Изобретение относится к смазочно-охлаждающим жидкостям, используемым в машиностроении при механической обработке металлов.
Известна смазочно-охлаждаюшая жидкость (СОХ) для механической обработки металлов, представляющая собой раствор водорастворимого полимера-полиэтиленоксида в воде /Патент США 4242211, C 10 M 1/10,1981/. Однако данная СОЖ не обеспечивает требуемую износостойкость инструмента и качество обработанной поверхности и защитные свойства от коррозии.
Наиболее близкой к изобретению по совокупности признаков и достигаемому результату является СОЖ, содержащая в мас.%: полиэтиленоксид 0,15-0,35, тринатрийфосфат 0,15-0,35, вода - остальное. /А.С.СССР N 1641869, C 10 M 173/02, 1991/.
Недостатками данной СОЖ являются низкие показатели по антикоррозионным свойствам и по стойкости режущего инструмента.
Задачей заявляемого технического решения является повышение защитных антикоррозионных свойств, износостойкости инструмента.
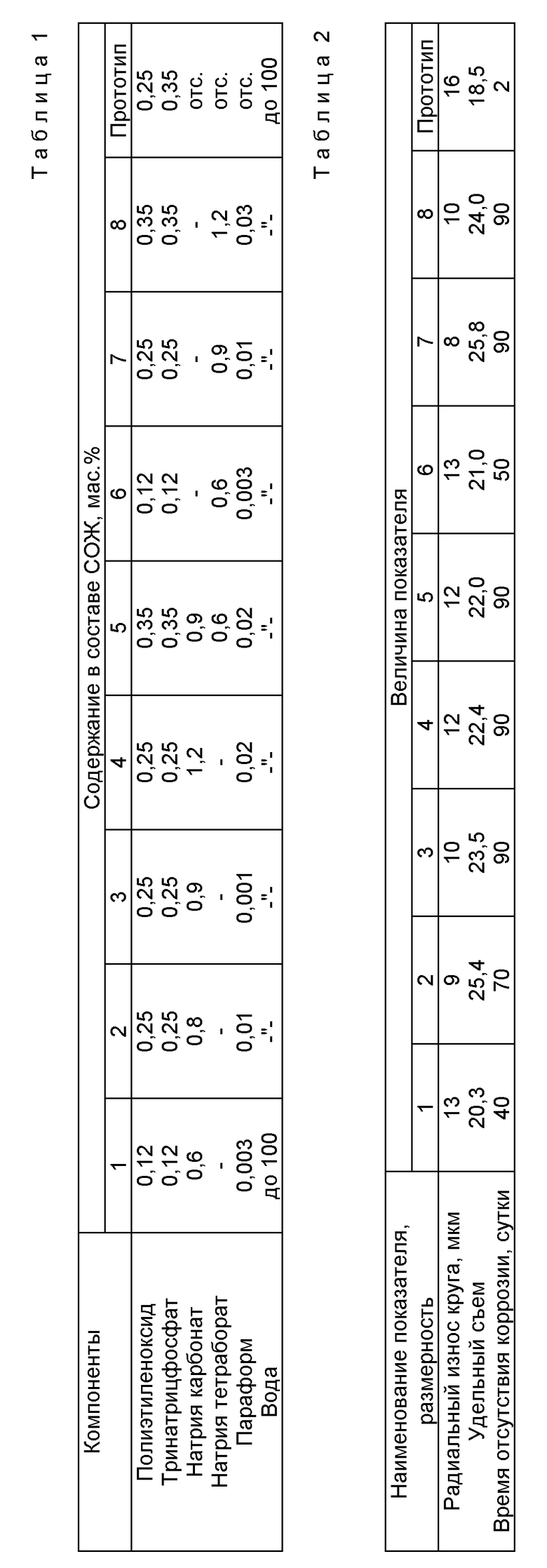
Указанные технические результаты достигаются тем, что СОЖ, содержащая полиэтиленоксид, тринатрийфосфат и воду, дополнительно содержит натрия карбонат и/или тетраборат и параформ при следующем соотношении компонентов, мас. %: полиэтиленоксид 0,12-0,35, тринатрийфосфат 0,12-0,35, натрия карбонат и/или тетраборат 0,6 - 1,2, параформ 0,003-0,03, вода - остальное.
Приготовление СОЖ осуществляют растворением в воде концентрата, содержащего в своем составе полиэтиленоксид, тринатрийфосфат, натрия карбонат и/или тетраборат, параформ в их соответствующем изобретению соотношении в пересчете на концентрат, а также путем раздельного введения компонентов в воду в любой последовательности.
Растворение производят перемешиванием (с помощью насоса или механической мешалки или барботажем воздуха) в течение 20 минут при нормальной температуре. Для приготовления СОЖ используют: полиэтиленоксид по ТУ 6-58-340-89, тринатрийфосфат по ГОСТ 201-76, натрия карбонат по ГОСТ 5100-85, натрия тетраборат по ГОСТ 8429- 77, параформ по ТУ 6-05-930-73, воду обычную.
Влияние СОЖ на стойкость инструмента оценивали по износу шлифовального круга. Испытания проводили на модернизированном станке модели ЗВ642. Условия технологических испытаний: обрабатываемый материал - конструкционная сталь Ст.3; инструмент - шлифовальные круги 24А25ПСТ16Х8 150х20х32; скорость вращения 35 мм шлифовального круга - 3000 об/мин; способ подачи СОЖ - полив в зону обработки свободно падающей струей с расходом 5 л/мин. Радиальный износ круга определяли стандартным методом с помощью микрометра. Удельный съем круга определяли как отношение снятого материала к объему изношенного круга.
Оценку антикоррозионных свойств СОЖ проводили по ГОСТ 6243-75 п. 2.2. по времени отсутствия точечной коррозии на стружке из серого чугуна марки СЧ18 или пластинке из стали марки 10, где размещали стружку. Наблюдения проводили в течение 3 месяцев.
Примеры состава заявляемой СОЖ и результаты технологических испытаний приведены в таблицах 1 и 2 соответственно. Для сравнения также приведены данные по прототипу.
Как видно из представленной таблицы 2, предлагаемая СОЖ по сравнению с известной обеспечивает меньший износ круга (в 1,2-2 раза), увеличивает удельный съем материала (в 1,1-1,4 раза), обладает повышенными антикоррозионными свойствами (в 20-45 раз). Предлагаемая СОЖ выпускается в виде концентрата (без воды) и применяется на предприятиях под товарным наименованием СОЖ "ПОА-1".
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Патент США N 4242211, кл. C 10 M 1/10, кл. 252 - 25, 1981.
2. Авторское свидетельство СССР N 1641869, кл. C 10 M 173/02, 1991.
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1985 |
|
SU1268609A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ ШЛИФОВАНИЯ ПЛАЗМЕННЫХ ПОКРЫТИЙ НА НИКЕЛЕВОЙ ОСНОВЕ | 2012 |
|
RU2501847C1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1988 |
|
SU1641869A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1983 |
|
SU1129227A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1998 |
|
RU2146696C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ ШЛИФОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1991 |
|
RU2017801C1 |
| Концентрат смазочно-охлаждающей жидкости для механической обработки металлов | 1987 |
|
SU1467083A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1992 |
|
RU2084497C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2001 |
|
RU2201955C2 |
| СМАЗОЧНО-ОХЛАЖДАЮЩЕЕ СРЕДСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1999 |
|
RU2174147C2 |
Изобретение относится к смазочно-охлаждающим жидкостям, используемым в машиностроении при механической обработке металлов. Смазочно-охлаждающая жидкость содержит полиэтиленоксид, тринатрийфосфат, натрия карбонат и/или тетраборат, параформ и воду при следующем соотношении компонентов, мас.%: полиэтиленоксид 0,12-0,35, тринатрийфосфат 0,12-0,35, натрия карбонат и/или тетраборат 0,6-1,2, параформ 0,003-0,03, вода -остальное. Технический результат - повышение защитных антикоррозионных свойств, износостойкости инструмента. 2 табл.
Смазочно-охлаждающая жидкость для механической обработки металлов, содержащая полиэтиленоксид, тринатрийфосфат и воду, отличающаяся тем, что жидкость дополнительно содержит натрия карбонат и/или тетраборат и параформ при следующем соотношении компонентов, мас.%:
Полиэтиленоксид - 0,12 - 0,35
Тринатрийфосфат - 0,12 - 0,35
Натрия карбонат и/или тетраборат - 0,6 - 1,2
Параформ - 0,003 - 0,03
Вода - Остальное
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1988 |
|
SU1641869A1 |
| US 4242211 A, 30.12.80. | |||
