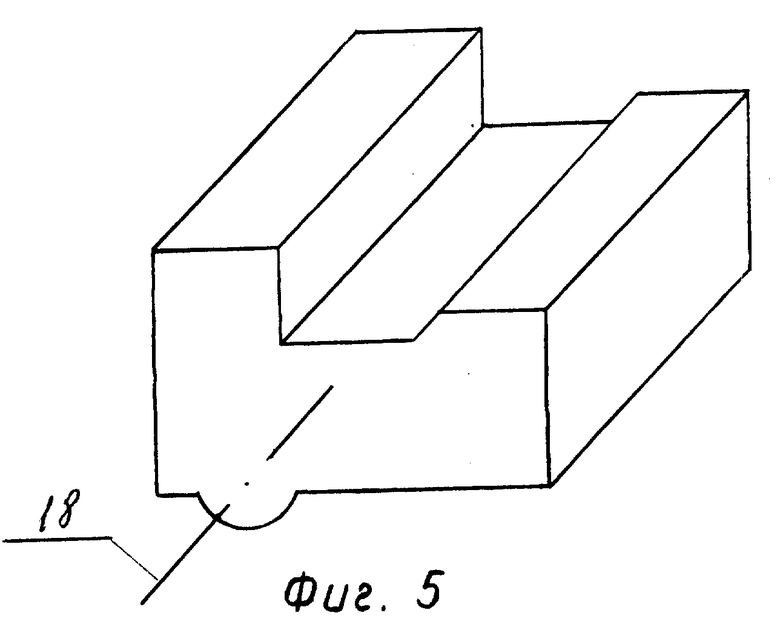
фиг. 5 - то же, что и фиг. 4, но для конструкции резака;
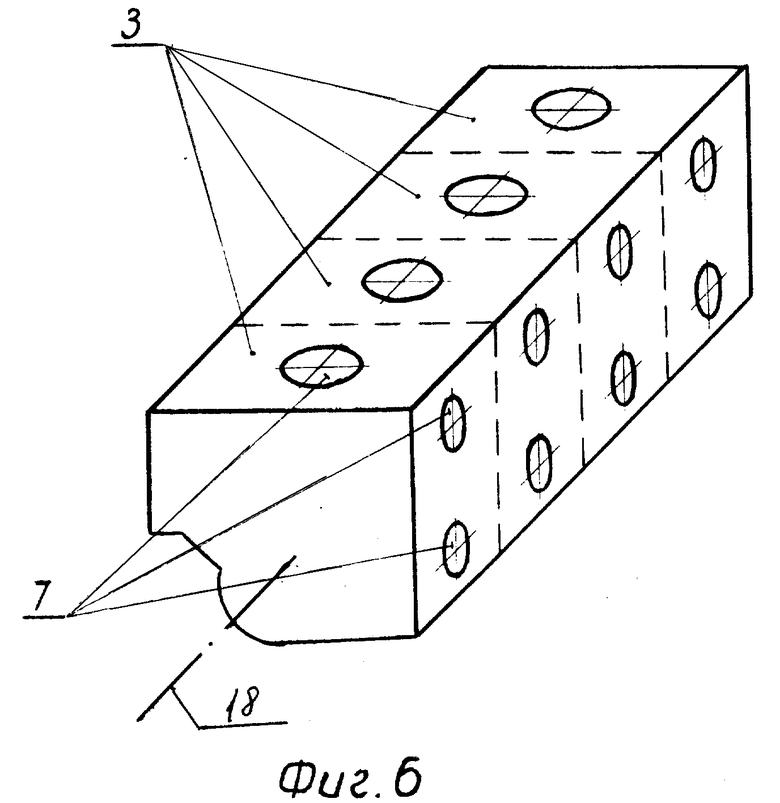
фиг. 6 - заготовку части корпуса горелки согласно фиг. 4, но после сверления в ней каналов;
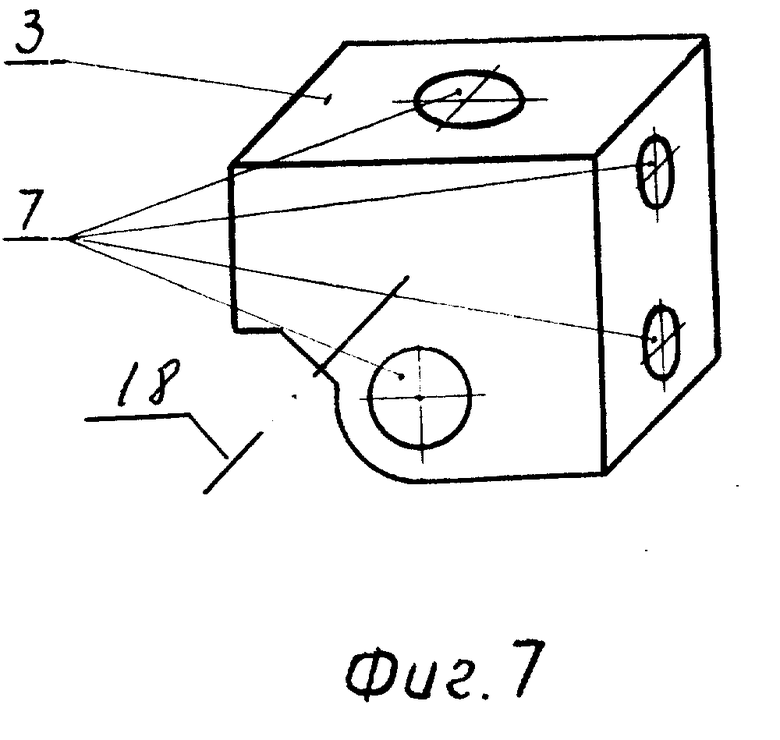
фиг. 7 - ту же заготовку части корпуса, что и фиг. 6, но после разрезки ее на готовые части корпуса и сверления в каждой части еще одного отверстия под вентиль в направлении оси заготовки;
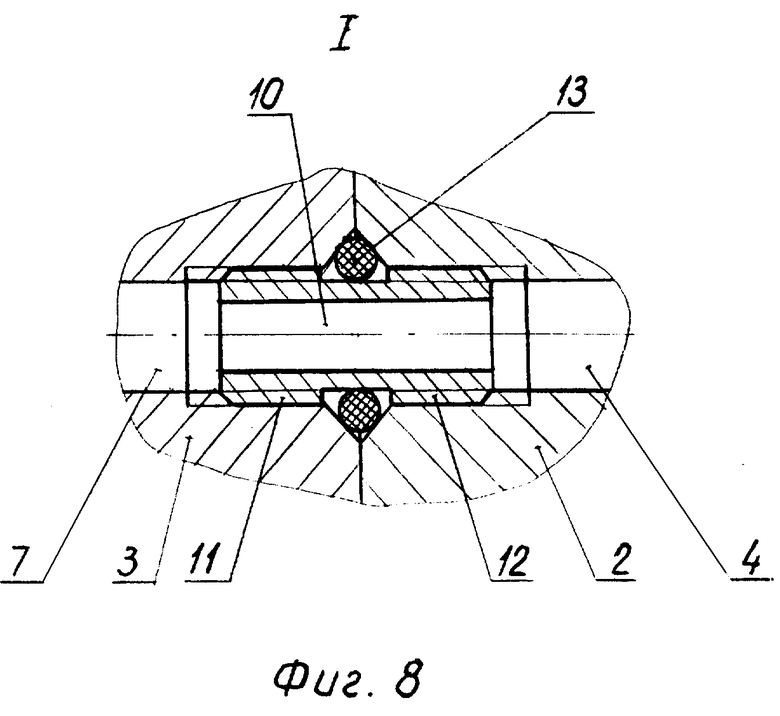
фиг. 8 - узел I на фиг. 1 или 2;
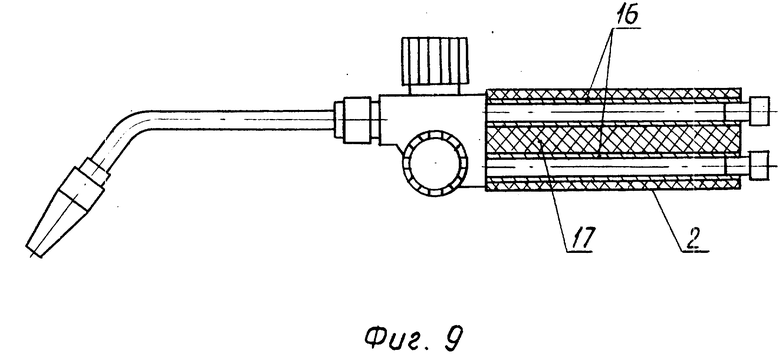
фиг. 9 - газовую горелку с вариантом выполнения части корпуса в виде двух трубок, охваченных рукояткой.
Устройство для газопламенной обработки материалов (фиг. 1 или 2) содержит корпус 1, состоящий из двух скрепленных между собой частей 2 и 3. Часть 2 корпуса 2 выполнена в виде двух трубок с газоподводящими каналами 4, соединенных перемычкой 5 (имеет в сечении профиль "восьмерки", фиг. 3). Эта часть корпуса является и рукояткой устройства. Газоподводящие каналы 4 на своих открытых концах имеют резьбу для подсоединения штуцеров 6, соединяющих газоподводящие каналы 4 с источником подачи газовых компонентов. Часть 3 корпуса 1 имеет фасонную форму (фиг. 4 или 5) и в ней выполнены каналы 7 с резьбой, там, где это требуется, для присоединения другой части 2 корпуса, а также регулировочных вентилей 8 и газоподающих трубок 9. (На фиг. 1 показана ручная газовая горелка с одной газоподающей трубкой 9, а на фиг. 2 показан ручной газовый резак с двумя газоподающими трубками 9, из которых одна служит для подачи кислорода). В конструкции резака по фиг. 2 предусмотрен дополнительный вентиль 8 для регулировки подачи кислорода. Таким образом, в корпусе может быть два или три вентиля, в зависимости от назначения устройства. Между собой части 2 и 3 корпуса 1 соединены при помощи резьбовой втулки 10 с двумя участками 11 и 12 противонаправленной резьбы, между которыми установлено уплотнительное кольцо 13. На втулку 10 навинчен своей внутренней резьбой один из газоподводящих каналов 4, торец же стенок второго канала 4 свободно упирается после завинчивания в часть 2 корпуса через уплотнительную прокладку (не показана). При этом оба газоподводящих канала 4 соосны продолжающим их входным каналам в части 3 корпуса, что для одного канала обеспечивается упомянутой резьбовой втулкой 10, а для другого канала - взаимной фиксацией (угловой) обеих частей 2 и 3 корпуса в нужном положении, которое достигается благодаря упругости упомянутой уплотнительной прокладки между ними. Фиксация может обеспечиваться различными средствами (не показано), например, с помощью второй гладкой втулки или с помощью клея. Газоподающие трубки 9 входят своими свободными концами в мундштук 14. Для фиксации газоподающих трубок 9 на корпусе применены контргайки 15.
В варианте выполнения корпуса на фиг. 9 часть 2 корпуса выполнена сборной, в виде двух трубок 16 с газоподводяющими каналами, охваченными рукояткой 17.
На чертежах, фиг. 4-7, ось профиля, из которого выполнена часть 3 корпуса, обозначена позицией 18.
Устройство работает следующим образом.
Рабочие газовые компоненты подаются через штуцеры 6 в газоподводящие каналы 4, которые переходят в соосные им входные каналы в части 3 корпуса 1, перекрытые регулировочными вентилями 8. При открывании вентилей 8 на установленный расход компонентов газа последние смешиваются в выходном канале части 3 корпуса 1 и поступают в газоподающие трубки 9 и затем в мундштук 14. На выходе из мундштука 14 газовая смесь с помощью любого запального средства поджигается, после чего производится обработка пламенем материала. При этом рабочий держит горелку (резак) за рукоятку, т.е. за часть 2 корпуса 1. При перекрытии вентилей подача газовых компонентов к мундштуку 14 прекращается, и пламя гаснет.
Способ изготовления ручного устройства для газопламенной обработки материалов осуществляется следующим образом.
Части 2 и 3 корпуса 1 изготавливаются отдельно, на стороне, вначале в виде заготовки, получаемой прессованием или (часть 3) прокаткой, т.е. высокопроизводительным методом обработки давлением, в форме цельнотянутых или катаных профилей постоянного по длине сечения. При этом профиль части 2 корпуса имеет форму "восьмерки" с готовыми газоподводящими каналами и перемычкой 5 между ними (фиг. 3), а профиль части 3 корпуса имеет фасонную форму (фиг. 4 или 5). Профиль по фиг. 4 предназначен для газовой горелки с двумя вентилями 8, а профиль по фиг. 5 предназначен для газового резака с тремя вентилями. В процессе производства профили режутся на промежуточные, кратные мерным, длины и в таком виде поставляются заказчику, изготовителю устройства. На месте профили дополнительно обрабатывают следующим образом. Профили по фиг. 3 режут на станке с числовым программным управлением на мерные длины, после чего в газоподводящих каналах 4 профиля по фиг. 3, полученных непосредственно в процессе изготовления профиля обработкой давлением, нарезают на выходе из каналов, там, где это требуется, монтажную внутреннюю резьбу. В профилях по фиг. 4 или 5 сверлят внутренние каналы 7 для установки в них регулировочных вентилей 8 и для присоединения в последующем этой части 3 корпуса к части 2. Затем в этих каналах, там, где это требуется, нарезают монтажную резьбу. После чего профили режут на мерные длины (фиг. 7) и в них сверлят дополнительные боковые отверстия для второго или же второго и третьего вентиля. Затем в этих отверстиях также нарезают резьбу.
Мерная длина части 3 корпуса и толщина части 2 корпуса близки по величине, так что при сборке корпуса, когда профиль части 2 корпуса стыкуется своим торцом с боковой частью профиля части 3, при взаимно перпендикулярном расположении осей этих частей, размеры стыкуемых граней приблизительно соответствуют друг другу.
Далее части 2 и 3 корпуса 1 соединяют при помощи резьбовой втулки 10. При этом, как уже сказано, продольные оси профилей располагаются перпендикулярно друг другу. Втулка 10 вначале ввинчивается, например, в резьбовой входной канал в части 3 корпуса 1 до упора, а затем на нее навинчивается своей внутренней резьбой один из газоподводящих каналов 4 части 2 корпуса 1, также до упора частей друг в друга. Благодаря наличию упругой прокладки между частями корпуса поворот части 2 вокруг оси того канала 4, который навинчен на втулку 10, может быть осуществлен до положения, когда торец части 2 целиком, всей своей поверхностью, упирается в боковую прямоугольную грань части 3, располагаясь на этой грани в симметричном относительно нее положении (фиг. 1 или фиг. 2). В этом положении, т.е. при совпадении осей обоих входных каналов в части 3 корпуса с осями соответствующих газоподводящих каналов 4 в части 2 корпуса, части 2 и 3 корпуса фиксируются друг относительно друга, например, с помощью гладкой втулки, вставляемой во второй газоподводящий канал 4 и в соответствующий ему входной канал части 3 корпуса.
После сборки корпуса 1 производится окончательная сборка всего устройства. Для этого в свободные, открытые концы газоподводящих каналов 4 ввинчиваются штуцера 6, в часть 3 корпуса 1 ввинчиваются регулировочные вентили 8, а со стороны, противоположной газоподводящим каналам 4, в часть 3 корпуса ввинчивается газоподающие трубки 9, на свободном конце которых монтируется мундштук 14. Вентили закрываются, после чего устройство готово к работе.
Технический результат, даваемый изобретениями, заключается в исключении нетехнологичных и неэкологичных процессов литья при изготовлении, создании взамен высокопроизводительной и простой технологии изготовления элементов устройства и его сборки, удобстве эксплуатации и ремонта. Опытный экземпляр устройства изготовлен по описанной технологии и показал свою высокую эффективность в работе при низкой себестоимости и высокой технологичности в изготовлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| РУЧНОЕ УСТРОЙСТВО ДЛЯ ГАЗОПЛАМЕННОЙ ОБРАБОТКИ МАТЕРИАЛОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2126116C1 |
| РУЧНОЕ ГАЗОПЛАМЕННОЕ УСТРОЙСТВО (ВАРИАНТЫ) | 2010 |
|
RU2458285C2 |
| РЕЗАК ДЛЯ РУЧНОЙ ГАЗОКИСЛОРОДНОЙ РЕЗКИ МЕТАЛЛОВ | 1992 |
|
RU2041423C1 |
| ГОРЕЛКА ДЛЯ ГАЗОПЛАМЕННОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1993 |
|
RU2076790C1 |
| ГАЗОВАЯ ГОРЕЛКА | 1994 |
|
RU2069816C1 |
| ГАЗОКИСЛОРОДНЫЙ РЕЗАК | 2004 |
|
RU2278326C1 |
| УСТРОЙСТВО ДЛЯ ГАЗОПЛАМЕННОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2002 |
|
RU2214895C1 |
| СМЕННАЯ НАСАДКА К УСТРОЙСТВУ ДЛЯ ГАЗОПЛАМЕННОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2002 |
|
RU2215623C1 |
| Устройство для газопламенной обработки материалов | 2016 |
|
RU2716913C2 |
| ГАЗОКИСЛОРОДНЫЙ РЕЗАК | 1993 |
|
RU2110377C1 |


Изобретение относится к газопламенной обработке материалов, конкретно, к конструкциям газовых резаков и горелок и технологии их изготовления. Корпус газового резака или горелки содержит систему каналов, в том числе два параллельных газоподводящих канала. В корпус ввинчены регулировочные вентили для перекрытия газоподводящих каналов. Корпус выполнен составным, из двух частей, одна из которых, выполняющая также функцию рукоятки, содержит газоподводящие каналы, а другая - регулировочные вентили. По меньшей мере одна часть корпуса выполнена в виде отрезка профиля постоянного по длине сечения, а ее ось перпендикулярна осям газоподводящих каналов. Части корпуса связаны между собой разъемным соединением, например, в виде резьбовой втулки. Части корпуса изготавливают обработкой давлением с последующей резкой на мерные длины. 6 з.п.ф-лы, 9 ил.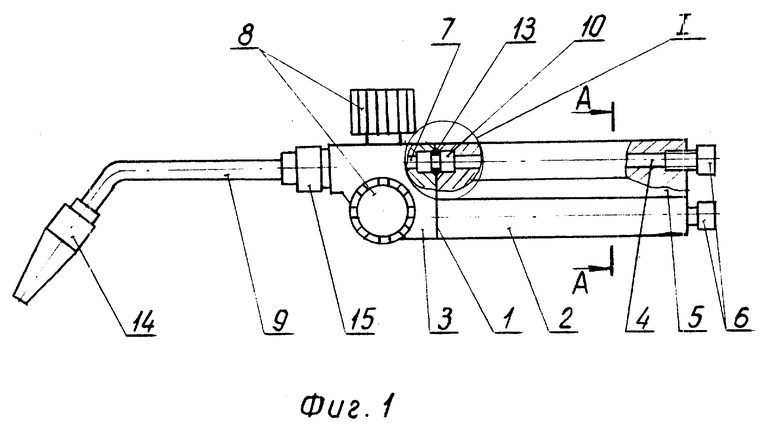
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 632882, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Fr, заявка, 2665748, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
