Изобретение относится к строительству, в частности к изготовлению строительных материалов, и может использоваться для вибропрессования таких строительных изделий, как кирпичи или блоки. Известны способ и устройство для формования кирпича [1]. Сущность этого решения заключается в том, что засыпанную в форму смесь одновременно прессуют и вибрируют. Вибрирование производят посредством колебаний стержней-пустотообразователей, на которые воздействуют пульсирующим электромагнитным полем попеременно с противоположных сторон.
К недостаткам этого решения следует отнести невысокую прочность получаемых изделий из-за некачественного уплотнения смеси, поскольку смесь, состоящая из различных по размерам частиц, более эффективно уплотняется при одновременном воздействии на нее высокочастотных и низкочастотных колебаний.
Наиболее близким к предлагаемому решению по технической сущности и достигаемому эффекту является способ формования бетонных изделий [2], предусматривающий воздействие на смесь при ее истечении из бункера низкочастотных горизонтально направленных колебаний, а при окончательном формовании изделия и его поверхностном уплотнении - высокочастотных вертикально направленных колебаний. Этот способ осуществляется непрерывно при перемещении бункера относительно основания. Колебания создаются среднечастотным ненаправленным вибровозбудителем и двумя качающимися в разных (в вертикальной и горизонтальной) плоскостях плоскими элементами, свободные концы которых шарнирно соединены с кривошипно-шатунными приводами, обеспечивающими им соответственно горизонтально и вертикально направленные колебания. Под воздействием горизонтально направленных колебаний в смеси идут процессы разрушения первоначальной структуры, сближение частиц крупного заполнителя и создания более плотной их компоновки, ожижения смеси и вытеснения воздушных включений. Интенсифицируется воздухоудаление из смеси и поддерживается ее состояние течения в зоне действия ненаправленной среднечастотной вибрации. Формообразование и окончательное уплотнение осуществляется в зоне действия вертикально направленных колебаний, эффективность которого повышается, если смесь не успевает переходить в структурированное состояние и импульсы колебаний распространяются на всю толщину формуемого изделия. Уплотняющий эффект усиливается при синхронизации движений навстречу друг другу качающихся элементов.
Недостатком этого способа является то, что формование изделий осуществляется только путем воздействия разнонаправленных и разночастотных колебаний и только на поверхность смеси (т.е. без дополнительного прессования и глубинного виброуплотнения), что не обеспечивает качественного и равномерного по толщине слоя уплотнения смеси, а следовательно, и не способствует получению высокой прочности изделий.
Сущность изобретения заключается в повышении прочности формуемых изделий за счет равномерного и качественного уплотнения смеси.
Существенность изобретения в том, что на смесь, размещенную в форме, воздействуют прессующим усилием и вибрацией на поверхностях формуемого изделия в горизонтальном направлении высокочастотной, а в вертикальном - низкочастотной, при этом вертикально направленные колебания создают не только на поверхности формуемого изделия, но и в глубине его.
Под воздействием разнонаправленных и разночастотных колебаний происходят интенсивные перемещения частиц наполнителя смеси (мелких частиц - под воздействием высокочастотных, а крупных - низкочастотных) и их более компактная укладка, ослабление сил трения между частицами, вытеснение воздушных и водных включений, что обеспечит значительное снижение необходимой величины прессующего усилия P, т. е. повышает эффективность использования прессующего усилия для уплотнения смеси в форме. Кроме того, предлагаемая последовательность нагружения смеси при формовании изделия обеспечивает равномерное объемное и качественное уплотнение и, следовательно, получение высокой прочности формуемого изделия.
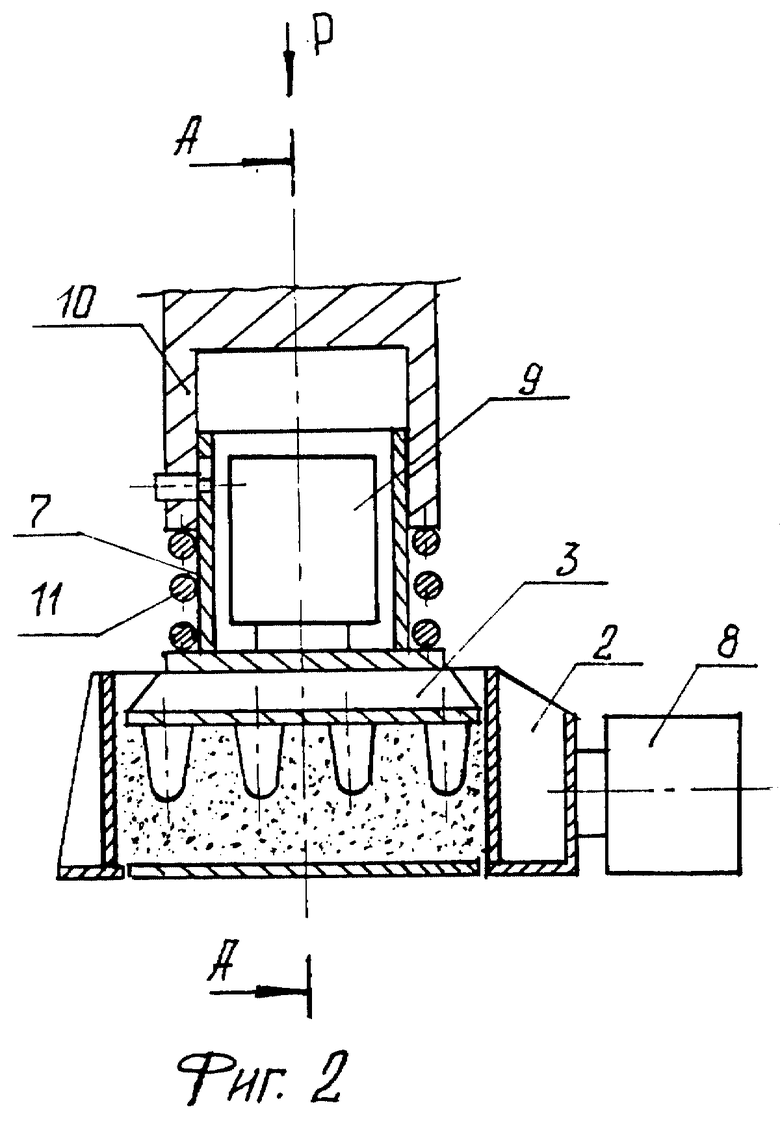
Сущность предлагаемого способа поясняется чертежами, где на фиг.1 показано начало процесса уплотнения смеси, на фиг.2 - окончание процесса уплотнения смеси, на фиг.3 - разрез по А-А.
Предлагаемый способ осуществляется следующим образом. Отдозированную порцию полусухой смеси 1, размещенную в форме 2, подвергают вначале (фиг. 1) только вибрационному воздействию, а именно: посредством боковых стенок формы 2 - высокочастотному поверхностному в горизонтальном направлении и сверху посредством вертикально перемещающегося виброштампа 3 - низкочастотному в вертикальном направлении. При этом по мере погружения стержней-пустотообразователей 4 вертикально направленными колебаниями нагружают все более глубокие слои смеси.
При полном погружении стержней-пустотообразователей начинается заключительный этап формования изделия (фиг.2), когда смесь подвергают поверхностному виброуплотнению через боковые стенки формы 1 и прессующую плиту 5 виброштампа 3, а также глубинному виброуплотнению через стержни-пустотообразователи 4. Кроме того, через прессующую плиту 5 виброштампа 3 смесь 1 нагружают не только низкочастотными вертикально направленными колебаниями, но и прессующим усилием Р.
Устройство для осуществления этого способа включает (фиг.1, фиг.2, фиг. 3) форму 2, виброштамп 3 со стержнями-пустотообразователями 4, прессующей плитой 5, ограничивающей плитой 6 и направляющим цилиндром 7. К боковым стенкам формы жестко присоединен горизонтально направленный высокочастотный вибровозбудитель 8, а к ограничивающей плите 6 виброштампа 3 также жестко присоединен вертикально направленный низкочастотный вибровозбудитель 9. Посредством направляющего цилиндра 7 виброштамп 3 скользяще соединен со штоком 10 пресса с возможностью ограниченного перемещения. Пружина 11 охватывает направляющий цилиндр 7 и своими торцами размещена между штоком 10 пресса и ограничивающей плитой 6 виброштампа 3.
Форма 2 выполнена в виде короба с продольным жестким внутренним ребром 12, косынками 13 и отдельными донными плитами 14.
Устройство работает следующим образом. После размещения отдозированной порции смеси 1 в форме 2 сверху опускают виброштамп 3 до соприкосновения стержней-пустотообразователей 4 со смесью. Затем включают вибровозбудители 8 и 9. На смесь 1 через боковые стенки формы 2 передаются горизонтально направленные высокочастотные колебания от вибровозбудителя 8 и сверху вначале через стержни-пустотообразователи, а затем и через прессующую плиту 5 виброштампа 3 - низкочастотные вертикально направленные колебания от вибровозбудителя 9.
По мере погружения стержней-пустотообразователей 4 колебательные движения передаются все более глубоким слоям смеси. После полного погружения стержней-пустотообразователей 4 прессующая плита 5 виброштампа 3 передает усилие пресса на верхнюю поверхность формуемого изделия в форме 2. В этот период происходит поверхностное и глубинное виброуплотнение смеси разнонаправленными и разночастотными колебаниями в сочетании с прессующим усилием.
Процесс формования заканчивается, когда ограничивающая плита 6 виброштампа 3 ложится на боковые стенки формы 2, после чего виброштамп 3 поднимается, форма 2 переворачивается вверх дном, и/ или усилием пресса на донные плиты 14 или включением вибровозбудителя 8 производится выпрессовка изделия.
Источники информации
1. Патент 2004427 "Способ формования кирпича и устройство для его осуществления", БИ N 45-46, 1993.
2. А. с. 1235729 "Способ формования бетонных изделий", БИ N 21, 1986 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ВИБРОИМПУЛЬСНОЕ УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ МОНОЛИТНЫХ КОНСТРУКЦИЙ ИЗ ЖЕСТКИХ БЕТОННЫХ СМЕСЕЙ | 2003 |
|
RU2252138C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНОГО КЕРАМИЧЕСКОГО КИРПИЧА ПОЛУСУХОГО ПРЕССОВАНИЯ | 2000 |
|
RU2215650C2 |
| СПОСОБ КРЕПЛЕНИЯ ОТКОСА ГРУНТОВОГО КОТЛОВАНА | 2000 |
|
RU2196863C2 |
| ГЛУБИННЫЙ ВИБРАТОР | 1993 |
|
RU2076189C1 |
| СПОСОБ ФОРМОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ ИЗ БЕТОННОЙ СМЕСИ | 2002 |
|
RU2214910C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАБИВНОЙ СВАИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2236506C2 |
| РУЧНОЙ ПРЕСС | 1993 |
|
RU2067530C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2038967C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАБИВНЫХ СВАЙ С КОРНЕВИДНЫМИ ЭЛЕМЕНТАМИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2163279C2 |
| Система управления вибрационным устройством для формования стержней | 1985 |
|
SU1310210A1 |

Изобретение относится к строительству и может использоваться для вибропрессования кирпичей и блоков. Предложенный способ и устройство для его осуществления повышает прочность формуемых изделий за счет равномерного и качественного уплотнения смеси. При осуществлении способа формуемое изделие вначале нагружают с боковых поверхностей горизонтально направленными высокочастотными колебаниями и изнутри низкочастотными вертикально направленными колебаниями, затем дополнительно нагружают низкочастотными вертикально направленными колебаниями и усилием пресса. Устройство для осуществления способа включает форму, виброштамп со стержнями-пустотообразователями, прессующее устройство. Высокочастотный вибровозбудитель жестко соединен с виброштампом. Виброштамп подпружинен и соединен со штоком пресса с возможностью передачи осевых перемещений. 2 с.п. ф-лы, 3 ил.
| Способ формования бетонных изделий | 1985 |
|
SU1235729A1 |
| RU 2004427 C1, 15.12.1993 | |||
| Способ уплотнения жестких бетонных смесей | 1984 |
|
SU1206094A1 |
| 0 |
|
SU250002A1 | |
| Преобразователь переменного напряжения в постоянное | 1984 |
|
SU1226596A1 |
| МОДЕРНИЗАЦИЯ УСТАНОВОК СОВМЕСТНОГО СИНТЕЗА АММИАКА И МОЧЕВИНЫ | 2021 |
|
RU2832627C1 |
| US 3876360 A, 08.04.1975. | |||
