Изобретение относится к формовочным головкам для формовки автоматическими устройствами концевых раструбов (конусных) труб из пластмассы, в частности из полиэтилена и подобных ему материалов.
В производстве термопластических труб, предназначенных для транспортирования жидких материалов по трубопроводам, например, в строительстве, устройства для формовки конусных раструбов используются для придания концам труб типовой формы, обеспечивающей соединение отдельных труб в трубопровод требуемой длины.
В устройствах для формовки раструбов трубы приводятся в контакт со специальными формовочными головками, которые представляют собой комбинацию профилированных буферов с формовочными камерами, которые предназначены для горячей формовки труб и последующего их охлаждения внутри такой головки для обеспечения непрерывности процесса изготовления раструбов.
Поливинилхлоридные трубы и трубы из материала ABS и им подобных материалов подвергаются усадке при выполнении упомянутой выше операции охлаждения и будучи однажды охлаждены сохраняют свою форму в дальнейшем. Благодаря этому соединение отдельных труб в трубопроводы не вызывает каких-либо затруднений даже после длительного хранения на складе или после продолжительного воздействия тепла, что, например, имеет место в случае, когда трубопроводы длительное время остаются под воздействием солнечного нагрева.
Такая стабильность размеров и геометрической формы в настоящее время не может быть достигнута для труб из полиэтилена, поскольку трубы, сделанные из этого материала, в конце процесса формовки раструбов, выполняемого известными машинами, остаются в состоянии внутреннего напряжения, которое несомненно стабильно, но при воздействии на такие трубы солнечных лучей или вредных термических условий оно вызывает процесс усадки, в результате чего трубы оказываются несовместимыми друг с другом, т.к. нарушаются необходимые для сборки допуски.
Такая нестабильность и чрезвычайные трудности регулирования усадкой конических концов труб из полиэтилена делает невозможным их для такого применения.
Однако этот материал (полиэтилен) обладает несколькими весьма ценными качествами: долгим сроком службы, малым весом, гибкостью, приспосабливаемостью на таких рабочих местах, где недостаток его высокой стоимости не является главным, что оставляет его довольно популярным.
Среди известных устройств нет таких, которые были бы пригодны для формовки конусов труб из полиэтилена, и для этого используется другое оборудование; во всех них используются дорогие конструкционные процессы, требующие подготовки труб и конусов по отдельности и последующих специальных операций сварки труб и конусов вместе.
Технической задачей настоящего изобретения, что отражено в его формуле, является устранение проблемы изготовления конусных концов труб с помощью автоматического конусоформовочного устройства, в котором используется специальная формовочная головка, главными составными частями которой являются:
а) штамп с полостью, в которую принимается термически размягченная пластмассовая труба, и имеющий каналы для сжатого газа, поступающего в полость;
б) формовочный демпфер, который вставляется в конечную часть труб и устанавливается по центру относительно штампа. Демпфер дополнительно снабжен поперечными профилированными поверхностями, от которых отходят каналы для прохождения сжатого газа;
в) фланец, установленный коаксиально с демпфером и штампом с возможностью скольжения относительно них, и имеет толкающую поверхность, соответствующую концевому конусу трубы;
г) уплотняющие элементы, расположенные на внутренних поверхностях штампа и на поперечных поверхностях демпфера, которые взаимодействуют с внешними и внутренними поверхностями трубы, образуя уплотняющие вставки труб в головке.
Штамп, демпфер, фланец и уплотнительные элементы вместе образуют закрытую формовочную камеру, разделяемую трубой на первую и вторую камеры повышенного давления. Первая камера давления образуется между поперечной поверхностью демпфера и внутренней поверхностью трубы, а вторая камера давления образуется между внешней поверхностью трубы и внутренней поверхностью штампа. Камеры давления могут питаться через каналы штампа и каналы демпфера, давая возможность по окружности расширять и сжимать трубы для образования ребрения на материале трубы, оказывая сначала давление на внутреннюю поверхность штампа, а затем на внешнюю поверхность демпфера. Главным преимуществом настоящего изобретения является возможность контроля формы и размеров концевых частей труб в процессе их обработки.
Другими преимуществами этого изобретения является быстрота и экономия времени выполнения рабочего процесса операций, выполняемых формовочной головкой, когда за одну операцию на трубе образуется коническое окончание с очень гладкой поверхностью, в результате чего не требуется последующих операций обработки до использования на рабочих площадках.
Прочие параметры и преимущества настоящего изобретения станут более ясными из последующего подробного описания одного из вариантов изобретения, иллюстрируемого в неограничительном примере, изображенном на прилагаемых фигурах с чертежами.
На фиг. 1 представлен вид в изометрии конусоформовочного устройства, содержащего формовочную головку согласно настоящему изобретению.
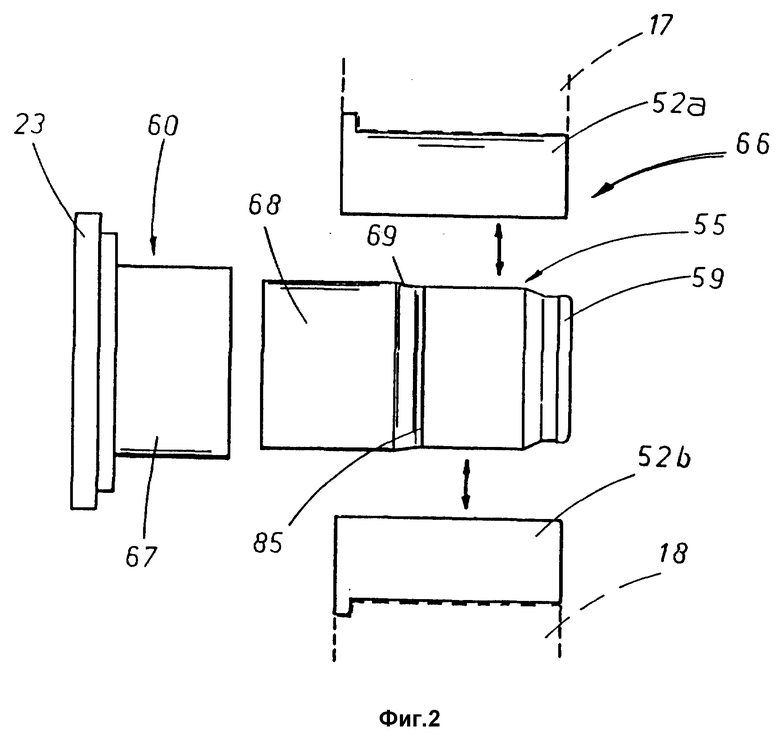
На фиг. 2 показан вид сбоку формовочной головки, причем отдельные ее составные части не показаны.
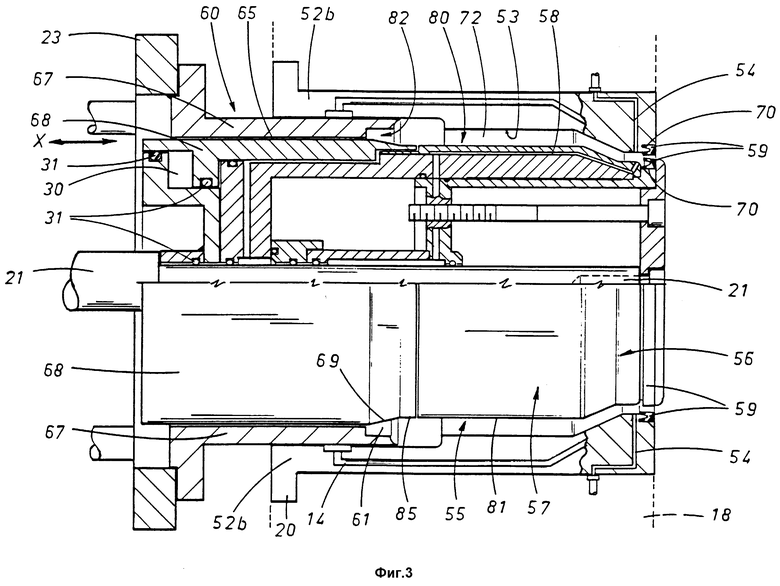
Фиг. 3 изображает осевой разрез головки в увеличенном масштабе, причем некоторые части удалены для ясности представления других частей.
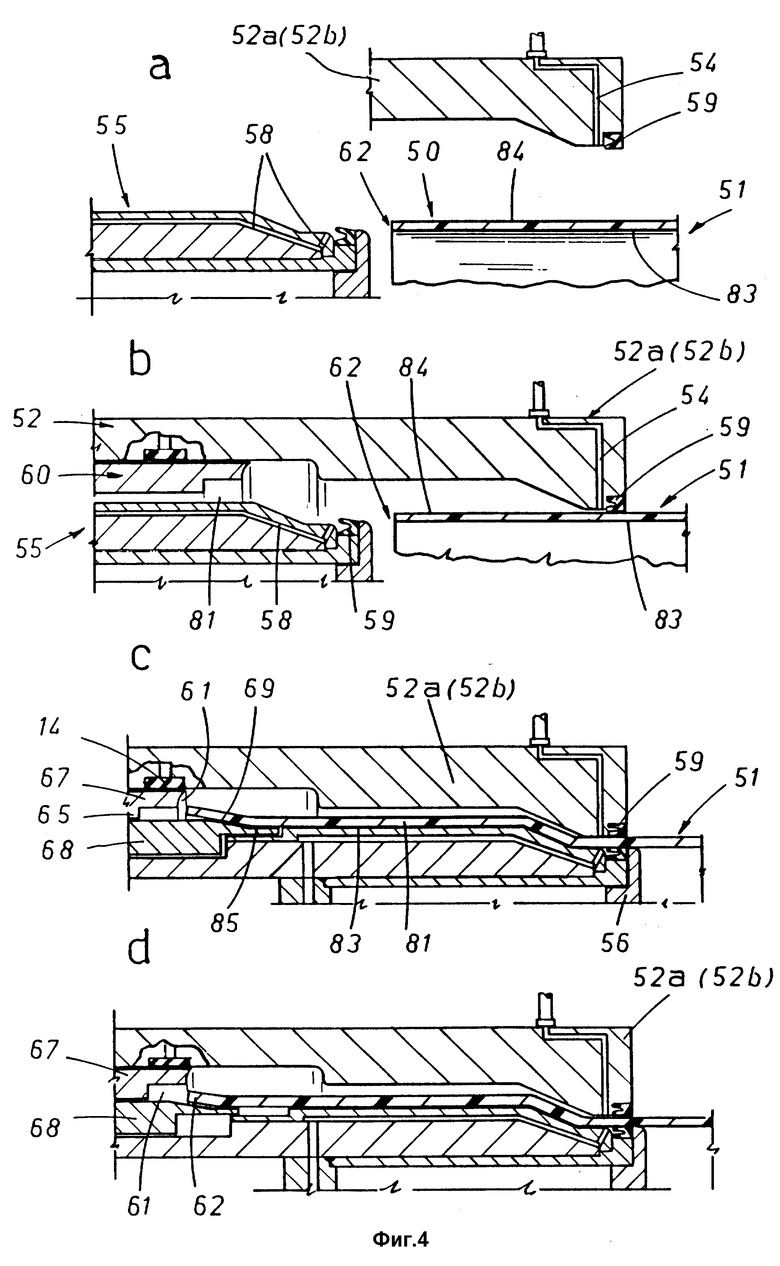
На фиг. 4a - 4i схематически показана формовочная головка в различных стадиях рабочего процесса.
Как можно видеть из чертежей, на фиг.1 представлено конусоформовочное устройство 1 в общем виде, которое используется для формовки конусообразных концевых частей 50 труб 51 из пластмасс, предпочтительно из полиэтилена высокой плотности. Устройство 1 содержит формовочную головку 2, станину 3 и приемное устройство 4 для труб 51, подлежащих обработке.
Формовочная головка 2 содержит головку 66 для непрерывной формовки концевых участков 50 труб 51 с боковой стороны нагревателей 5 с целью термического размягчения труб 51 до выполнения операции формования конусных частей.
Трубоприемное устройство 51 расположено с боковой стороны станины 3 и содержит горизонтальный канал 7, выше которого расположен моторизованный конвейер 9 для концевых частей, который укреплен на устройстве 1.
Трубы 51 продвигаются по каналу 7 в направлении, совпадающем с осью симметрии, конвейером 9, пока не достигают рабочего положения, из которого обычные захватные средства, выступающие из станины 3 (не показаны), передают их параллельно их настоящему положению и поперечно к их окончательному направлению, на опорах 6 станины 3 с шагом движения, задаваемым программой.
Опоры 6 поддерживают трубы 51 так, что они выступают в сторону нагревателей 5, совместно с верхними подающими механизмами 10, которые не только захватывают трубы 51, но и поворачивают их в сторону нагревателей, которые будучи приближены к трубам 51, с которыми они сочетаются по форме, нагревают их и размягчают.
После завершения размягчения трубы 51 подаются к головке 66, где концевым частям придается коническая форма.
Головка 66 (фиг. 2 и фиг. 3) содержит штамп 52, который внешне сочетается (соответствует) с трубой 51, демпфер 55, расположенный по центру относительно штампа 52, а также фланец 60, установленный коаксиально с демпфером 55 и с возможностью скольжения относительно него и штампа 52.
Штамп 52 состоит из двух частей 17 и 18, к которым прикреплены рабочие полуштампы 52а и 52б.
Штамп 52 имеет также полость 80, в которую входит уже размягченная нагревателями 5 концевая часть 50 трубы 51, а также имеет внутреннюю поверхность 53, форма которой отвечает внешней поверхности 84, обеспечивающей окончательную чистоту поверхности конуса. Штамп 52 снабжен, кроме того, каналами 54 для напорной текучей среды, образуемой сжатым воздухом, которые сообщаются с полостью 80 внутренней поверхности 53, функция которой поясняется ниже.
Демпфер 55 может сниматься с балки 21 и вставляться внутрь трубы 51. Он имеет профилированную поперечную поверхность 81, образуемую телом его 57 и передним торцом 56, а также снабжен проточными каналами 58 для напорной текучей среды также на переднем торце 56.
Уплотнительные элементы 59 помещены в специальные гнезда 70 на внутренней поверхности 53 штампа 52 и на переднем торце 56 демпфера 55, а также билатерально (в двух направлениях) к трубе 51, когда она вставлена между демпфером 55 и штампом 52; функция их состоит в том, чтобы взаимодействовать с поверхностями 83, 84 трубы 51 для обеспечения при вставлении ее в головку 66 герметизации под давлением (фиг. 4).
Для этой же цели установлено уплотнение 14 на соединяющихся поверхностях 20, когда две части 17 и 18 двух полуштампов 52а и 52б образуют полный штамп 52.
Форма фланца 60 такова, что образована поверхность 82, работающая как толкатель по отношению в трубе 51; она создана в кольцевой полости 61 и обращена к соответствующему ей по форме торцу 62 концевой части трубы 50.
Когда демпфер 55 и штамп 52 находятся в контакте, в головке 66 образуется формовочная камера 72, которая служит для формования концевой части трубы 50. Периферийно камера 72 ограничена (в диаметральном направлении) штампом 52 с внешней стороны и демпфером 55 с внутренней стороны, а в осевом направлении фланцем 60, с одной стороны, и уплотнительными элементами 59, с другой стороны. После того, как демпфер 55 полностью введен в трубу 51 и, следовательно, торцевой край приведен в контакт с фланцем 60, камера 72 разделяется трубой 51 на первую камеру давления 63 и вторую камеру давления 64, предназначенные для текучей среды. Камера 63 (фиг. 4) образуется поперечной поверхностью 81 демпфера 55 и внутренней поверхностью 83 трубы 51, а вторая камера 64 заключена между внешней поверхностью 84 трубы 51 и внутренней поверхностью 53 штампа 52.
Камеры 63, 64 сообщаются с каналами 54, 58, а функция головки 66, которая подробнее поясняется далее, состоит в том, чтобы расширить, а затем сжать концевую часть трубы 50 для того, чтобы ввести ребрение в пластиковый материал трубы 51, прижимая ее сначала к внутренней поверхности 53 штампа 52, затем к внешней поверхности демпфера 55.
Далее на фиг. 1 и 3 показано, что фланец 60 поддерживается подвижным кольцом 23 в конусно-формовочном устройстве 1, причем кольцо 23 подвижно в направлении X и состоит из двух концентрических полуфланцев 67, 68, вместе образующих кольцевую полость 61. Полуфланцы 67, 68 выполнены подвижными друг относительно друга и независимо подвижны относительно штампа 52 и демпфера 55. В частности, более внешний полуфланец 67 перемещается относительно демпфера 55 и штампа 52 вместе с кольцом 23, а более внутренний полуфланец 68 перемещается под воздействием пневматического давления внутри направляющей 30, имеющейся на демпфере 55 и снабженной уплотнительным элементом 31. Аналогичные уплотнители 31 установлены во всех точках возможной утечки газа вокруг головки 66.
Предпочтительно выходной канал для газа 65 из головки 77 выполняется в кольцевой полости 61.
Канал 65 может открываться и закрываться обычным электромагнитным клапаном, не показанным на чертежах, под управлением программируемой системы управления 24 устройства 1. Очевидно, что состояние этого канала задается в соответствии с функциональным циклом головки, когда ее закрывают и подают давление в первую и вторую камеры (63, 64) до достижения заранее заданного предельного давления, при котором канал 65 открывается и газ, содержащийся в камерах 63, 64, выпускается из головки 66.
Как показано на фиг. 3 и 4, полуфланец 68 выполнен по форме таким, что он имеет наклонную стенку 69, отклоняющуюся от оси трубы 51 и удаляясь вследствие этого от концевой части 50; назначение этой стенки состоит в том, чтобы направлять торец 62 трубы 51 и вводить его в кольцевой канал.
Полуфланец 68 имеет, кроме того, кольцевую часть 85, контактирующую с наклонной стенкой 69 и соответствующую по форме трубе 51 (внутренне), преодолевая давление, действующее во второй камере давления, и обеспечивая непрерывность контакта с демпфером 55.
Если внутри трубы 51 предусмотрена горловина 71 (см. фиг. 4) для содержания в ней уплотнительной прокладки, то внутри демпфера 55 предусматривается формующая вставка 73 (фиг. 4), которая может радиально смещаться относительно трубы 51 из первого неподвижного положения, при котором вставка 73 утоплена внутрь демпфера 55, до рабочего положения, когда вставка 73 выходит из демпфера и взаимодействует с трубой 51 для необходимой калибровки горловины 71; в этом случае полуфланец 68 и вставка 73 могут перемещаться синхронно по фазе с тем, чтобы избежать взаимовлияния при их возвратно-поступательных движениях.
Как показано на фиг. 4, общая функциональная последовательность головки 66 такова. На начальной стадии (фиг. 4а) после раскрытия штампа головка приближается к размягченному концу трубы 51, который поддерживается выступающим из станины 3.
Затем (фиг. 4b) полуштампы 52а и 52б смыкаются вокруг трубы 51 вместе с их уплотнительными элементами 59 до прямого контакта с внешней поверхностью 84 трубы 51. Воздух под давлением подается в формовочную камеру 72 через проточные каналы 58 демпфера, и демпфер начинает передвигаться, входя в трубу 51. Внешний полуфланец 67 находится в его исходном положении будучи неподвижен и потому на наибольшем расстоянии от трубы 51.
На стадии, показанной на фиг. 4 с, демпфер постепенно входит в трубу 51, производя первоначальное ее расширение. Внутренний полуфланец 68 установлен в положении, соответствующем максимальному продвижению демпфера 55, вместе с которым они входят в трубу 51.
На этой стадии воздух под давлением, проходящий по каналам 58, не способен пройти через уплотнительный элемент 59, установленный на переднем конце 56 демпфера 55, и поэтому воздух растекается обратно между поперечной поверхностью 81 демпфера 55 и внутренней поверхностью 83 трубы 51. Этот воздух выходит во внешнее пространство из головки 66 через дренажный канал 65 кольцевой полости 61, который не закрыт клапаном. Продвинутое положение внутреннего полуфланца 68 относительно демпфера 55 позволяет трубе 51 непрерывно поддерживаться наклонной стенкой 69 и кольцевой частью 85 внутреннего полуфланца 68.
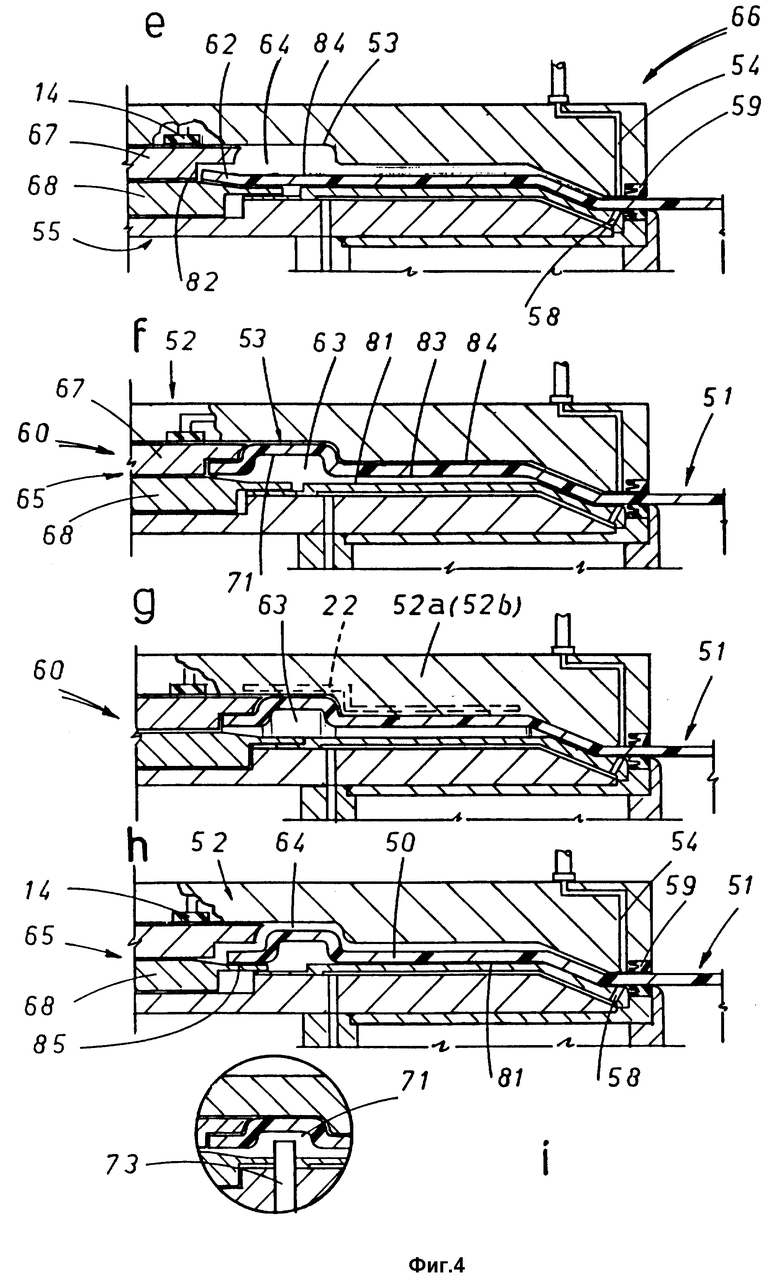
Как показано в схематической иллюстрации на фиг. 4е, внутренний полуфланец 68 втягивается так, чтобы совместно с внешним полуфланцем 67 образовалась кольцевая полость 61 увеличенных размеров для приема в ней края 62 конуса 51, который стремится обжаться на демпфере 55 вследствие присущих полиэтилену упругих эластичных свойств.
На стадии, иллюстрированной на фиг. 4d, внешний полуфланец 67 и внутренний полуфланец 68 перемещаются вместе к демпферу 55 до тех пор, пока толкательная поверхность 82 не дойдет до торца трубы и формовочная камера 72 не разделится на первую и вторую камеры 63 и 64.
На фиг. 4f- показан дренажный канал, закрытый своим клапаном, в результате чего воздух продолжает выходить через каналы 58 демпфера 55, а первая камера 63 накапливает давление и расширяет трубу 51 до тех пор, пока ее внешняя поверхность не придет в контакт с внутренней поверхностью штампа 52. В это же время весь фланец 60 перемещается вдоль демпфера 55 и сжимает трубу 51 по оси. Очевидно, что вся труба при этом укорачивается по длине, формируя горловину 71 конуса для приема уплотнительной прокладки.
Во время нагнетания давления в первую камеру 63 труба 51 при достижении контакта с штампом 52 испытывает расширение по всей своей окружности до образования ребер в ее материале.
На стадии, иллюстрированной на фиг. 4g, после того, как фланец 60 останавливается, концевую часть 50 трубы оставляют в покое на некоторое время для того, чтобы материал остыл, для чего служит охладительная камера 22, в которой используется вода, содержащаяся в штампе 52. После дальнейшей коммутации клапана дренажного канала 65 фланца 60 воздух, содержащийся в первой камере давления 63, может свободно снова выходить наружу из головки 66. В результате демпфер может охлаждаться и дополнительно охлаждать конец 50 трубы.
На стадии, иллюстрированной на фиг. 4h, после дальнейшего закрытия дренажного канала 65 воздух по каналам 54 штампа 52 входит и создает давление во второй камере давления, вследствие чего конусный конец трубы 51 обжимается на демпфере 56, а внутренний полуфланец 68 отходит назад и труба 51 остается на поперечной поверхности 81 демпфера 55. После того, как труба 51 была сжата на демпфере 55, на ней образуются ребра в направлении, обратном тому, которое имеют ребра на стадии, иллюстрированной на фиг. 4f. После окончания этой операции камера 64 второго давления теряет давление через дренажный канал, после чего демпфер 55 извлекается из трубы 51, и внутренний полуфланец 68 снова перемещается к демпферу 55, а внешний полуфланец 67 отходит назад и штамп 52 раскрывается, после чего извлекается труба 51 с отформованным конусом. Затем весь цикл повторяется для другой трубы.
В том случае, когда необходимо откалибровать внутренние размеры горловины 71, следует перейти от стадии, иллюстрированной на фиг. 4g, к стадии 4i.
Фиг. 4i иллюстрирует стадию, когда формующая вставка 73 демпфера 55 увеличивается в размере после частичного отвода внутреннего полуфланца 68 и до создания давления в камере второго давления 64. После завершения этой операции вставка 73 снова вводится в демпфер 55 и после полного отвода внутреннего полуфланца 68 производятся все операции описанного цикла согласно фиг. 4h.
В заключение отметим, что головка 66 согласно настоящему изобретению позволяет формовать конус 50 на конце труб, изготовленных из полиэтилена, путем одиночного вставления трубы 51 в головку 66, в результате чего быстро и экономично получается одиночный конус, который сохраняет свои свойства довольно долго.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ДЛЯ ПРИГОТОВЛЕНИЯ НАПИТКОВ ИЗ КАПСУЛ НА ОДНУ ПОРЦИЮ | 2019 |
|
RU2759929C1 |
| ЗАВАРОЧНЫЙ УЗЕЛ ДЛЯ АВТОМАТОВ ДЛЯ ПРОДАЖИ ЗАВАРЕННЫХ НАПИТКОВ | 2013 |
|
RU2615107C1 |
| ЦЕНТРОБЕЖНЫЙ ЭЛЕКТРИЧЕСКИЙ НАСОС | 2009 |
|
RU2501979C2 |
| СИГНАЛЬНЫЙ МАРКЕР С ЗАЩИТОЙ ОТ ВОЗГОРАНИЯ | 2022 |
|
RU2780083C1 |
| СПОСОБ ВЫПОЛНЕНИЯ ПРОТОЧЕК НА ИЗДЕЛИЯХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2085351C1 |
| ГИДРО(ПНЕВМО)УСТРОЙСТВО | 2017 |
|
RU2717469C1 |
| ГЕРМЕТИЗАТОР УСТЬЯ СКВАЖИНЫ РАЗЪЕМНЫЙ | 2013 |
|
RU2531667C1 |
| НАСОСНАЯ УСТАНОВКА, В ЧАСТНОСТИ, ДЛЯ СМАЗКИ ВЕРТОЛЕТА | 2011 |
|
RU2612895C2 |
| Контейнерная система для хранения и раздачи сатурированного напитка и наполнительное устройство к ней | 1985 |
|
SU1535375A3 |
| РАСТРУБНОЕ СОЕДИНЕНИЕ ТРУБ С КРЕПЕЖНОЙ КОНСТРУКЦИЕЙ | 2016 |
|
RU2660229C1 |
Изобретение относится к формовочным головкам, работающим от сжатого газа и предназначенным для непрерывного формования конусных концевых частей пластиковых труб. Формовочная головка содержит штамп с полостью для приема термически размягченных концевых частей труб, в котором предусмотрены каналы для сжатого газа. В концевую часть трубы вставлен формующий демпфер, расположенный соосно с штампом и имеющий каналы для сжатого газа. Коаксиально с возможностью скольжения относительно демпфера и штампа установлен фланец, имеющий толкающую поверхность, совместимую с торцом концевой части трубы. На штампе и демпфере расположены уплотнительные элементы, предназначенные для обеспечения взаимодействия внешней и внутренней поверхностей концевой части трубы. Штамп, демпфер и фланец совместно образуют формовочную камеру для конца трубы, которая разделяется трубой на первую и вторую камеры газа повышенного давления. Первая из этих камер образуется между поперечной поверхностью демпфера и внутренней поверхностью трубы, вторая камера между внешней поверхностью трубы и внутренней поверхностью штампа. В камеры паз подается по каналам с тем, чтобы последовательно и по всей окружности расширять и сжимать конец трубы для образования на ней ребер. Изобретение позволяет формовать конусные концы труб из полиэтилена, обеспечивает контроль формы и размеров концов труб в процессе их обработки. 6 з.п.ф-лы, 4 ил.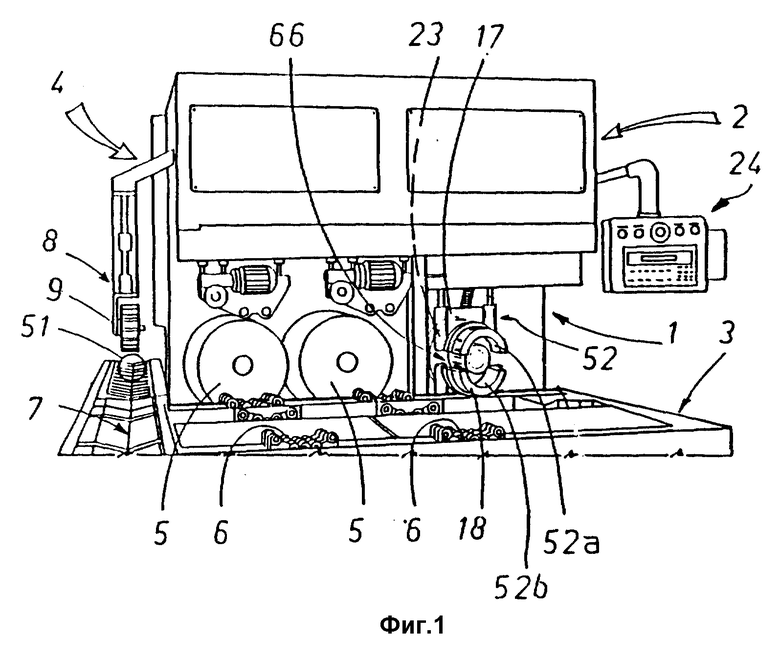
| US 3432887 A, 18.03.69 | |||
| СПОСОБ ДИАГНОСТИКИ ОРГАНИЗМА, ПРЕДНАЗНАЧЕННЫЙ ДЛЯ ДИАГНОСТИКИ И ИССЛЕДОВАНИЙ СТЕПЕНИ ТЯЖЕСТИ ДИАБЕТА, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2453272C2 |
| ТЕЛЕМЕДИЦИНСКИЙ СПОСОБ ДИСТАНЦИОННОГО УПРАВЛЕНИЯ ФОРМИРОВАНИЕМ ПРОФЕССИОНАЛЬНЫХ НАВЫКОВ У ВРАЧЕЙ В ОБЛАСТИ КЛИНИЧЕСКОЙ И РЕАБИЛИТАЦИОННО-ВОССТАНОВИТЕЛЬНОЙ МЕДИЦИНЫ | 2008 |
|
RU2395123C2 |
| Устройство для местного формования термопластичной трубы | 1977 |
|
SU654430A1 |
| Способ изготовления кольцевой канавки на пластмассовой трубе и устройство для его осуществления | 1977 |
|
SU736865A3 |

