Изобретение относится к технологии изготовления печатных плат и их конструкциям и может быть использовано в приборостроении, радиоэлектронной и других областях техники.
Известен способ изготовления печатных плат путем выполнения электропроводящего рисунка по крайней мере на одной ее поверхности и сквозных металлизированных переходных отверстий с использованием шаблонов в основном разового пользования (авт. св. СССР N 558431, H 05 K 3/06, 1977).
Известно также устройство печатной платы (там же), содержащее выполненный на пластине-основании печатный рисунок проводников и контактных площадок без технологической и эксплуатационной защиты и переходные отверстия.
Недостатками известного способа являются его технологическая сложность, не обеспечивающая необходимую надежность, высокие временные и материальные затраты и низкий процент выхода годных.
Недостатком печатной платы является высокая себестоимость при неудовлетворительном качестве выполнения электропроводящего рисунка, вплоть до отсутствия его фрагментов при высокой плотности их размещения.
Известен способ изготовления двусторонней печатной платы путем выполнения на пластине из нефольгированного диэлектрика рисунка углублений с плоским дном для проводников, контактных площадок и переходных отверстий методом механического фрезерования с последующей металлизацией с двух сторон полученной заготовки слоем меди и формированием заданной конструктивной и электрической структуры платы с использованием вышеуказанного метода фрезерования (патент RU N 1251783, H 05 K 1/00, 1993). В известном способе проводники электрических шин и сигнальных электродов изготавливают на разных уровнях, а электрическое разделение элементов по слою меди производят методом фрезерования заданных промежутков без использования защитных средств этих и соседних промежутков, что приводит к повреждениям границ воздействия и загрязнениям незащищенных элементов. Кроме того, недостатками способа являются низкая технологичность и высокая стоимость получаемых плат при их недостаточной надежности, обусловленной вышеуказанными факторами.
Известна также конструкция двусторонней печатной платы, включающая основание в виде пластины из нефольгированного диэлектрика, в углублениях которой с плоским дном расположены медные проводники заданного функционального назначения, медные контактные площадки, а также металлизированные переходные отверстия (там же).
Недостатками данной конструкции являются незащищенность от внешних воздействий ее проводников при монтаже и эксплуатации, их повреждаемость и загрязнения, а также ее общая низкая технологичность, обусловленная как разноуровневым расположением проводников, так и низкой механической и электрической прочностью разноуровневой структуры с рельефным диэлектриком, высокой ее электризуемостью статическим электричеством при пониженной границе пробивных напряжений. Эти недостатки затрудняют создание печатных плат с высокой плотностью элементов при умеренной их стоимости. Решаемыми в предложенном способе техническими задачами являются:
- высокий процент выхода годных за счет выбора прецезионных технологических операций способа,
- исключение брака металлизации при обеспечении надежной защиты металлических слоев при последующих операциях изготовления платы,
- возможность регулирования условий изготовления, определяющих стоимость платы, при разном заданном ее разрешении,
- возможность достижения прецизионной операции изготовления, обусловленной их порядком, подготавливающим на каждом этапе наилучшие условия для последующей операции.
Решаемыми в предложенной двусторонней печатной плате задачами являются:
- задачи, следующие из вышеуказанных преимуществ способа,
- получение одноуровневой структуры платы для всех проводников, более удобной при ее дальнейшем монтаже и эксплуатации,
- увеличенная плотность элементов монтажа и уменьшенный шаг трассировки,
- высокая надежность при эксплуатации, обусловленная отсутствием негативного действия кислот и других химических реагентов на защищенные диэлектрик платы и проводники,
- высокая механическая прочность и стойкость к негативным эксплуатационным и климатическим факторам,
- высокая прецезионность платы, обуславливающая возможность повышения функциональности проводников при одновременном уменьшении шага их расположения,
- низкая стоимость платы за счет возможности создания требуемой топологии на одном оборудовании в едином технологическом процессе.
Сущность изобретений.
Способ изготовления двусторонней печатной платы осуществляется путем выполнения на пластине из нефольгированного диэлектрика углублений для переходных отверстий, а также рисунка углублений с плоским дном для проводников и контактных площадок методом механического фрезерования с последующей металлизацией с двух сторон полученной заготовки слоем меди и формированием заданной конструктивной и электрической структуры платы с использованием вышеуказанного метода фрезерования. При этом металлизацию платы медью производят методом вакуумного напыления для создания нижнего слоя толщиной d1, затем методом гальванического наращивания этого слоя для создания внешнего слоя меди толщиной d2 = (5-9)d1, а формирование заданной конструктивной и электрической структуры платы производят путем нанесения также на обе стороны непрерывных слоев шпаклевки толщиной d3 в месте углублений с последующей механической сошлифовкой его со всей поверхности платы до внешнего слоя меди на участках платы между вышеуказанными углублениями, удаления этих участков слоев меди методом химического травления и нанесения на всю полученную структуру слоя паяльной маски толщиной d4. После этого методом механического фрезерования удаляют слой паяльной маски до слоя шпатлевки на контактных элементах, затем удаляю слой шпатлевки растворением, после чего методом горячего обслуживания на контактные площадки наносят слой припоя толщиной d5 при соблюдении выражений:
d3 = k1(A-d1-d2),
k2(A - d1 - d2) ≤ d5 ≤ (A - d1 - d2 + d4),
где A - глубина углублений в плате,
k1 = (1,01 - 5,0) - коэффициент, определяемый пластичностью материала шпатлевки,
k2 = (0,3 - 1,0) - коэффициент, определяемый заданной плотностью монтажа.
На плате может быть предусмотрено также выполнение монтажных отверстий.
В частности, пластина может быть выполнена из стеклотекстолита.
По крайней мере часть углублений в плате может иметь трапецеидальное сечение с расширением к поверхности платы.
Шпатлевка может быть выбрана из группы нитрошпатлевок.
Паяльная маска может быть выполнена на основе эпоксидной смолы.
Слой припоя может быть изготовлен из сплава олово-свинец-висмут.
Оптимальным является выбор толщины слоя припоя d5 = 50 - 100 мкм.
Тогда слой припоя достаточен для пайки и для практически существующих размеров углублений получается настолько утопленным относительно поверхности пластины, что упрощает последующие операции способа, включая пайку контактов.
Другой возможной оптимизацией является выбор толщины слоя припоя d5 = A - d1 - d2 + d4, то есть заподлицо со слоем паяльной маски, что является также наиболее целесообразным при других, по сравнению с вышеуказанным случаем, методах пайки контактов, например, с модулем контактов.
В зависимости от требований дальнейших технологических операций степень "утопленности" слоя припоя может быть различной, что определяется выбором коэффициента k2 в пределах от 0,3 до 1,0 соответственно или по потребности - промежуточное значение интервала. При этом во всех случаях значение толщины слоя припоя d5 не должно превышать указанного верхнего предела аналитического выражения, так как припой не должен нарушать плоскостность полученной структуры платы.
Наиболее целесообразно с точки зрения минимального действия последующей трибоэлектризации пластины наносить слой шпатлевки толщиной d3 не более верхнего значения указанного интервала, так как при последующей длительной сошлифовке на пластине может накапливаться значительный электростатический заряд. Нижний предел определяется необходимостью получения надежно-непрерывного слоя (без разрывов).
Оптимальной является толщина слоя шпатлевки d3 в пределах 0,2 - 0,3 мм.
Двусторонняя печатная плата согласно изобретению имеет основание в виде пластины из нефольгированного диэлектрика с металлизированными переходными отверстиями и рисунком углублений с плоским дном, в которых расположены медные проводники заданного функционального назначения (сигнальные проводники, проводники шин питания и при необходимости проводники дополнительного назначения) с медными контактными площадками. При этом по крайней мере часть углублений выполнена глубиной A, проводники с контактными площадками сформированы из нижнего слоя меди толщиной d1 вакуумного напыления и гальванически наращенного внешнего слоя меди толщиной d2 = (5 - 9) d1. На этом слое на проводниках расположен выращивающий слой шпатлевки толщиной d3* = k3 (A -d1 - d2), где k3 = (0,8 - 1,5 - коэффициент, определяемый требованиями степени плоскостности поверхностей платы, а на внешнем слоем меди контактных площадок нанесен слой припоя горячего обслуживания толщиной d5, при этом на обе поверхности нанесены общие слои паяльной маски толщинами d4 при выполнении следующего выражения:
k2(A - d1 - d2) ≤ d5 ≤ (A - d1 - d2 + d4),
где k2 = (0,3 - 1,0) - коэффициент, определяемый заданной плотностью монтажа.
Дополнительные преимущества большей функциональности обеспечиваются при выполнении на плате монтажных отверстий.
Пластина может быть выполнена из стеклотекстолита.
Наиболее целесообразным является форма выполнения по крайней мере части углублений в плате трапецеидального сечения с расширением к поверхности платы.
Дополнительные преимущества высокого качества платы обеспечиваются при условии, что слой меди проводников и контактных площадок покрывает весь трапецеидальный профиль углублений платы до ее поверхности.
Также оптимальным является выбор шпатлевки из группы нитрошпатлевок.
Паяльная маска может быть выполнена их материла на основе эпоксидной смолы.
Слой припоя может быть выполнен из сплава олово-свинец-висмут.
Наиболее целесообразно для достижения лучшей плоскости платы выбрать значение коэффициента k3 в пределах 0,95 - 1,0.
Примеры осуществления.
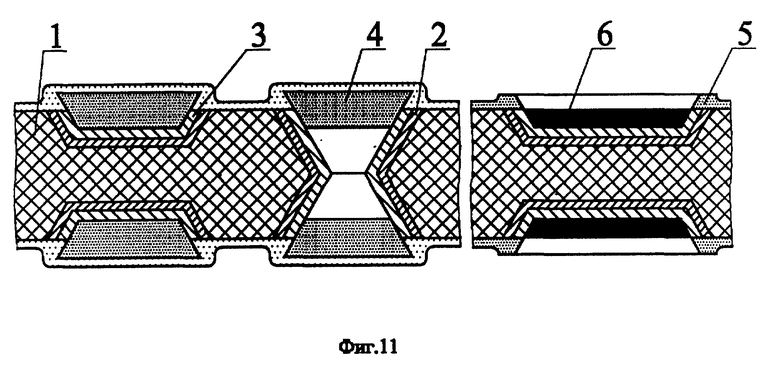
На фиг. 1-10 показаны этапы способа изготовления платы, а на фиг. 11 - печатная плата согласно изобретению.
На стеклотекстолитовой пластине 1 (фиг. 1) марки СТАМ толщиной 0,7 мм формируют рисунок углублений глубиной 0,15 мм, с плоским дном, оптимально - трапецеидального поперечного сечения, для проводников и контактных площадок методом механического фрезерования, а также переходные и, при необходимости, монтажные отверстия (не показаны).
Выполнение вышеуказанных отверстий также осуществляется методом механического фрезерования с двух сторон платы углублений такой глубины, что они в заданных местах платы образуют сквозные отверстия.
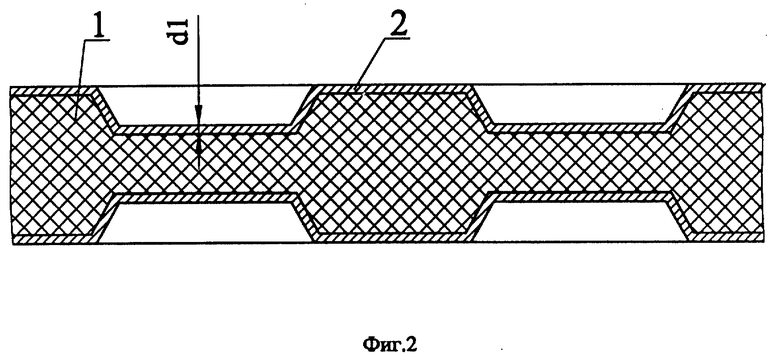
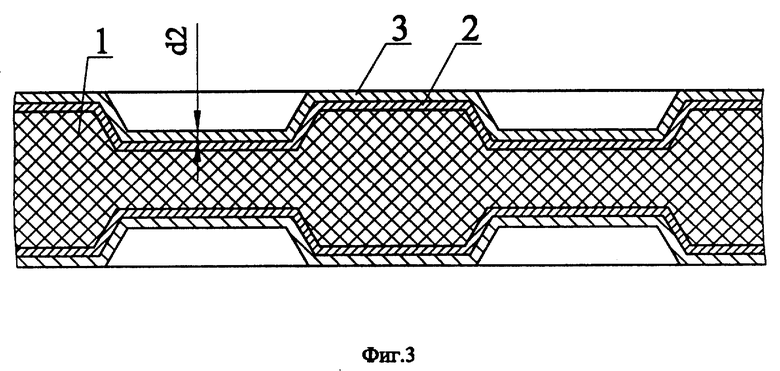
Затем методом вакуумного напыления создают нижний слой 2 меди толщиной d1 (фиг. 2), например 5 - 7 мкм. После чего методом гальванического наращивания этого слоя создают внешний слой 3 меди толщиной d2 = (5-9)d1, например 35 - 40 мкм (фиг. 3). Проводники выполнены с шагом 0,4 мм. Ширина и длина контактных площадок для пайки выводов определяются размерами последних и составляют для выводов микросхем в корпусах типа 4 : 0,3 и 2,5 мм соответственно.
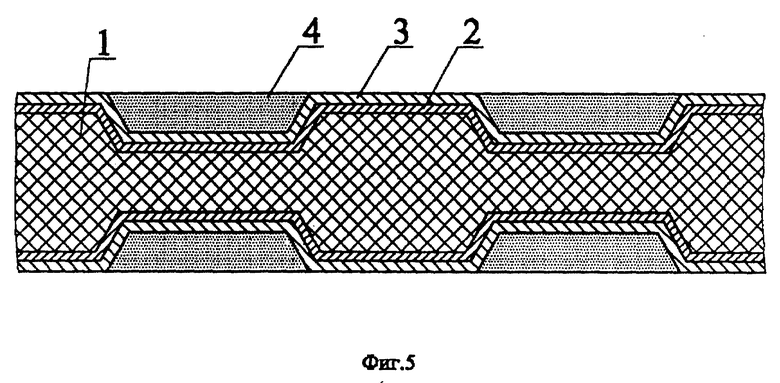
После этого производят формирование заданной конструктивной и электрической структуры платы путем нанесения слоя 5 нитрошпатлевки (фиг. 4) марки НЦ-08 толщиной d3 в месте углублений, например 0,2 - 0,3 мм для выравнивания поверхности, заполнения объемов углублений, содержащих проводники и контактные площадки и защиты от коррозии при климатических воздействиях (толщина d3 отсчитывается от плоского дна углублений).
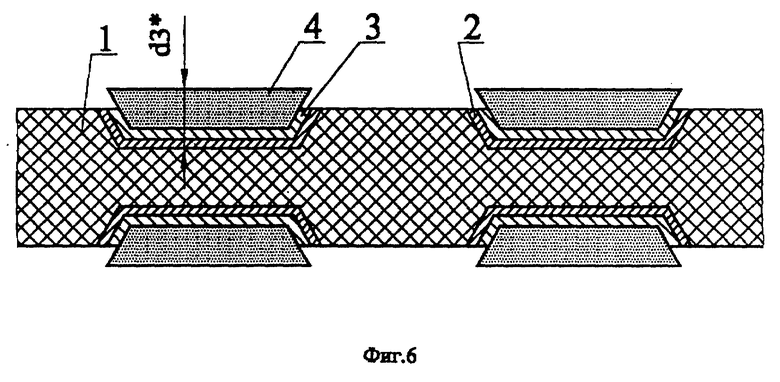
Затем производят механическую сошлифовку слоя шпатлевки поверхностный платы до внешнего слоя меди на участках платы между вышеуказанными углублениями (фиг. 3). Слои меди толщиной d2 и d1 на этих участках затем также удаляют методом химического травления (фиг. 6).
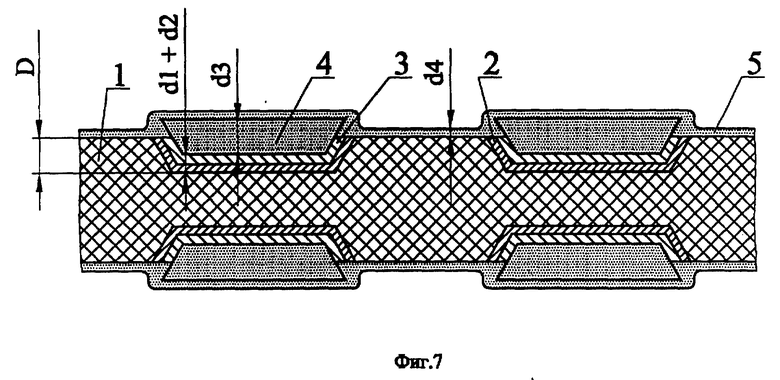
После этого на всю полученную структуру наносят слой паяльной маски 5 толщиной d4 (фиг. 7), например, 50 - 70 мкм.
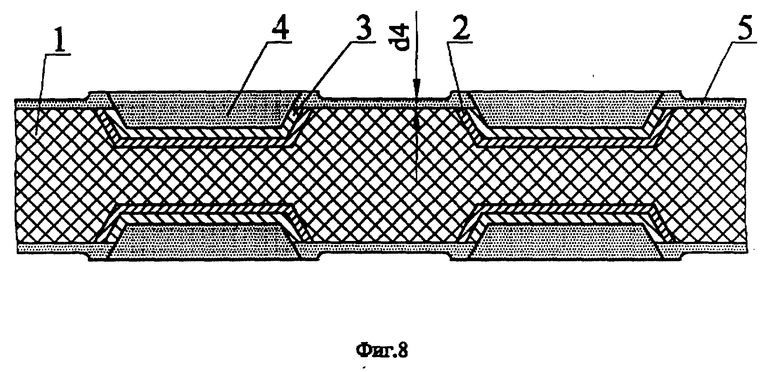
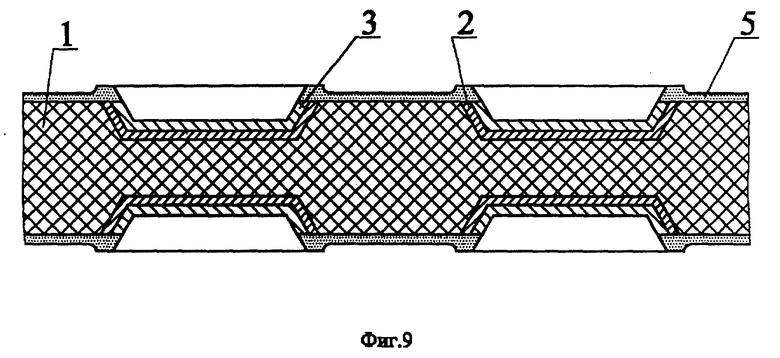
После ее отверждения методом механического фрезерования удаляют этот слой до слоя шпатлевки на контактных площадках (фиг. 8) и удаляют на них слой шпатлевки растворением (фиг. 9).
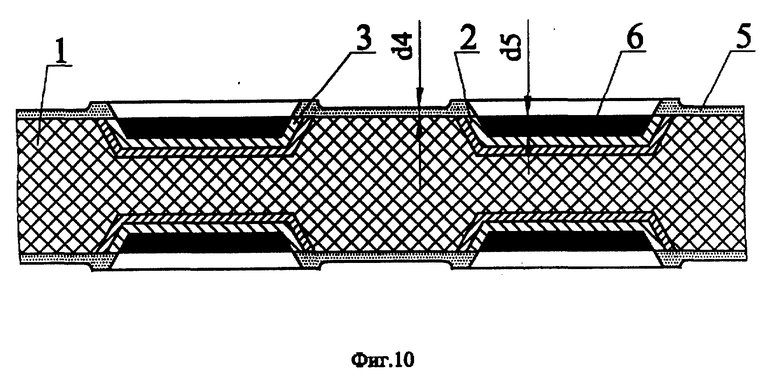
После этих операций методом горячего обслуживания на контактные площадки наносят слой припоя 6 (фиг. 10) толщиной d5 из сплава олово-свинец-висмут (толщина 50 - 100 мкм).
Как уже ранее сообщалось, наиболее целесообразно с точки зрения минимального действия трибоэлектризации пластины наносить слой шпатлевки толщиной d3 = 0,2 - 0,3 мм, так как при последующей длительной сошлифовке толстого слоя на пластине может накапливаться значительный электрический заряд. Нижний предел определяется необходимостью получения надежно-непрерывного слоя без разрывов.
Переходные металлизированные отверстия при данном способе изготовления имеют на поверхности также два указанных слоя меди тех же толщин, что и проводники, и аналогичный слой шпатлевки.
Двусторонняя печатная плата согласно изобретению (фиг. 11) включает основание в виде пластины 1 из нефольгированного стеклотекстолита, в углублениях которой, предпочтительно трапецеидальной формы поперечного сечения, с расширением к поверхности платы, расположены проводники и контактные площадки в виде слоев меди 2 и 3, а также металлизированные переходные отверстия. Слой 2 толщиной d1 = 5-7 мкм - вакуумного напыления, а слой 3 гальванически наращен и имеет толщину 35 - 40 мкм.
На этом слое на проводниках расположен выравнивающий слой нитрошпатлевки 4 толщиной d3* примерно 0,1 мкм, а на слое меди контактных площадок нанесен слой 6 припоя горячего обслуживания толщиной d 5 = 50 - 100 мкм.
Слой 5 паяльной маски толщиной d4 нанесен на обе поверхности пластины поверх проводников и закрывающей их шпатлевки, кроме контактных площадок, на которых выполнены слои 6 припоя вышеуказанной толщины из сплава олово-свинец-висмут методом горячего обслуживания.
Плата имеет переходные 7 и при необходимости монтажные отверстия (последние не показаны).
Способ изготовления двусторонней печатной платы согласно изобретению позволяет сократить время изготовления платы и снизить ее стоимость при выходе годных до 95%. Кроме того, способ обеспечивает уменьшенную степень деградацией параметров платы, обусловленную протеканием ряда физико-химических процессов: диффузии, химических реакций, ионной проводимости, развитие структурных дефектов вследствие термомеханических напряжений и др. за счет использования указанных операций, их условий и последовательности.
Двусторонняя печатная плата согласно изобретению имеет высокую плотность элементов (шаг проводников до 0,3 мкм), высокую надежность и срок службы. Последнее из указанных качеств определяется уменьшенной деградацией указанных выше параметров.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления высокочастотных печатных плат | 2021 |
|
RU2765105C1 |
| РАДИОЭЛЕКТРОННЫЙ БЛОК | 1998 |
|
RU2132598C1 |
| ПЛАТА ПЕЧАТНАЯ | 2012 |
|
RU2499374C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУСТОРОННЕЙ ПЕЧАТНОЙ ПЛАТЫ | 2013 |
|
RU2543518C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬЕФНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2015 |
|
RU2604721C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ ДЛЯ СВЕТОДИОДОВ | 2011 |
|
RU2477029C2 |
| ПЛАТА ПЕЧАТНАЯ СОСТАВНАЯ | 2012 |
|
RU2497320C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ С ВСТРОЕННЫМИ РЕЗИСТОРАМИ | 2008 |
|
RU2386225C2 |
| МЕЖСЛОЙНОЕ СОЕДИНЕНИЕ В ПЕЧАТНЫХ ПЛАТАХ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2009 |
|
RU2439866C2 |
| ДВУСТОРОННИЙ ЭЛЕКТРОННЫЙ ПРИБОР | 1998 |
|
RU2190284C2 |

Изобретение относится к технологии изготовления печатных плат и их конструкции и может быть использовано в приборостроении, радиоэлектронике и других областях техники. Способ изготовления двусторонней печатной платы согласно изобретению включает выполнение на пластине из нефольгированного диэлектрика углублений для переходных отверстий, а также рисунка углублений с плоским дном для проводников и контактных площадок методом механического фрезерования с последующей металлизацией с двух сторон полученной заготовки слоем меди и формированием заданной конструктивной и электрической структуры платы с использованием указанного метода фрезерования, причем металлизацию платы медью производят методом вакуумного напыления для создания нижнего слоя, затем - методом гальванического наращивания этого слоя с созданием внешнего слоя меди, а формирование заданной конструктивной и электрической структуры платы производят путем нанесения на обе стороны непрерывных слоев шпатлевки в месте углублений с последующей механической сошлифовкой его по всей поверхности платы до внешнего слоя меди на участках платы между указанными углублениями. Двусторонняя печатная плата на основании в виде пластины из нефольгированного диэлектрика с металлизированными переходными отверстиями и рисунком углублений с плоским дном, в которых расположены медные проводники заданного функционального назначения с медными контактными площадками. Изобретение обеспечивает высокий процент выхода годных за счет выбора прецизионных технологических операций способа, исключение брака металлизации при обеспечении надежной защиты металлических слоев при последующих операциях изготовления платы, возможность регулирования условий изготовления, определяющих стоимость платы, при разном заданном ее разрешении, возможность достижения высокой прецизионности операций изготовления, обусловленной их порядком, подготавливающим на каждом этапе наилучшие условия для последующей операции. 2 c. и 17 з.п.ф-лы, 11 ил.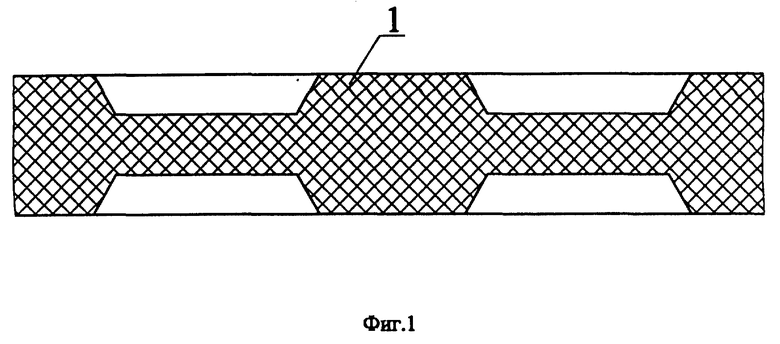
d3 = k1 (A - d1 - d2);
k2 (A -d1 - d2) ≤ d5 ≤ (A - d1 - d2 + d4),
где A - глубина углублений в плате;
k1 = (1,0 - 5,0) - коэффициент, определяемый пластичностью материала шпатлевки;
k2 = (0,3 - 1,0) - коэффициент, определяемый заданной плотностью монтажа.
k2 (A - d1 - d2) ≤ d5 ≤ (A - d1 - d2 + d4),
где k = (0,3 - 1,0) - коэффициент, определяемый заданной плотностью монтажа.
| RU 1251783 C1, 15.12.93 | |||
| Способ изготовления двухсторонних печатных плат | 1971 |
|
SU558431A1 |
| Способ изготовления микросхем | 1979 |
|
SU873861A1 |
| US 3810686, 14.05.74. | |||

