Изобретение относится к машиностроению и может быть использовано в цепных передачах строительных, дорожных, сельскохозяйственных и т.п. машин. Звездочка большого диаметра имеет размеры зубчатого венца, исключающие помещение его в устройство термической обработки для проведения последующей закалки с целью повышения твердости поверхностного слоя зубьев венца.
Известна звездочка большого диаметра цепной передачи, состоящая из ступицы с ободом и зубчатого венца, скрепленных болтовым соединением [1].
Недостатком звездочки является низкая долговечность и высокая стоимость изготовления. Низкая долговечность звездочки большого диаметра обусловлена низкой твердостью слоя материала зубьев венца. Это связано с тем, что зубчатый венец такой звездочки невозможно поместить в устройство термической обработки из-за ограниченного размера этого устройства. Поэтому обработку зубчатого венца звездочки большого диаметра в устройстве термической обработки не проводят, что является причиной низкой долговечности звездочки. Термическую обработку зубчатого венца такой звездочки иногда проводят с помощью специально изготовленного для такой звездочки индивидуального индуктора, что ведет к значительному повышению стоимости изготовления звездочки.
Наиболее близкой по технической сущности является звездочка [2], содержащая диск (ступицу с ободом - обозначение авторов), закрепленные на его периферии зубчатые сегменты (зубчатые секторы - обозначение авторов), каждый из зубчатых сегментов (зубчатых секторов) имеет пазы, выполненные на его боковых поверхностях для размещения клиновых упоров между смежными зубчатыми сегментами (зубчатыми секторами) и пару выступов, размещенных на другой части торца зубчатого сегмента (зубчатого сектора) для сопряжения с цилиндрической поверхностью диска (обода).
Недостатком известной звездочки является то, что она предназначена для однорядной цепной передачи. Это значительно сужает область применения звездочки. Недостатком известной звездочки является также сложность сборки зубчатых сегментов на диске (зубчатых секторов на ободе), которую осуществляют с помощью кондуктора, специально изготовленного для данного типоразмера. Эту сборку можно осуществить в условиях только машиностроительного завода.
Недостатком известной звездочки является также то, что зубчатые секторы звездочки большого диаметра имеют размеры, исключающие помещение их в устройство термической обработки для повышения твердости поверхностного слоя зубьев сегмента (зубчатого сектора). Это приводит к низкой долговечности. Термическую обработку материала таких сегментов (зубчатых секторов) проводят с помощью индивидуального индуктора, что ведет к значительному повышению стоимости изготовления звездочки.
Цель изобретения - расширение области применения путем создания звездочки большого диаметра для однорядной или многорядной цепной передачи, повышение ее долговечности, снижение стоимости изготовления.
Цель достигается тем, что звездочка, содержащая обод и зубчатый венец, выполненный в виде зубчатых секторов, снабжена дополнительными ободами и дополнительными зубчатыми венцами, зубчатые секторы венцов образованы плоскостями разъема, расположенными радиально и имеющими между собой равные центральные углы, и со стороны оси вращения звездочки ограничены опорными плоскостями, расположенными перпендикулярно их оси симметрии, размеры зубчатых секторов позволяют помещать каждый зубчатый сектор в устройство термической обработки, обод или ободы содержат опорные плоскости для помещения на них опорных плоскостей зубчатых секторов, в каждом зубчатом секторе, а также в ободе или ободах выполнены отверстия для скрепления их болтами.
Снабжение звездочки, содержащей обод и зубчатый венец, выполненный в виде зубчатых секторов, дополнительными ободами и дополнительными зубчатыми венцами позволяет создать долговечную звездочку большого диаметра (практически любого диаметра) как для однорядной, так и для многорядной цепной передачи (без ограничения числа рядов цепи). Следует отметить, что создание таких звездочек не ограничивается отсутствием больших зуборезных станков: зубчатые сектора можно изготавливать на фрезерных станках с ЧПУ, благодаря чему расширяется область применения цепной передачи.
Образование зубчатых секторов плоскостями разъема, расположенными радиально и имеющими между собой равные центральные углы и ограничение их со стороны оси вращения звездочки опорными плоскостями, расположенными перпендикулярно их оси симметрии позволяет создавать звездочку, симметричную относительно оси вращения, благодаря чему устраняется дисбаланс звездочки, ведущий к ее разрушению.
Помещение каждого зубчатого сектора, имеющего размеры, позволяющие помещать его в устройство термической обработки, позволяет значительно повысить твердость поверхностного слоя зубьев зубчатого сектора и, таким образом, повысить долговечность звездочки и снизить стоимость изготовления.
Помещение опорных плоскостей зубчатых секторов на опорные плоскости обода или ободов, выполнение в каждом зубчатом секторе, а также в ободе или ободах отверстий для скрепления их болтами позволяет передавать крутящий момент от звездочки к валу цепной передачи, избегая передачу крутящего момента через болты, соединяющие зубчатые секторы и обод или ободы. Кроме того, обеспечивается соединение зубчатых секторов и обода или ободов. Благодаря этому обеспечивается долговечность звездочки.
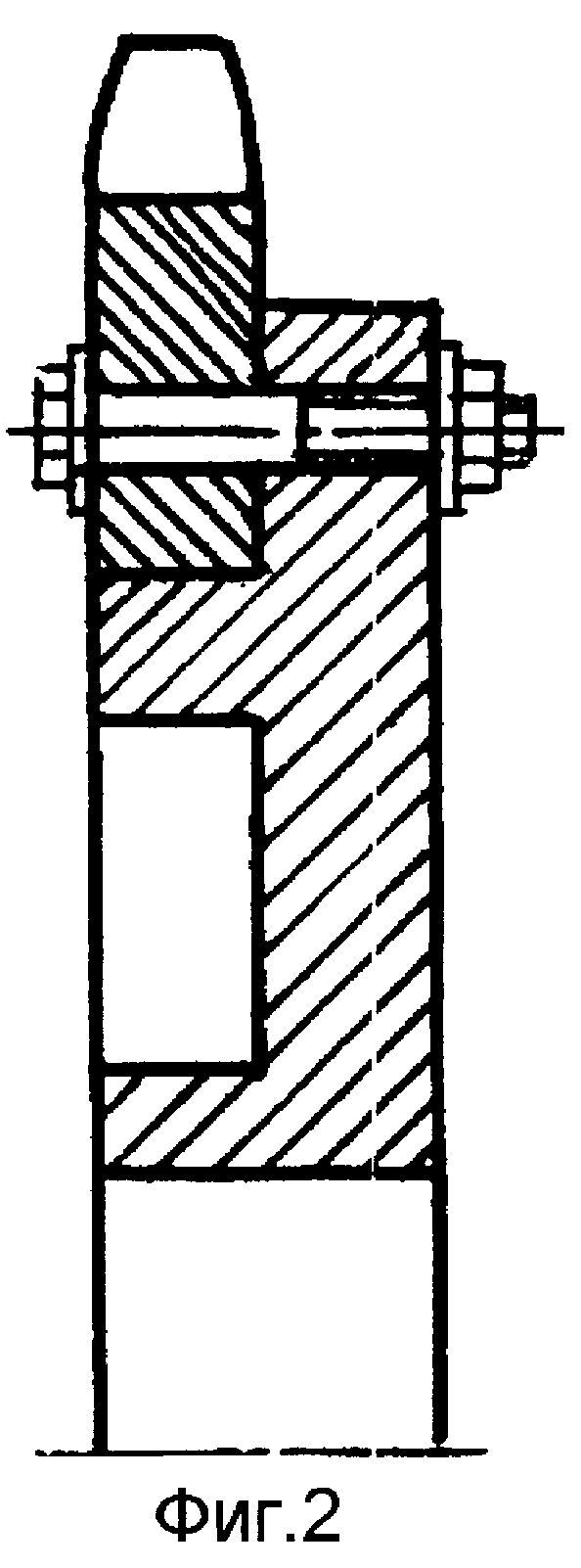
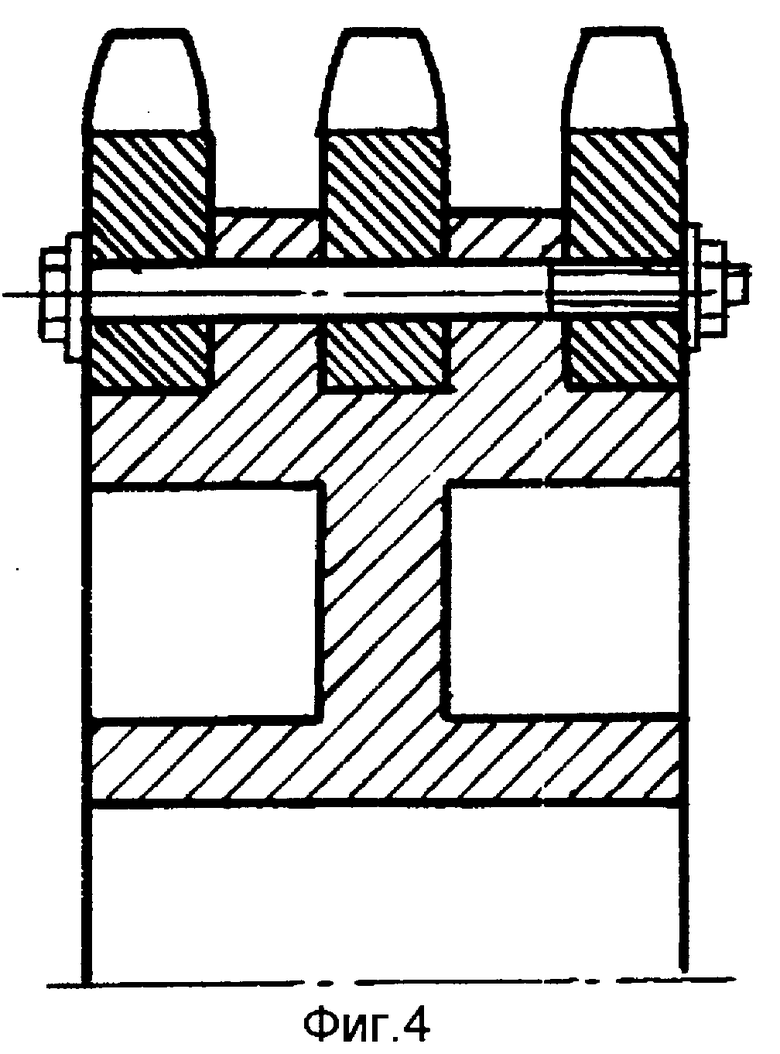
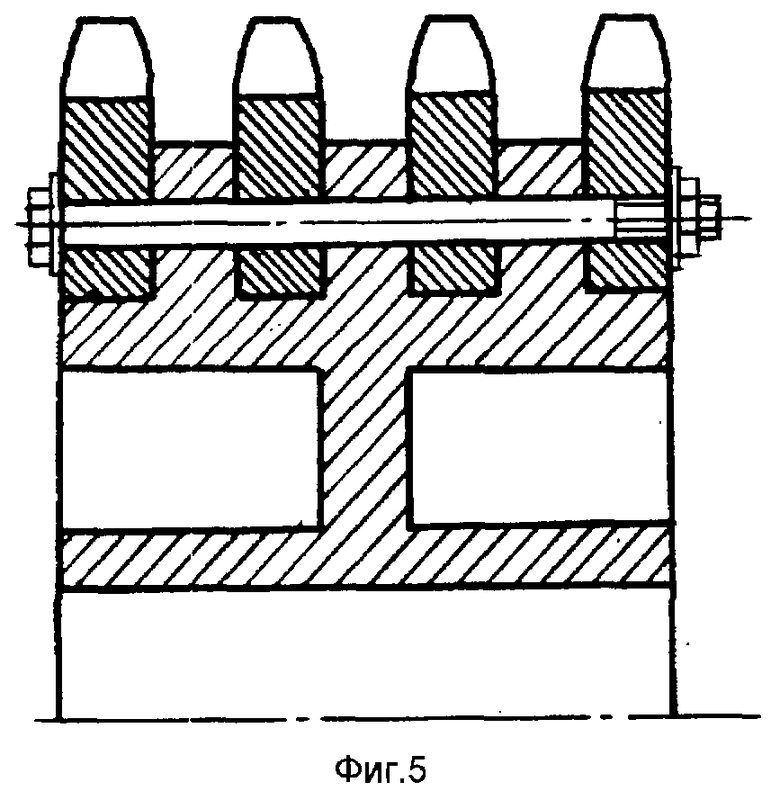
На фиг. 1 изображена звездочка большого диаметра, общий вид, ББВВ - зубчатый сектор (размер), в звездочке - несколько зубчатых секторов; БВ - опорная плоскость зубчатого сектора, имеющаяся в каждом зубчатом секторе, и сопряженная с опорной плоскостью обода или ободов; ББ, ВВ - плоскости разъема зубчатого сектора, расположенные радиально. Плоскости разъема имеются в каждом зубчатом секторе. Причем центральные углы между разъемами зубчатых секторов равны между собой; ГГ - след плоскости симметрии зубчатого сектора, перпендикулярного опорной плоскости. В каждом зубчатом секторе имеется плоскость симметрии; на фиг. 2 - разрез А-А на фиг. 1, однорядная звездочка; на фиг. 3 - разрез А-А на фиг. 1, двухрядная звездочка; на фиг. 4 - разрез А-А на фиг. 1, трехрядная звездочка; на фиг. 5 - разрез А-А на фиг. 1, четырехрядная звездочка; и т.д.
На фиг. 2, 3, 4 и 5 и т.д. 6 - обод, 7 - зубчатый сектор, 8 - опорная плоскость зубчатого сектора, 9 - опорная плоскость обода. Скрепление зубчатых секторов осуществляется болтами 10.
Сборку звездочки (ведущей или ведомой) большого диаметра осуществляют следующим образом (фиг. 3). На опорные плоскости 9 обода 6 помещают опорные плоскости БВ (фиг. 1) зубчатых секторов ББВВ. При этом совмещают отверстия зубчатого сектора с отверстиями в ободе или ободах. После чего в совмещенные отверстия устанавливают болты 10, которые закрепляют гайками. Собранную звездочку помещают на вал и устанавливают цепь передачи.
При необходимости проведения ремонтных работ с целью замены зубчатого сектора новым из добавочного комплекта зубчатых секторов цепную передачу устанавливают таким образом, чтобы заменяемый зубчатый сектор вышел из зацепления с цепью передачи. Снимают болты 10, заменяют вышедший из строя зубчатый сектор, устанавливают болты 10 и закрепляют их гайками. Цепная передача готова к работе.
Источники информации
1.Анурьев В.И. Справочник машиностроителя-конструктора. Т. 2. -М.: Машиностроение, 1979, с. 425.
SU, авторское свидетельство, N 1453111, кл. F 16 H 55/30, 1989.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГРАНУЛИРОВАНИЯ КОРМОВ | 1995 |
|
RU2129814C1 |
| УСТРОЙСТВО ДЛЯ ГРАНУЛИРОВАНИЯ КОРМОВ | 1996 |
|
RU2115350C1 |
| УСТРОЙСТВО ДЛЯ ЭКСТРУДИРОВАНИЯ И КОНДИЦИОНИРОВАНИЯ КОМБИКОРМА И ЗЕРНА | 1995 |
|
RU2078523C1 |
| МАТРИЦА ДЛЯ ГРАНУЛИРОВАНИЯ КОРМОВ | 1995 |
|
RU2093008C1 |
| УСТРОЙСТВО ДЛЯ ГРАНУЛИРОВАНИЯ КОРМОВ | 1992 |
|
RU2079266C1 |
| Зубчатый элемент привода азимутального наведения | 1983 |
|
SU1126750A2 |
| Способ работы нагнетающего насоса маслоагрегата газотурбинного двигателя (ГТД) и нагнетающий насос маслоагрегата ГТД, работающий этим способом, шестерённое колесо нагнетающего насоса маслоагрегата ГТД, блок подпятников нагнетающего насоса маслоагрегата ГТД | 2017 |
|
RU2669634C1 |
| Соединение двухрядной звездочки с валом | 1986 |
|
SU1388594A1 |
| ЭЛЕКТРОМОТОБЛОК | 2009 |
|
RU2408177C2 |
| ТРЕНАЖЕР КОСМОНАВТА | 2012 |
|
RU2490182C1 |

Изобретение относится к машиностроению и может быть использовано в цепных передачах строительных, дорожных, сельскохозяйственных и т.п. машин. Звездочка большого диаметра содержит обод и зубчатый венец, выполненный в виде зубчатых секторов. Кроме того она снабжена дополнительными ободами и дополнительными зубчатыми венцами. Зубчатые секторы венцов образованы плоскостями разъема, расположенными радиально и имеющими между собой равные центральные углы, и со стороны оси вращения звездочки ограничены опорными плоскостями, расположенными перпендикулярно их оси симметрии. Обод или ободы содержат опорные плоскости для помещения на них опорных плоскостей зубчатых секторов. В каждом зубчатом секторе, а также в ободе или ободах выполнены отверстия для скрепления их болтами. Повышается долговечность и снижается стоимость изготовления звездочки. 5 ил.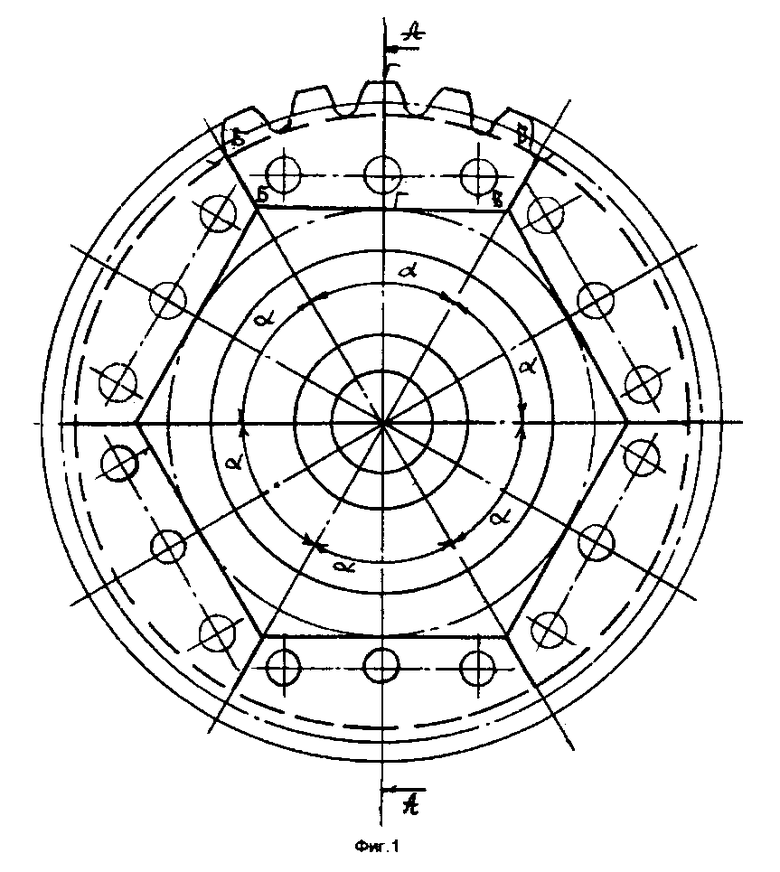
Звездочка, содержащая обод и зубчатый венец, выполненный в виде зубчатых секторов, отличающаяся тем, что она снабжена дополнительными ободами и дополнительными зубчатыми венцами, зубчатые секторы венцов образованы плоскостями разъема, расположенными радиально и имеющими между собой равные центральные углы, и со стороны оси вращения звездочки ограничены опорными плоскостями, расположенными перпендикулярно их оси симметрии, размеры зубчатых секторов позволяют помещать каждый зубчатый сектор в устройство термической обработки, обод или ободы содержат опорные плоскости для помещения на них опорных плоскостей зубчатых секторов, в каждом зубчатом секторе, а также в ободе или ободах выполнены отверстия для скрепления их болтами.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1025950, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, а вторское свидетельство, 1453111, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
