Изобретение относится к средствам индивидуальной защиты органов дыхания в условиях вредных производств и способам их изготовления.
При содержании в воздухе рабочих помещений вредных веществ невысоких концентраций, незначительно превышающих предельно допустимые нормы, экономически нецелесообразно использовать для защиты органов дыхания фильтрующие противогазы или респираторы патронного типа, поскольку поглощающие и фильтрующе - поглощающие коробки к противогазам и патроны к респираторам отрабатываются, как правило, на 10-15 и 40-50% соответственно.
В настоящее время для работ в условиях содержания вредных веществ, превышающих предельно допустимые нормы, используют облегченные респираторы типа фильтрующей полумаски.
Известны облегченные респираторы с "маятниковой" схемой дыхания, содержащие полумаску, выполненную из многослойного фильтрующего материала, оголовье, носовой зажим, обтюратор [1,2].
Недостатком этих респираторов является увлажнение влагой выдыхаемого воздуха фильтрующего материала полумаски и, как следствие этого, рост сопротивления дыханию и снижение защитных показателей.
Известен респиратор для защиты органов дыхания [3]. Он содержит коническую фильтрующую полумаску, пленочную полумаску, выполненную из тонкой пленки, систему клапанов вдоха и выдоха, жгут из пористого материала, размещенный в полосе обтюрации и разделяющий фильтрующую и пленочную части полумаски, и приспособление для крепления.
Основным недостатком конструкции этого респиратора является наличие пленочной части полумаски, непосредственно прилегающей к коже лица. При работе в таком респираторе происходит быстрый рост температуры и влажности в подмасочном пространстве, раздражение кожи лица по полосе прилегания жесткой пленочной части полумаски к лицу, гиперимия кожи лица.
Известен респиратор, содержащий полумаску, фильтр из мягкого волокнистого материала, выполненный развернутым по поверхности полумаски, обтюратор и крепежную ленту, а также упругую распорку [4]. В известном респираторе каркас корпуса полумаски выполнен перфорированным из упругого малоэластичного материала и по периметру покрыт обращенной внутрь полумаски мягкой кромкой, фильтр расположен на наружной поверхности каркаса и снаружи подогнут через мягкую кромку внутрь корпуса, края фильтра закреплены упругой распоркой. Респиратор имеет защиту фильтра с внешней стороны от механических повреждений, для этого корпус полумаски помещен в перфорированный патрон, выполненный по форме корпуса. Патрон изготовлен из упругого малоэластичного материала (из пластмассы).
Недостатком такой конструкции респиратора является ее жесткость. Кроме того, отсутствие клапана выдоха приводит к тому, что в подмасочном пространстве происходит рост влажности.
Наиболее близким по технической сущности к предлагаемому респиратору является респиратор типа "Снежок-К" [5] . Конструкция этого респиратора включает фильтрующую полумаску на каркасе, обтюратор, оголовье, клапан выдоха. Полумаска состоит из жесткого решетчатого каркаса, изготовленного из пластмассы (полиэтилена), и сменного фильтрующего из материала ФПП и сорбционно-фильтрующего из ионнообменного волокнистого материала элементов, закрепленных с помощью резинового шнура на каркасе с наружной стороны.
Для обтюрации используется волокнистый слой кромки фильтра. Оголовье состоит из резиновой крепежной ленты и пластмассовой петли.
Поскольку респираторы типа "Снежок-К" имеют клапан выдоха, то они могут применяться в более широком диапазоне производственных условий по микроклимату и тяжести физической работы, чем бесклапанные респираторы.
К недостаткам такого респиратора следует отнести жесткость решетчатого каркаса полумаски, находящегося в непосредственной близости к коже лица пользователя. При жесткой конструкции трудно обеспечить обтюрацию. Кроме этого, имея внутри жесткий каркас, респиратор снаружи не защищен от механических повреждений.
Заявляемое изобретение направлено на решение задачи - создать облегченный респиратор, обеспечивающий снижение тепло- и влагообразования под полумаской, сохранение его защитных свойств и улучшение эргономических показателей, а также разработать способ изготовления такого респиратора.
Поставленная задача решается следующим образом.
В респираторе, содержащем каркас, обтюратор, оголовье, носовой зажим, полумаску, выполненную из плоской заготовки с фильтрующим и сорбционно-поглощающим слоями, и клапан выдоха с защитным экраном, полумаска выполнена из заготовки, вырезанной в виде неполного кругового кольца с соотношением большого и малого радиусов 2 - 2,5 : 1 соответственно и сложенной в виде усеченного конуса в 2,1 - 2,2 оборота фильтрующим слоем и в 1,1 - 1,2 оборота сорбционно-поглощающим слоем, причем последний размещен между фильтрующими слоями. Снаружи полумаски размещен слой покрывного материала, а внутри полуэластичный каркас соответствующей формы с отлапками на образующих, направленных к вершине, который закреплен вместе со всей сборкой защитным экраном клапана выдоха.
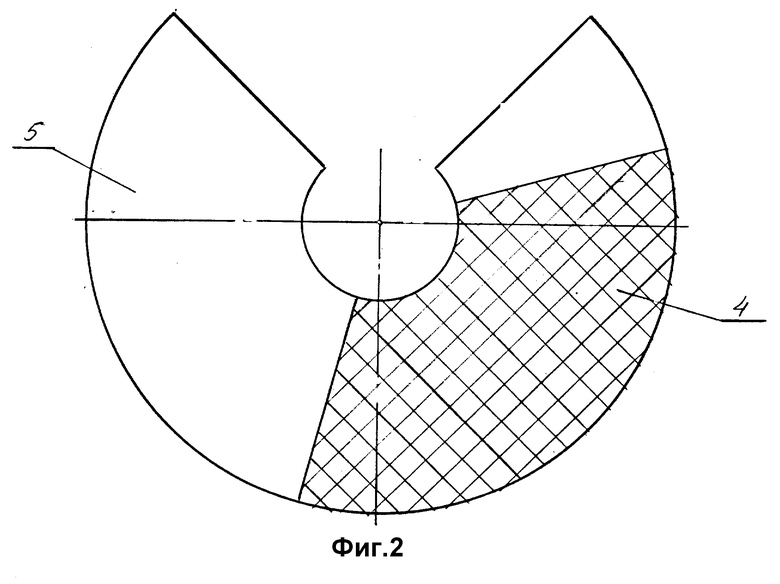
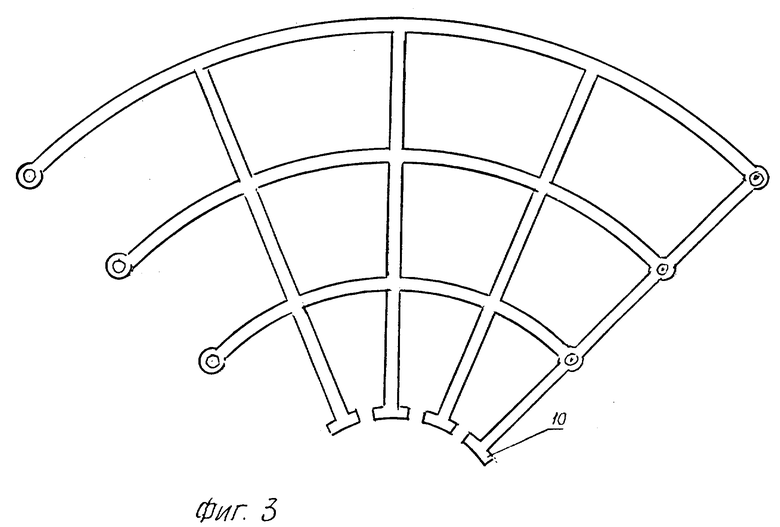
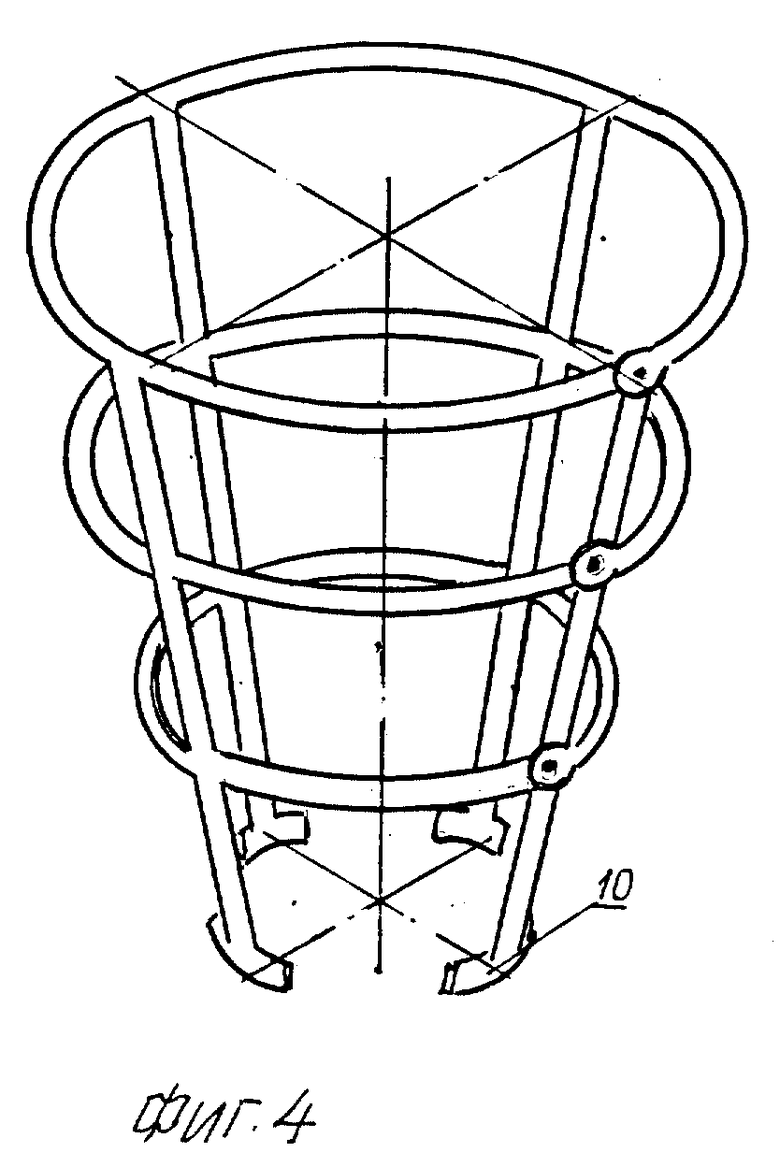
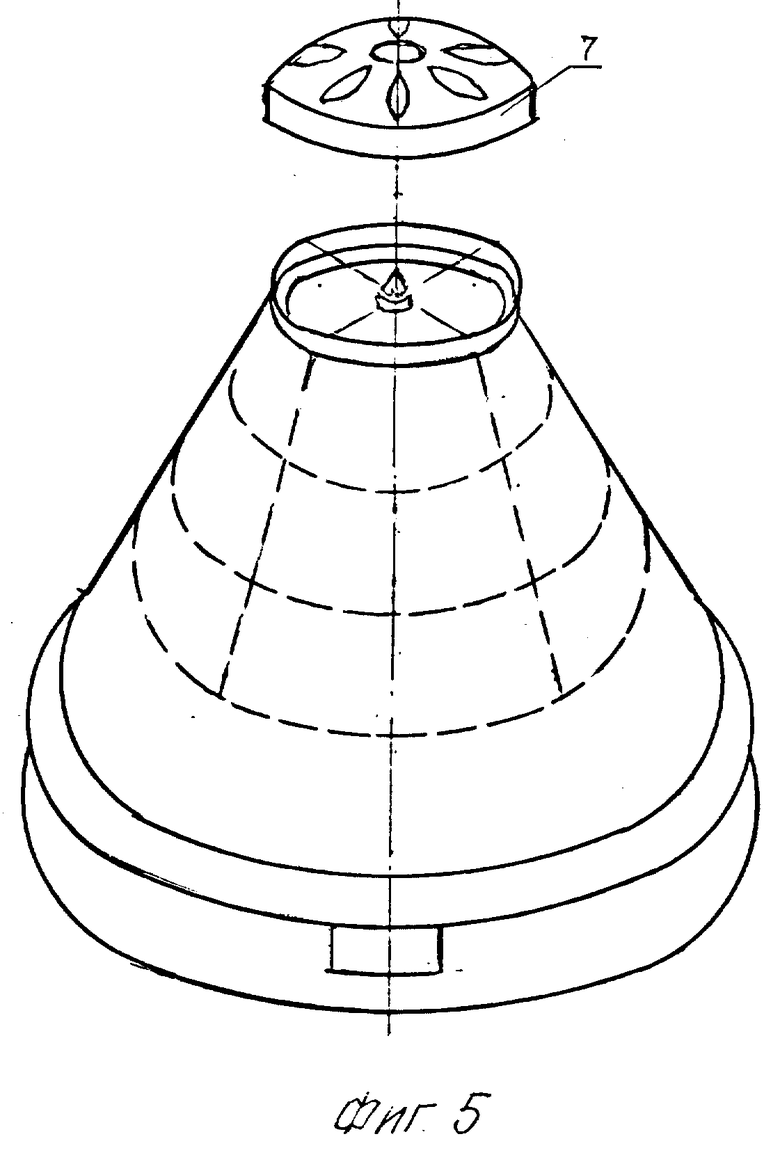
На фиг. 1 изображен предлагаемый респиратор в сборе; на фиг. 2 - раскрой фильтрующего и сорбционно-поглощающего слоев полумаски; на фиг. 3 - развертка каркаса; на фиг. 4 - каркас в сборе; на фиг. 5 - респиратор в клапаном выдоха и защитным экраном.
Предлагаемый респиратор содержит сетчатый полуэластичный каркас 1, обтюратор 2, оголовье с элементами крепления 3, полумаску с сорбционно-поглощающим 4 и фильтрующими 5 слоями, клапан выдоха 6 с защитным экраном 7, слой покрывного материала 8, носовой зажим 9. Каркас 1 на образующих, направленных к вершине, имеет отлапки 10.
Полумаска респиратора выполняется из заготовок плоского раскроя из фильтрующего, например: материал ФПП-15; сорбционно-поглощающего, например: активная угольная ткань АУТм (ХПР-Зт; ХПА-Нт); покрывного, например: нетканый материал спанбонд, материалов в форме неполного кругового кольца с соотношением большого и малого радиусов 2 - 2,5 : 1 соответственно. Соотношение менее, чем 2 : 1, не позволяет сформировать полумаску респиратора достаточной глубины и рабочей поверхности (полумаска "садится" на нос; повышенные скорости воздуха через небольшую рабочую поверхность увеличивают сопротивление дыханию и снижают защитные показатели по газо- парообразным вредным веществам). При увеличении соотношения радиусов более, чем 2,5 : 1, формируется полумаска удлиненной формы, что влечет, при прочих положительных качествах, увеличение ограничения поля зрения, громоздкость конструкции ("хобот"), повышенный расход материалов. Размер неполного кольца фильтрующего слоя заготовки 5 (фиг. 2) составляет не менее 3/4 полного кольца, с тем расчетом, чтобы сложить заготовку в виде усеченного конуса в 2,1 - 2,2 оборота, а размер неполного кольца сорбционно-поглощающего слоя 4 (фиг. 2) не менее, чем 1/3 полного кольца, чтобы сложить заготовку в 1,1 - 1,2 оборота.
Сорбционно-поглощающий слой 4 размещен между слоями фильтрующего материала 5, что обеспечивает защиту органов дыхания от микрочастиц сорбционно-поглощающего материала. Сверху полумаски размещен покрывной материал 8. Внутри полумаски размещен в форме усеченного конуса полуэластичный сетчатый каркас (фиг. 4) с отлапками 10 на образующих, направленных к вершине.
Плоская заготовка каркаса (фиг. 3) выполнена в виде развертки усеченного конуса из полиэтилена. Для сборки каркаса на заготовке предусмотрены отверстия и соответствующие им кнопочные выступы. По периметру нижнего основания полумаски закреплен обтюратор 2 и элементы крепления оголовья 3. В верхнем основании полумаски закреплен клапан выдоха 6, а вся сборка зафиксирована защитным экраном 7 клапана выдоха 6.
Наиболее близким способом изготовления респиратора к предлагаемому является способ, заключающийся в том, что вырезают плоскую заготовку для полумаски из фильтрующего и сорбционно-поглощающего материалов, затем на фильтрующий элемент укладывают каркас, которые соединяют по краям, после чего фиксируют обтюрации, вводят прижимной элемент в области переносицы и укрепляют крепежные элементы [6].
Однако, с помощью известного способа затруднительно изготовить предлагаемый респиратор, поскольку такой способ предполагает использование сложного заводского оборудования.
В основу разработки способа была поставлена задача разработать упрощенную технологию производства облегченного респиратора с клапаном выдоха.
Предлагаемый способ изготовления респиратора характеризуется следующими существенными признаками: способ включает вырезание плоской заготовки для полумаски из фильтрующего и сорбционно-поглощающего материалов, последующую сборку полумаски на шаблоне и соединение ее с каркасом и клапаном выдоха, фиксацию обтюратора и крепление оголовья. Отличие предлагаемого способа от прототипа заключается в том, что заготовку для полумаски вырезают из слоев фильтрующего и сорбционно-поглощающего материалов в виде неполного кругового кольца соответствующего размера затем собирают полумаску на шаблоне, чередуя слои: фильтрующий в 1,1 - 1,2 оборота, сорбционно-поглощающий в 1,1 - 1,2 оборота и оставшийся фильтрующий, сверху помещают покрывной материал соответствующего профиля, на нижнем основании полумаски фиксируют обтюратор, закрепляют оголовье и полученную сборку помещают на каркас и фиксируют защитным экраном клапана выдоха.
Предлагаемый способ осуществляют следующим образом. Вырезают плоскую заготовку для полумаски из слоев фильтрующего и сорбционно-поглощающего материалов в виде неполного кольца (фиг. 2). На шаблон соответствующей формы помещают заготовку из фильтрующего материала 5, оборачивая его в 1,1 - 1,2 оборота, поверх него накладывают слой сорбционно-поглощающего материала 4, оборачивая его в 1,1 - 1,2 оборота, затем накладывают оставшийся фильтрующий материал 5 и сверху помещают покрывной материал 8. Полученную сборку соединяют по нижнему основанию образованного усеченного конуса с обтюратором 2 и элементами крепления оголовья 3 любым известным способом, причем обтюратор 2 накладывают с наружной стороны полумаски и после закрепления подворачивают внутрь. Далее на приспособление в форме усеченного конуса, имеющего "гнездо" на верхнем основании, укладывают седловину клапана выдоха в сборе с лепестком клапана выдоха, а на боковую поверхность приспособления помещают предварительно собранный каркас 1 (фиг. 4), на который помещают собранную полумаску, и защитным экраном 7 клапана выдоха 6 фиксируют всю сборку респиратора. Такой способ изготовления респиратора простой, не требует сложного заводского оборудования, он позволяет изготовить предлагаемый облегченный респиратор, имеющий следующие технические характеристики:
Сопротивление постоянному потоку воздуха, Па (мм рт.ст.) - Не более 58(6,0)
Коэффициент проницаемости по масляному туману, % - Не более 0,8
Время защитного действия при концентрации 5 норм ПДК, мин
Марка А по бензолу - 60
Марка Г по парам ртути - 360
Марка КД по аммиаку - 30
по гидриду серы - 50
Масса, г - Не более - 60
Содержание диоксида углерода во вдыхаемом воздухе, % - Не более - 1,5
Ограничение поля зрения, % - Не более - 20
Из представленной таблицы видно, что предлагаемый респиратор имеет небольшую массу и небольшое сопротивление дыханию, обеспечивает защиту от вредных газо-парообразных веществ при их концентрации в воздухе до 5 норм ПДК, при защите от пылей не происходит резкого увеличения сопротивления. Респиратор обеспечивает по сравнению с прототипом, большую комфортность из-за снижения тепло- и влагообразования под полумаской, имеет увеличенную дыхательную поверхность без соприкосновения с кожей лица (кроме линии обтюрации).
На предприятии АОЗТ "Сорбент - Центр Внедрение" были изготовлены предложенным способом и испытаны опытные образцы нового респиратора. Результаты испытаний показали, что предложенный респиратор полностью соответствует требованиям, предъявляемым к средствам защиты по ГОСТ 12.4.041-89.
ЛИТЕРАТУРА
1. Респиратор противоаэрозольный "Кама-200". Каталог "Промышленные противогазы и респираторы". г. Черкассы: НИИГЭИ. 1982, с. 19.
2. Респиратор противопылевой ШБ-1 "Лепесток" ГОСТ 12.4.028-76.
3. Авторское свидетельство СССР N 199670, A62B 18/02, 1967.
4. Авторское свидетельство СССР N 212755, A62B 18/02, 1968.
5. Петрянов И. В. , Кощеев В.С., Басманов П.И. и др. Лепесток (легкие респираторы).-М: Наука, 1984, с. 81-83, 185-187.
6. Там же, с. 75-82.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУМАСКА ДЛЯ РЕСПИРАТОРА | 2001 |
|
RU2186597C1 |
| РЕСПИРАТОР | 2002 |
|
RU2214295C1 |
| СПОСОБ ПОЛУЧЕНИЯ ХЕМОСОРБЦИОННОГО ФИЛЬТРУЮЩЕГО МАТЕРИАЛА, ХЕМОСОРБЦИОННЫЙ МАТЕРИАЛ И РЕСПИРАТОР НА ЕГО ОСНОВЕ | 2007 |
|
RU2364435C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУМАСКИ РЕСПИРАТОРА | 1997 |
|
RU2118902C1 |
| ОГОЛОВЬЕ ДЛЯ РЕСПИРАТОРА | 2000 |
|
RU2171122C1 |
| РЕСПИРАТОР С ПОЛУМАСКОЙ С ЩЕЛЕВЫМ КЛАПАНОМ ВЫДОХА | 2011 |
|
RU2480257C2 |
| ОГОЛОВЬЕ ДЛЯ РЕСПИРАТОРА | 1999 |
|
RU2153375C1 |
| ОГОЛОВЬЕ ДЛЯ РЕСПИРАТОРА | 2002 |
|
RU2200043C1 |
| ПОЛУМАСКА РЕСПИРАТОРА | 2005 |
|
RU2288012C1 |
| РЕСПИРАТОР | 2002 |
|
RU2212261C1 |
Изобретение предназначено для индивидуальной защиты органов дыхания в условиях вредных производств. Респиратор содержит клапан выдоха, носовой зажим, каркас, обтюратор, оголовье с элементами крепления, полумаску, выполненную из заготовки в виде неполного кругового кольца с соотношением большого и малого радиусов 2 - 2,5:1 соответственно, и сложенной в виде усеченного конуса в 2,1 - 2,2 оборота фильтрующим слоем и 1,1 - 1,2 оборота сорбционно-поглощающим слоем, причем последний размещен между фильтрующими слоями. Снаружи полумаски размещен слой покрывного материала, а внутри - полуэластичный каркас. Вся сборка зафиксирована защитным экраном клапана выдоха. Способ изготовления респиратора включает вырезание плоской заготовки из слоев фильтрующего и сорбционно-поглощающего материалов в виде неполных круговых колец соответствующего размера, затем сборку полумаски на шаблоне путем наложения слоев: фильтрующего в 1,1 - 1,2 оборота, сорбционно-поглощающего в 1,1 - 1,2 оборота и оставшегося фильтрующего, наложение покрывного материала, фиксацию обтюратора, закрепление оголовья и закрепление сборки на каркасе защитным экраном клапана выдоха. Обеспечивается снижение тепло- и влагообразования под полумаской, сохранение защитных свойств и улучшение эргономических показателей. 2 c.п.ф-лы, 5 ил.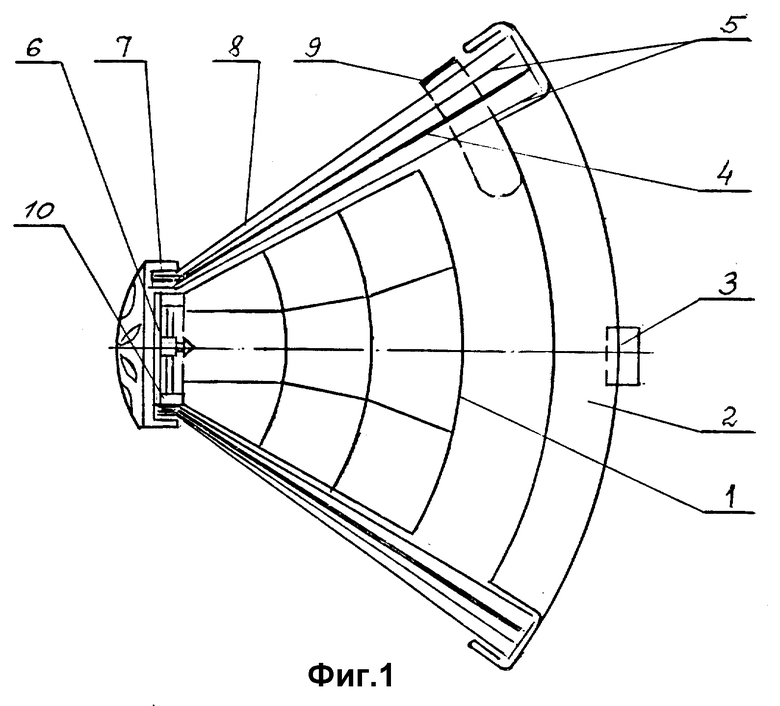
| Петрянов И.В | |||
| и др | |||
| Лепесток (Легкие респираторы) | |||
| - М.: Наука, 1984, с.75 - 83, 185 - 187 | |||
| 0 |
|
SU212755A1 | |
| РЕСПИРАТОР ДЛЯ ЗАЩИТЫ ОРГАНОВ ДЫХАНИЯ ОТ ПЫЛИ | 0 |
|
SU199670A1 |
| РЕСПИРАТОР | 1996 |
|
RU2101052C1 |
| Устройство для измерения влажности сыпучих материалов в потоке | 1986 |
|
SU1376031A1 |

