Предлагаемое изобретение относится к лазерной технологии, более конкретно к лазерной резке, сварке, пробивке отверстий.
Известен способ [1] лазерной обработки с применением излучения с круговой поляризацией. При таком способе лазерное излучение с линейной поляризацией, выходящее из лазера, отражается от поворотного зеркала с фазосдвигающим четвертьволновым покрытием. Отраженное излучение имеет круговую поляризацию и направляется на обрабатываемый образец.
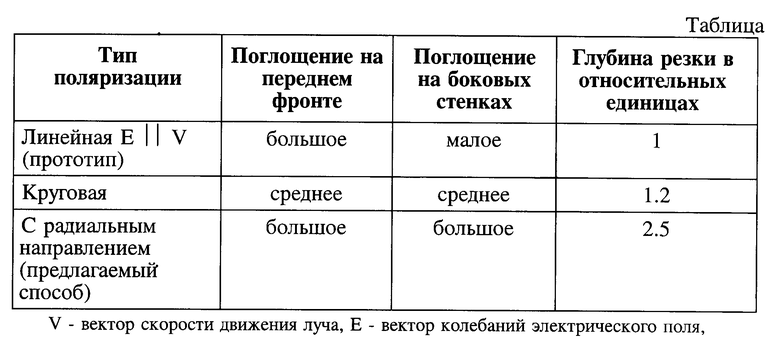
Достоинством такого способа является то, что поглощение излучения и на переднем фронте, и на боковых стенках канала реза определяется одним законом, материал равномерно разрушается по всей поверхности.
Недостатком такого способа является то, что коэффициент поглощения при круговой поляризации и заданном угле падения K равен среднему арифметическому от коэффициентов поглощения S и P-волн K=(Ks + Kp)/2. При больших углах падения, наблюдаемых при сварке, резке, пробивке отверстий, коэффициент поглощения для P-волны значительно выше, чем для S-волны, так что K≈0,5 Kp.
Таким образом, потенциальные возможности поглощения лазерного излучения, заложенные в механизме поглощения P-волны здесь, при круговой поляризации, не реализуются.
Известен способ [2] лазерной резки металлов, при котором на обрабатываемый образец направляется линейно-поляризованный лазерный луч с одинаковым направлением вектора колебаний электрического поля во всех точках поперечного сечения луча.
Главным недостатком этого способа является то, что при любом положении вектора скорости движения луча по отношению к плоскости колебаний вектора E резка неэффективна, т.к. лишь небольшая доля излучения поглощается и идет на разрушение материала.
В случае когда вектор скорости движения луча перпендикулярен плоскости колебаний вектора E, коэффициент поглощения излучения на переднем фронте реза мал (соответствует поглощению S-волны).
Когда вектор скорости движения луча параллелен плоскости колебаний вектора E, коэффициент поглощения излучения на переднем фронте реза велик (соответствует поглощению P-волны), однако поглощение на боковых стенках канала мало (соответствует поглощению S-волны), их разрушение неэффективно, что препятствует проникновению луча вглубь материала.
Кроме того, при произвольном направлении движения луча по отношению к плоскости колебаний вектора E параметры реза (глубина, ширина, форма) зависят от направления движения луча, что недопустимо для многих применений.
Техническая задача изобретения - повышение эффективности и предельных параметров лазерной обработки.
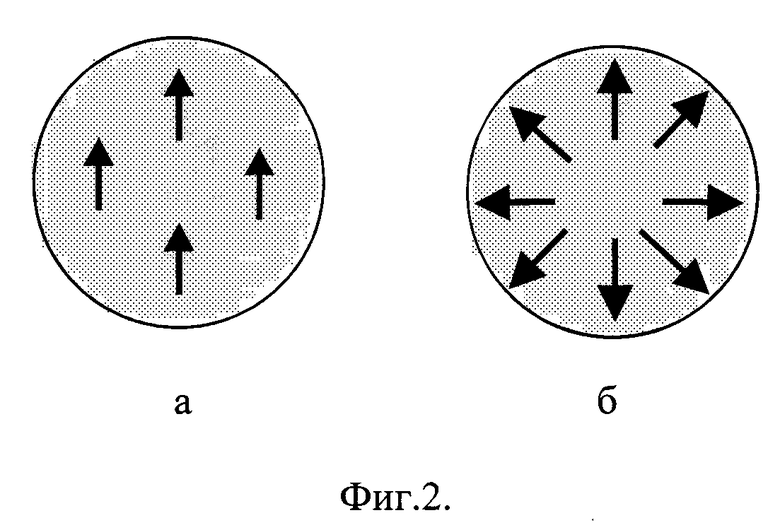
Указанная задача достигается тем, что в известном способе обработки металлов лазерным излучением, при котором на обрабатываемый металл направляют линейно- поляризованный сфокусированный луч, создают лазерный луч с радиальным направлением поляризации, при котором плоскость колебаний вектора электрического поля E в любой точке поперечного сечения луча проходит через ось луча.
Сущность изобретения иллюстрируется фиг. 1, 2.
Лазерный луч 1 (фиг. 1) с радиальным направлением поляризации фокусируется линзой 2 и направляется на обрабатываемый металл 3. Стрелкой показано направление движения луча, V - скорость движения луча. На фиг. 2a показано направление вектора электрического поля E в поперечном сечении луча при линейной поляризации (прототип). На фиг. 2б показано радиальное направление поляризации, при котором плоскость колебаний вектора электрического поля E в любой точке поперечного сечения луча проходит через ось луча (предлагаемый способ).
При лазерной обработке металлов (резке, сварке, пробивке отверстий) таким излучением поглощение на всех стенках происходит по одному и тому же закону, причем коэффициент поглощения имеет максимально возможную величину, соответствующую поглощению P-волны. Происходит более интенсивное разрушение материала, дальнейшее проникновение луча вглубь материала, предельные параметры обработки увеличиваются за счет повышения эффективности использования лазерного излучения.
Оценка эффективности предложенного решения проводилась по трехмерной теории лазерной резки металлов [3]. Теория лазерной резки металлов адекватно описывает предельные толщины резов, наблюдаемые экспериментально при известных поляризационных характеристиках лазерного излучения: линейной и циркулярной поляризациях. При радиальной поляризации она прогнозирует увеличение предельной толщины разрезаемого металла в два раза по сравнению с циркулярной поляризацией. Физическая причина этого состоит в увеличении коэффициента поглощения излучения на стенках канала.
В таблице приведены сравнительные качественные показатели резки металлов лазерным излучением с известными типами поляризации и с применением предлагаемого способа лазерной обработки.
Таким образом, предложенный способ лазерной обработки металлов позволяет увеличить предельные параметры лазерной обработки в несколько раз по сравнению с прототипом.
Источники информации:
1. А. Г. Григорьянц, А.А. Соколов "Лазерная резка металлов" Книга 7 из серии "Лазерная техника и технология" под редакцией А.Г. Григорьянца Москва, "Высшая школа", 1988 г., стр. 56-61.
2. "Технологические лазеры" Справочник в двух томах под редакцией Г.А. Абильсиитова Москва, "Машиностроение", 1991 г., том. 1, стр. 171 (прототип).
3. Низьев В.Г., Нестеров А.В. Форма и глубина реза поляризованным лазерным лучом. Физика и химия обработки материалов. 1998, N 1, стр. 22-28.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПТИЧЕСКИЙ ЭЛЕМЕНТ ЛАЗЕРНОГО РЕЗОНАТОРА | 1999 |
|
RU2169421C2 |
| ОПТИЧЕСКИЙ ЭЛЕМЕНТ ЛАЗЕРНОГО РЕЗОНАТОРА | 1998 |
|
RU2156528C2 |
| ПРЕОБРАЗОВАТЕЛЬ ПОЛЯРИЗАЦИИ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ | 2000 |
|
RU2175450C2 |
| СПОСОБ ЛАЗЕРНОГО НАГРЕВА ПЛАЗМЫ | 2000 |
|
RU2176132C2 |
| ФАЗОСДВИГАЮЩАЯ СИСТЕМА | 1997 |
|
RU2156484C2 |
| ПРЕОБРАЗОВАТЕЛЬ ПОЛЯРИЗАЦИИ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ | 1999 |
|
RU2169388C2 |
| УСТРОЙСТВО ПОВОРОТА ПЛОСКОСТИ ПОЛЯРИЗАЦИИ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ | 1998 |
|
RU2160914C2 |
| ОПТИЧЕСКИЙ ЭЛЕМЕНТ ЛАЗЕРНОГО РЕЗОНАТОРА ДЛЯ ПОЛУЧЕНИЯ РАДИАЛЬНО ПОЛЯРИЗОВАННОГО ИЗЛУЧЕНИЯ | 2000 |
|
RU2173012C1 |
| ФАЗОСДВИГАЮЩИЙ ОТРАЖАТЕЛЬНЫЙ ЭЛЕМЕНТ | 2001 |
|
RU2219570C2 |
| ОПТИЧЕСКИЙ ЭЛЕМЕНТ ЛАЗЕРНОГО РЕЗОНАТОРА | 1999 |
|
RU2166819C2 |
Изобретение относится к лазерной технологии, более конкретно к лазерной резке, сварке, пробивке отверстий. Способ лазерной обработки металлов включает создание лазерного луча с радиальным направлением поляризации. Плоскость колебаний вектора электрического поля Е в любой точке поперечного сечения луча проходит через ось луча. Фокусировку луча осуществляют на обрабатываемый металл. Создание радиального направления поляризации луча позволяет повысить эффективность обработки металлов за счет увеличения коэффициента поглощения. 1 табл., 2 ил.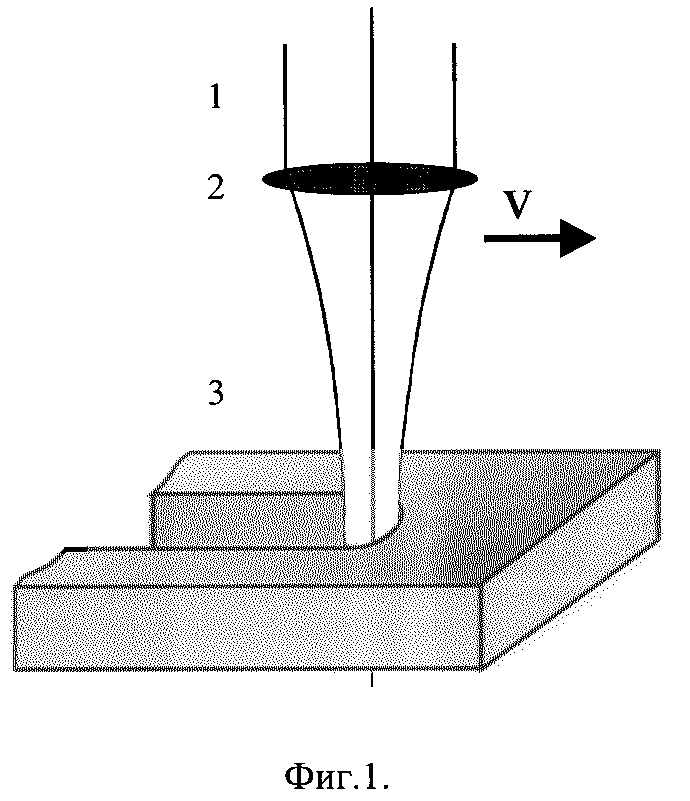
Способ лазерной обработки металлов, при котором на обрабатываемый металл направляют линейно-поляризованный сфокусированный лазерный луч, отличающийся тем, что лазерный луч создают с радиальным направлением поляризации, при котором плоскость колебаний вектора электрического поля Е в любой точке поперечного сечения луча проходит через ось луча.
| Технологические лазеры./ Под ред | |||
| Г.А.Абильсиитова | |||
| Справочник, т.1 | |||
| - М.: Машиностроение, 1991, с.171 | |||
| Способ лазерной обработки материалов | 1991 |
|
SU1834772A3 |
| Григорьянц А.Г | |||
| и др | |||
| Лазерная резка, кн.7 | |||
| Серия "Лазерная техника и технология" | |||
| - М.: Высшая школа, 1988, с.56-61. | |||

