Изобретение относится к смазочным материалам для механической обработки металлов, а конкретно к технологическим средствам (ТС), применяемым в качестве технологической среды при лезвийной и абразивной обработке металлов.
Известна смазочно-охлаждающая жидкость (СОЖ) для механической обработки металлов, содержащая, мас.%:
Триэтаноламин - 0,25 - 0,3
Нитрат натрия - 0,08 - 0,12
Глицерин - 0,1 - 0,2
Калиевая соль жирных кислот - 0,01 - 0,3
Бензойная кислота - 0,08 - 0,12
Формалин - 0,05 - 0,1
Вода - До 100 [1]
Данная СОЖ хотя и обеспечивает достаточную стойкость режущего инструмента и качество обрабатываемой поверхности, однако имеет ряд недостатков: запас антикоррозионных свойств создается за счет применения нитрита натрия, который, как известно, в сочетании с триэтаноламином способен в процессе работы образовывать нитрозоамины, оказывающие токсическое воздействие на человека и окружающую среду. Кроме того, нитрат натрия быстро уносится с обрабатываемыми деталями и для восстановления антикоррозионных свойств до необходимого уровня требуются частые корректировки состава СОЖ. Состав многокомпонентный и готовится непосредственно в условиях применения, что приводит к дополнительным трудозатратам.
Известен также концентрат смазочно-охлаждающей жидкости для финишной абразивной обработки металлов, содержащий, мас.%:
Триэтаноламин - 10 - 20
Политриметиламмоний-этилметакрилатметилсуфат - 1 - 3
Оксиэтиллированные моноалкилфенолы на основе тримеров пропилена - 20 - 30
Вода - До 100 [2]
СОЖ, полученная на основе данного концентрата, обеспечивает необходимую режущую способность инструмента и высокую производительность процесса абразивной обработки металлов. Однако она имеет очень низкие антикоррозионные свойства, при ее применении наблюдается высокое пенообразование и не обеспечивается достаточная стойкость режущего инструмента при лезвийной обработке металлов.
Известен концентрат технологической жидкости для финишной абразивной обработки металла, содержащий, мас.%:
Триэтаноламин - 3 - 12
Нитрит натрия - 0,5 - 1,5
Триэтаноламиновое мыло олеиновой кислот - 1 - 5
Моноалкиловые эфиры полиэтиленгликоля на основе первичных жирных спиртов фр. C10-C16 - 20-40
Вода - До 100 [3]
СОЖ, приготовленная на основе концентрата описанного состава, обеспечивает эффективное использование алмазного инструмента на финишных операциях металлообработки, позволяет повысить производительность процессов финишной абразивно-алмазной обработки. Однако она не эффективна при лезвийной обработке металлов и не обеспечивает им необходимую антикоррозионную защиту.
По составу и свойствам известный концентрат [3] наиболее близок к заявляемому и принят за прототип.
Задачей изобретения является создание концентрата технологического средства для механической обработки металлов, обеспечивающего высокую стойкость рабочего инструмента и эффективную защиту обрабатываемого материала от коррозии.
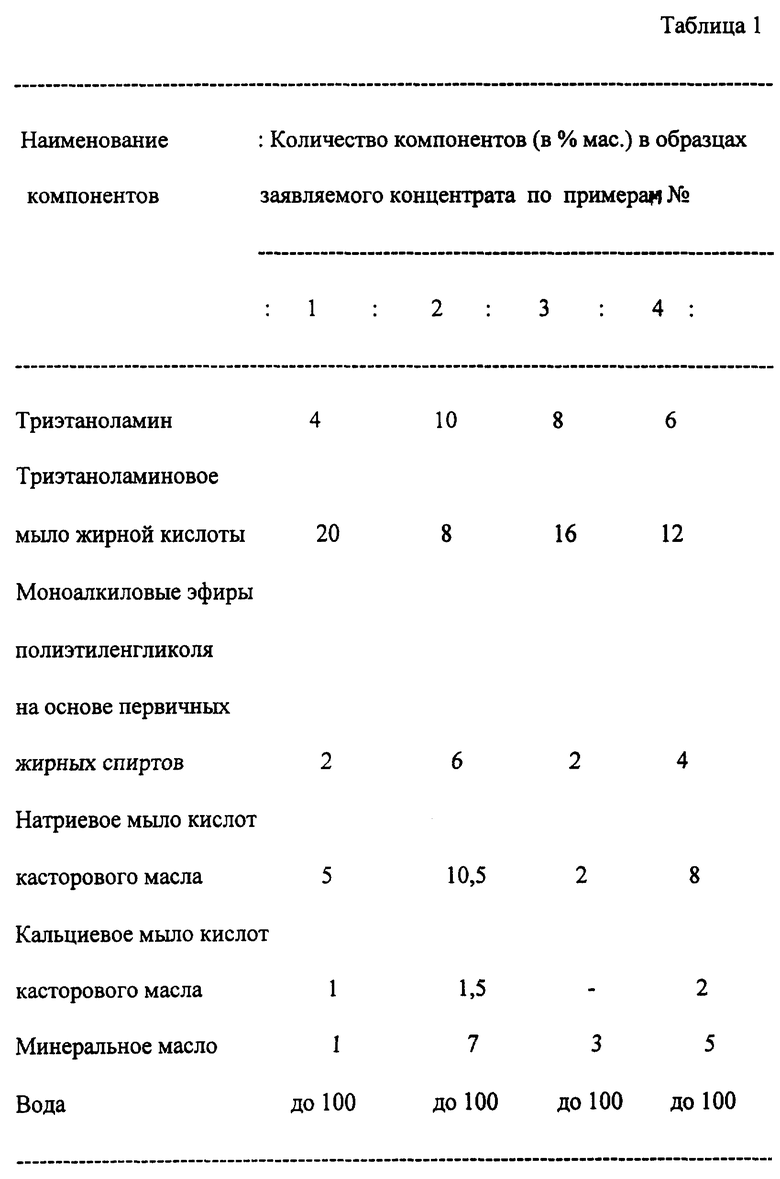
Поставленная задача решена заявляемым концентратом технологического средства, который наряду с триэтаноламином, триэтаноламиновым мылом жирных кислот, моноалкиловыми эфирами полиэтиленгликоля на основе первичных жирных спиртов и водой, дополнительно содержит кальциевое и/или натриевое мыло кислот касторового масла и минеральное масло при следующем соотношении компонентов в концентрате, мас.%:
Триэтаноламин - 4 - 10
Триэтаноламиновое масло жирных кислот - 8 - 20
Моноалкиловые эфиры полиэтиленгликоля на основе первичных жирных спиртов - 2 - 6
Кальциевые и/или натриевое мыло кислот касторового масла - 2 - 12
Минеральное масло - 1 - 7
Вода - До 100
Как показано ниже (см. табл. 1, 2), введение в состав концентрата технологического средства кальциевого и/или натриевого мыла кислот касторового масла и минерального масла в сочетании с известными компонентами и иное количественное соотношение компонентов позволили получить новый продукт с улучшенными показателями антикоррозионных свойств и стойкости режущего инструмента, т. е. решить поставленную задачу с достижением необходимо технического результата.
Заявляемый концентрат технологического средства для механической обработки металлов получают простым смешением компонентов.
В качестве исходных компонентов могут быть использованы следующие товарные продукты:
триэтаноламин технический по ТУ 6-02-916-79;
минеральные масла: масла индустриальные по ГОСТ 20799-88, трансформаторное масло по ГОСТ 982-88, веретенное масло АУ и др.;
моноалкиловые эфиры полиэтиленгликоля на основе первичных жирных спиртов фр. C10-C18 со степенью оксиэтиллирования 10-12, например, синтанол марки ДС-10 по ТУ 6-14-577-88, АЛМ-10 по ТУ 6-14-864-88, АЦСЭ-12 по ТУ 6-14-810-88.
Триэтаноламиновое мыло жирной кислоты получают взаимодействием взятых в эквимолекулярным соотношением триэтаноламина и жирной кислоты, например, олеиновой по ГОСТ 7580-91 или синтетических жирных кислот C7-C16 по ГОСТ 898-77.
Кальциевое и натриевое мыла кислот касторового могут быть получены взаимодействием гидроокиси кальция (ТУ 6-18-75-75), гидроокиси натрия (ГОСТ 2263-79) и касторового масла (ГОСТ 6757-73) по известной технологии [4 Ищук Ю.Л. Технологии пластичных смазок. - Киев; 1986, 147 с].
В качестве исходных компонентов для получения заявляемого концентрата может быть использована также пластичная смазка, содержащая Ca- и/или Na-мыло кислот касторового масла и минеральное масло, (например, смазка 1-13 по ОСТ 38-01145-80, железнодорожная смазка ЛЗ-ЦНИИ по ГОСТ 19791-74, консталин УТ-1, УТ-2 по ГОСТ 1967-73 и др.) или продукты переработки таких смазок.
Примеры состава предлагаемого концентрата технологического средства (ТС) представлены в табл. 1.
Полученные концентраты ТС представляют собой однородную жидкость коричневого цвета и применяются в виде 3-5%-ных водных растворов.
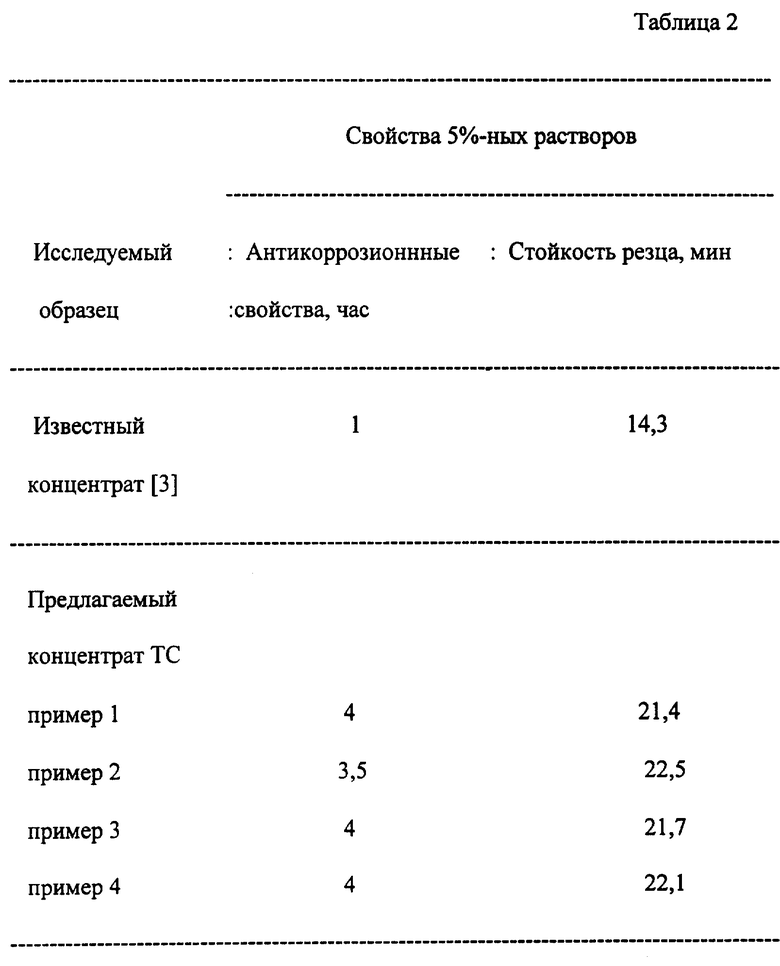
Для доказательства эффективности заявляемого концентрата ТС проводили сравнительные испытания 5%-ных водных растворов заявляемого ТС и известного концентрата [3], содержащего, мас.%:
Триэтаноламин - 8,0
Нитрат натрия - 1,0
Триэтаноламиновое мыло олеиновой кислоты - 2,0
Моноалкиловые эфиры полиэтиленгликоля на основе первичных жирных спиртов фр. C10-C16 - 30,0
Вода - До 100
Испытания по влиянию ТС на износ режущего инструмента проводили на операции точения стали 45. Работа проводилась на токарном станке 1К62 проходными резцами из быстрорежущей стали Р65М размером 16х25 мм с геометрией заточки: задний угол a = 8o, передний угол y = 10o, угол в плане u=45o.
Режим резания: подача S=21 мм/об, глубина резания T=1 мм, скорость резания V=40 м/мин.
Способ подачи рабочего раствора - полив расходом W=45 л/мин.
За критерий оценки было принято время работы резца до износа по задней грани h=0,6 мм.
Антикоррозионные свойства определяли по ГОСТ 6243-75, п. 2.2., фиксируя время к началу появления признаков коррозии.
Результаты испытаний приведены в табл. 2.
Как видно с приведенных результатов испытаний, технологическое средство, приготовленное на основе заявляемого концентрата, по антикоррозионным свойствам в 3,5-4 раза, а по стойкость инструмента - в 1,5 раза превышает прототип.
Источники информации
1. Авторское свидетельство СССР N 1518362, кл. C 10 M 173/02, БИ N 40, от 30.10.89 г.
2. Авторское свидетельство СССР N 174404, кл. C 10 M 173/02, БИ N 22, от 15.06.92 г.
3. Авторское свидетельство СССР N 1525204, кл. C 10 M 173/02, БИ N 44 от 30.11.89 г.
4. Ищук Ю.Л. Технология пластичных смазок. - Киев: Наукова думка, 1986, 147 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНЦЕНТРАТ ТЕХНОЛОГИЧЕСКОГО СРЕДСТВА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ (ТС "ИНКОМЕТ-1") | 2002 |
|
RU2235121C2 |
| Концентрат смазочно-охлаждающей жидкости для магнитно-абразивной обработки металлов | 2022 |
|
RU2790826C1 |
| КОНЦЕНТРАТ ВОДОЭМУЛЬСИОННОЙ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2005 |
|
RU2293759C1 |
| КОНЦЕНТРАТ ВОДОЭМУЛЬСИОННОЙ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2001 |
|
RU2228950C2 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2015 |
|
RU2597599C1 |
| Концентрат смазочно-охлаждающей жидкости для обработки титановых сплавов | 2023 |
|
RU2811649C1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1992 |
|
RU2016056C1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1990 |
|
RU1814307C |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1991 |
|
RU1822197C |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1998 |
|
RU2144944C1 |
Использование: при механической обработке металлов технологических средств (ТС), применяемых в качестве технологической среды. Концентрат ТС содержит, мас. %: 4-10 триэтаноламина, 8-20 триэтаноламинового мыла жирной кислоты, 2-5 моноалкиловых эфиров полиэтиленгликоля на основе первичных жирных спиртов, 2-12 кальциевого и/или натриевого мыла касторового масла, 1-7 минерального масла, остальное - вода. Концентрат ТС готовят простым смешением компонентов и применяют в виде 3-5% водных растворов. Технический результат: повышение стойкости рабочего инструмента в 1,5 раза и эффективная защита обрабатываемого материала от коррозии (в 3,5-4 раза). 2 табл.
Концентрат технологического средства для механической обработки металлов, содержащий триэтаноламин, триэтаноламиновое мыло жирной кислоты, моноалкиловые эфиры полиэтиленгликоля на основе первичных жирных спиртов и воду, отличающийся тем, что дополнительно содержит кальциевое и/или натриевое мыло кислот касторового масла и минеральное масло при следующем соотношении компонентов, мас.%:
Триэтаноламин - 4 - 10
Триэтаноламиновое мыло жирной кислоты - 8 - 20
Моноалкиловые эфиры полиэтиленгликоля на основе первичных жирных спиртов - 2 - 6
Кальциевое и/или натриевое мыло кислот касторового масла - 2 - 12
Минеральное масло - 1 - 7
Вода - До 100
| Концентрат технологической жидкости для финишной абразивной обработки металлов | 1988 |
|
SU1525204A1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1991 |
|
SU1835833A1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1990 |
|
RU1814307C |
| RU 2059694 C1, 10.05.96. | |||

