Изобретение относится к технологии соединения алюминиевых и медных жил изолированных проводов и кабелей.
При электромонтажных работах, аварийных и плановых ремонтах изолированных кабелей высоковольтной электрической сети, в частности городской подземной, самой ответственной и трудоемкой операцией является сращивание жил кабелей, особенно - сращивание жил кабельной вставки с кабельной линией подземных электросетей. В последнем случае требуется выполнение объемных подготовительных работ. Это: обнаружение неисправности, определение ее местонахождения с помощью передвижной лаборатории, проведение согласовательных и подготовительных операций и, прежде всего, - выкапывание котлована, предварительная обработка поврежденной кабельной линии (от вырезания поврежденного участка кабеля до снятия изоляции с его сращиваемых концов), монтаж между обрезанными концами кабеля - кабельной вставки с зачищенными для сращивания жилами.
Важность для нормального функционирования городов и населенных пунктов высоковольтных электрических сетей и сложность их ремонта требуют при таких работах надежности способов сращивания жил высоковольтных кабелей. Однако современные способы сращивания гарантируют нормальную работу соединения высоковольтных жил не более, чем на два года.
Известно несколько способов сращивания жил изолированных проводов и кабелей. В частности, существует способ соединения двух электрических проводников, размещенных в огнеупорном капилляре, состоящий в нагреве до расплавления менее тугоплавкого проводника и последующем сближении проводников (авторское свидетельство СССР N 508836, кл. H 01 P 5/04,1976 г.).
Этот способ неприемлим для сращивания жил высоковольтных кабелей из-за плотной взаимной упаковки жил в кабеле, затрудняющей использование сразу нескольких огнеупорных капилляров и тем более их совместный высокотемпературный нагрев, из-за массивности кабельных жил, требующей высоких технологических температур и количеств теплоты, портящих на больших участках изоляцию соединяемых жил: алюминиевых, имеющих температуру плавления 660oC, а скрытую теплоту плавления - 94,6 кал/Г, и медных, температура плавления которых равна 1083oC, а скрытая теплота плавления - 50,6 кал/Г (справочник по машиностроительным материалам, т. 2, М.: Машгиз, 1959 г.).
Известен способ соединения кабельных жил путем заливки расплавленным алюминием их оголенных концов, введенных в разъемную форму, снимаемую после остывания места заливки, снабженную снизу отверстием для вытекания излишков расплавленного металла, поступающего через верхнее отверстие формы (авторское свидетельство СССР N 52350, кл. H 01 P 5/04, 1937 г.). Способ гарантирует качество соединения при размягчении концов кабельных жил. Именно поэтому он ненадежен и нетехнологичен, поскольку на практике установить точно момент такого размягчения - невозможно. Кроме того он трудно реализуем сразу для нескольких жил по тем же причинам.
Известен, близкий к рассмотренным, способ сращивания многожильных кабелей с некруглыми жилами, расположенными несоосно одна относительно другой, состоящий в приварке к концам соединяемых жил элементов круглого сечения и их последующем соединении сваркой или литьем (патент Великобритании N 1299726, кл. В 32, 1972 г.).
Недостатки этого способа аналогичны перечисленным.
Известен способ сращивания многожильных кабелей с некруглыми жилами, состоящий в зачистке концов соединяемых жил, опрессовке концов при помощи обычных матриц для придания им круглой формы и последующей операции соединения в муфте этих жил, - с уже полученными круглыми сечениями их концов (патент Японии N 29700, кл. 60 п.2, 1970 г.).
Данный способ неудачен тем, что излишне сложен; он требует наличия на месте монтажа достаточно серьезной технологической оснастки; соединение муфтами также не обеспечивает высокой надежности электрического контакта.
Известен способ соединения алюминиевых жил гильзами и пайкой. Он включает в себя зачистку до металлического блеска концов жил; такую же зачистку изнутри алюминиевых гильз и облуживание их припоем, попарное введение сращиваемых концов жил в гильзы, пропайку гильз, припоя и введенных концов жил пламенем горелки (инструкция по оконцеванию и соединению алюминиевых и медных жил изолированных проводов и кабелей. М.: Энергия, 1968 г.).
Этот способ соединения малонадежен, поскольку сложно качественно облудить внутренние поверхности гильз, особенно при алюминиевых гильзах и тем более - при их малых диаметрах. Кроме того, даже при качественном облуживании гильз, сложно получить равномерную и повсеместную пропайку гильз и зачищенных концов жил. И даже при идеальной пропайке механическая прочность соединения недостаточна, особенно для жил большого сечения, т.к. обеспечивается только адгезией припоя к соприкасающимся поверхностям гильз и концов жил.
Известен способ соединения однопроволочных алюминиевых проводов с использованием гильз, состоящий в зачистке проводов от изоляции на длине 30 - 40 мм и внутренней поверхности алюминиевой гильзы до металлического блеска, смазке зачищенных поверхностей кварцево-вазелиновой пастой, поодиночном введении каждого из соединяемых проводов в свою гильзу с последующим обжатием каждой из них путем местного вдавливания (инструкция по оконцеванию и соединению алюминиевых и медных жил изолированных проводов и кабелей. М.: Энергия, 1968 г.).
Этот способ соединения, - как механический, - малонадежен и повышает переходное сопротивление в местах контакта.
Известны способ и устройство для сращивания жил проводов с помощью микровзрыва (патент США N 5064111, кл. В 23 K 20/08, 1990 г.), предназначенные для соединения двух и более металлических проводов, каждый из которых изготовлен из нескольких жил; устройство содержит привариваемую к проводам U-образную скобу, которую предварительно изгибают из металлической полосы; прокладки, отделяющие U-образную скобу от проводов; ленточное взрывчатое вещество, накладываемое на каждую сторону U-образной скобы; клейкую ленту, удерживающую взрывчатое вещество на U-образной скобе, а также детонатор, инициирующий микровзрыв.
Данный способ соединения по своему принципу близок к способу, представленному нами как изобретение. Этим принципом является использование энергии микровзрыва для сварки контактной пары проводов. Но приводимые здесь устройство и технологические приемы реализации способа неприемлемы для сращивания жил высоковольтного кабеля, т.к. предназначены для маломощных электрических сетей, гарантируют только линейный контакт свариваемых поверхностей, но не гарантируют постоянную ширину этого контакта на базе его длины, т.е. не гарантируют стабильности электрического сопротивления по длине контакта. Кроме того, U-образная скоба, выступающая как важнейший элемент рассматриваемых способа и устройства, в процессе сварки жил высоковольтного кабеля становится явной помехой, ибо представляет собой устройство плоское, накоротко соединяющее свариваемые провода, а высоковольтный кабель - устройство цилиндрическое, свариваемые жилы которого должны быть надежно изолированы друг от друга. Перечисленные несоответствия не позволяют рассматривать этот способ как прототип представленного нами изобретения.
Известен способ соединения проводов с помощью микровзрыва, предназначенный для сращивания двух проводов или двух концов одной жилы по нахлесточной схеме (патент США N 3542276, кл. В 23 K 20/08, 1970 г.). На соединенные внахлестку концы проводов или жилы кабеля одевают металлическую гильзу с отбортовками по торцам, образующими экраны для защиты изолированных участков проводов или концов жил от разлетающихся продуктов микровзрыва. Для усиления защиты устанавливают там же, в зоне торцев, перед отбортовками, дополнительные экраны в виде колец большого диаметра. На наружную поверхность гильзы наносят взрывчатое вещество, например - наматывают детонирующий шнур, и фиксируют его по периферии с помощью оболочки, в частности - бумажной. Подрыв взрывчатого вещества производят электродетонатором.
Применение этого способа для сращивания жил высоковольтного кабеля неприемлемо; во-первых, из-за эффекта разброса жил от общего центра микровзрыва при поочередном или одновременном подрыве их зарядов, что резко повышает вероятность некачественной сварки и часто приводит к разрыву свариваемых жил; во-вторых, из-за нахлесточной схемы соединения, приводящей к боковым затеканиям металла гильзы в зону контакта сращиваемых концов жил и, как следствие этого, - к неравномерностям прочности соединения и электрического сопротивления по всей зоне контакта.
Известен способ стыкового соединения стержневых деталей с помощью сварки взрывом, при котором оси соединяемых деталей предварительно располагают со смещением, на зону стыка надевают муфту из металлического материала с уменьшающейся от середины к концам толщиной стенки, по всей длине наружной поверхности муфты размещают заряд взрывчатого вещества и производят его подрыв (авторское свидетельство СССР N 646531, кл. В 23 K 19/00, 1977 г.). Этот способ, обеспечивающий высокое качество сварки двух стержневых деталей, неприемлем для одновременного сращивания нескольких жил высоковольтного кабеля: из-за того же эффекта разброса жил при микровзрыве и из-за неметаллического материала муфты.
Итак, некоторые из рассмотренных способов имеют отдельные общие признаки с предлагаемым изобретением, но ни один из них не может быть признан его прототипом, т.к. они либо не используют для сращивания проводов или жил кабеля микровзрыв, либо используют его для сращивания одинарных или нескольких и плоско расположенных проводников или жил, но совершенно неприемлемы для одновременной пространственной сварки взрывом всех жил высоковольтного кабеля.
Задача, решаемая изобретением "Способ одновременного сращивания жил высоковольтного кабеля с помощью микровзрыва", состоит в том, что соединяемые оголенные концы жил, монолитные или многопроволочные, круглые или некруглые, изгибая их, размещают друг против друга торцами в поперечной плоскости в вершинах расчетного равностороннего многоугольника, с числом углов - по числу жил, соединяют эти концы металлическими гильзами, на изолируемые наружные поверхности которых наносят дозированно взрывчатые вещества соответсвующего типа, надежно их фиксируют там, концы жил в гильзах упирают торцами друг в друга в середине гильз, взрывчатые вещества гильз соединяют с общим детонатором способом, обеспечивающим одновременность их подрыва, и производят микровзрыв.
Кроме того, стороны расчетного равностороннего многоугольника, определяющие монтажные расстояния между центрами торцев смежных разведенных жил, не должны быть меньше 4 наружных диаметров снаряженных взрывчатыми веществами гильз, а зазоры Δ между наружными оболочками смежных снаряженных гильз, контролируемые перед микровзрывом, определяются выражением:
Δ ≥ 1,5 dгс0,88(lndгс)0,8,
где dгс - наружный диаметр гильзы, снаряженной навеской взрывчатого вещества, с учетом его оболочки, мм (фиг. 2 и 3).
Кроме того, на жилы в загильзовой зоне, для их монтажной фиксации, накладывают бандажи из витков проволоки или пластичной металлической ленты, а между торцами жил в гильзах, при наличии там осевых зазоров, вставляют, - для их заполнения, - фишки из металла, аналогичного материалу жил.
Кроме того, по торцам гильз устанавливают кольца-реборды, в частности - резиновые, защищающие изолированные участки жил от разлетающихся продуктов микровзрыва.
Кроме того, при использовании детонирующего шнура его наматывают мерными отрезками на изолируемые наружные поверхности гильз виток к витку вплотную до упора в торцевые защитные кольца-реборды и фиксируют, например, с помощью клейкой ленты, обматывая ею витки и создавая ими наружную оболочку; свободные концы навитых отрезков детонирующих шнуров связывают в пучок, пучок соединяют с капсюлем-детонатором.
Кроме того, для защиты от поражающего действия микровзрыва зоны соединения жил снаряженными гильзами накрывают цилиндрической оболочковой камерой из металла, с торцевыми сеточными экранами.
Техническим эффектом предлагаемого изобретения является такое пространственное расположение соединяемых гильзами зачищенных концов жил, которое позволяет использовать одновременный подрыв зарядов всех гильз для достижения высокого качества сварки всех узлов соединения и исключает при этом разброс жил и тем более - их разрыв; в результате достигаются простота и технологичность операции сращивания высоковольтных кабелей в полевых условиях, обеспечиваются высокая прочность соединения, низкое электрическое сопротивление соединенных узлов и как следствие - увеличивается срок службы соединения в два и более раз.
Предлагаемое изобретение поясняется чертежами, где:
- на фиг. 1 изображено соединение концов жил кабельной вставки с подготовленными концами основного кабеля: с помощью гильз, снаряженных зарядами взрывчатых веществ;
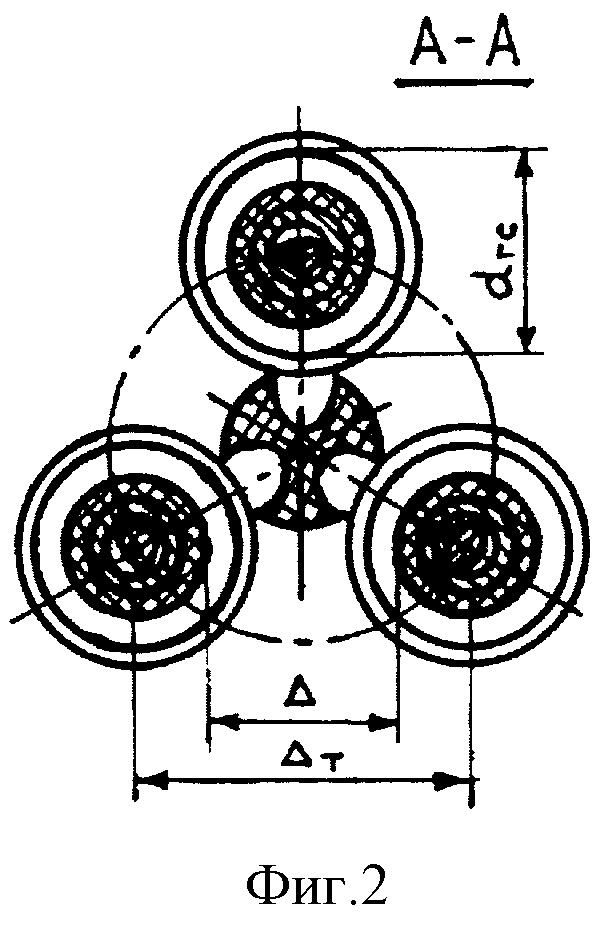
- на фиг. 2 - то же, сечение А-А;
- на фиг. 3 - то же, отдельный узел соединения в сборе;
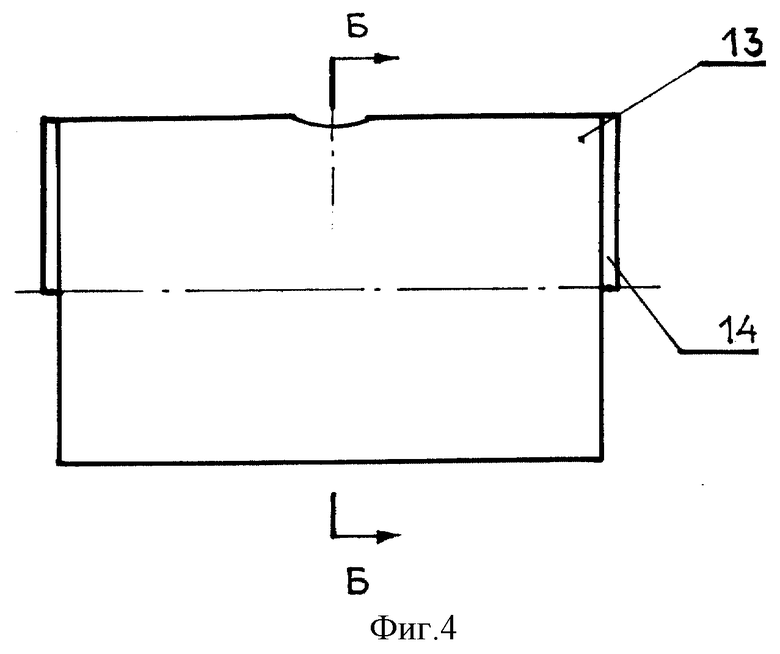
- на фиг. 4 - то же, цилиндрическая оболочковая камера;
- на фиг. 5 - то же, вид сбоку;
- на фиг. 6 - то же, сечение Б-Б.
Жилы 1 (фиг. 1) кабеля 2 соединены с соответствующими жилами кабельной вставки 3 с помощью гильз 4, снаряженных взрывчатым веществом; заряды гильз подсоединены их свободными концами 9 к двум (по числу зон сварки микровзрывом) капсюлям-детонаторам 6, которые, - в свою очередь, - соединены с огнепроводным шнуром 10; зоны сварки микровзрывом накрыты деревянными щитами 11.
Соединяемые гильзами концы жил 1 образуют своими торцами равносторонний треугольник в поперечной плоскости (фиг. 2) со сторонами Δт и с зазорами Δ между наружными, диаметром dгс, оболочками зарядов смежных гильз.
Гильзы 4 (фиг. 3), соединяющие зачищенные концы жил 1, зафиксированы бандажами 7 и обмотаны мерными отрезками 5 детонирующего шнура, витки которого зажаты между резиновыми кольцами-ребордами 8; внутри гильз, между концами 1, вставлены металлические фишки 12.
Оболочковая камера 13 (фиг. 4 и 5), - для защиты от поражающего действия микровзрыва при сварке многожильных кабелей в городской зоне, - выполнена из алюминиевого сплава типа АМг и закрыта по торцам сетками 14 из латунной проволоки; сетка по торцам камеры 13 устанавливается на винтах (на фиг. 5 - не показаны).
Предлагаемый как изобретение способ одновременного сращивания жил высоковольтного кабеля с помощью микровзрыва был опробирован в лабораторных и полевых условиях.
Опробирование проводилось в 1993 - 96 годах волгоградскими организациями: ООО НТЦ "Взрывэнергия", АООТ "Волгоградские электросети", Кафедра сварочного производства Волгоградского Технического Университета. Были произведены сварочно-взрывные работы по сращиванию предлагаемым способом жил высоковольтных подземных кабелей при 10-ти аварийных ремонтах электрических сетей г. Волгограда. Все 10 ремонтов продемонстрировали высокую эффективность предлагаемого способа и исключительное качество соединения. Жилы взрывом не разбрасывало. Прочность сварных узлов соединения превышала прочность неповрежденных жил. Электрическое сопротивление этих узлов было ниже электрического сопротивления неповрежденных жил. Первые из отремонтированных этим способом участков высоковольтного кабеля надежно работают уже в течение пяти лет, превысив нормативный срок в 2,5 раза.
Предлагаемый как изобретение способ реализуется следующим образом.
Проводятся подготовительные работы, включающие в себя:
- обнаружение неисправности и определение ее местонахождения;
- отключение поврежденного участка кабеля от электропитания;
- составление ситуационного плана опасной зоны по имеющимся схемам подземных коммуникаций с уточнением его на местности; согласование намеченных взрывных работ с владельцами коммуникаций, расположенных в зоне производства этих работ;
- подготовку кабельной линии к выполнению ремонта: выкапывание котлована, вырезание поврежденного участка кабеля, монтаж кабельной вставки в зоне выреза поврежденной линии, оцепление опасной зоны сварочно-взрывных работ.
Для подготовки жил кабеля и кабельной вставки к сварке взрывом используется набор инструментов: ручная ножовочная рамка с ножовочным полотном для металла, слесарное зубило, плоский напильник, молоток, плоскогубцы, стальная щетка, щетка-ежик, нож, набор гильз (алюминиевых, медных - различных внутренних диаметров), а также - ветошь, бензин (или ацетон), взрывчатые материалы, в частности - мерные отрезки детонирующего шнура (ГОСТ 6196-68), капсюли-детонаторы (ГОСТ 6254-74) и спички.
Как правило, сварке подлежат кабели из трех-четырех монолитных или многопроволочных жил, алюминиевых или медных, сечением от 95 до 240 мм.кв. каждая. Диаметры кабелей, соответственно - от 50 до 70 мм (это наиболее вероятные размеры высоковольтных кабелей подземных электросетей, - хотя способ, сам по себе, приемлем для сварки любых высоковольтных многожильных кабелей, без каких бы то ни было ограничений). Длина соединительных гильз обычно равна 40-60 мм.
С концов подлежащих сращиванию жил основного кабеля и кабельной вставки срезают изоляцию на длине 40-60 мм. Оголенные концы жил кабеля и кабельной вставки предварительно разводят относительно друг друга, изгибая их так, чтобы торцы этих концов образовывали в поперечных плоскостях вершины четырех одинаковых и попарно противостоящих равносторонних многоугольников с числом углов - по числу жил и с расчетной длиной их сторон Δт, а именно: с расстоянием между смежными вершинами не менее 4 диаметров наружных поверхностей снаряженными взрывчатыми веществами гильз (с учетом намотанных на гильзы витков детонирующего шнура и толщины их фиксирующей наружной оболочки).
С оголенных жил удаляют масло-канифольный состав ветошью, смоченной бензином или ацетоном.
На расстоянии 40 - 60 мм от концов оголенных жил накладывают бандажи из четырех-пяти витков алюминиевой проволоки диаметром 1-1,5 мм или из двух-трех витков свинцовой ленты толщиной 0,3-0,5 мм и шириной 10-15 мм.
Оголенные концы жил зачищают металлической щеткой до блеска.
Размеры гильз, - длину, внутренний и наружный диаметры, - выбирают в зависимости от сечения соединяемых жил.
Внутренние поверхности гильз протирают ветошью, смоченной в бензине (ацетоне), и зачищают щеткой-ежиком до металлического блеска. На наружные поверхности гильз наносят предохранительный слой толщиной 0,8-1,0 мм из электротехнической изоленты, устанавливая по торцам гильз резиновые кольца-реборды.
От стандартной бухты детонирующего шнура нарезают по числу гильз отрезки длиной, согласно формуле:
lдш = π(dг+dдш+2·s)(lг/dдш)+800 мм, (1)
где lдш - длина нарезаемого отрезка детонирующего шнура, мм;
dr - наружный диаметр гильзы, мм; dдш - диаметр детонирующего шнура, мм; s - толщина предохранительного, изоляционного, слоя гильзы, мм; lг - длина гильзы, мм.
Отрезки детонирующего шнура наматывают на наружные, изолированные, поверхности гильз (по одному отрезку на каждую гильзу) виток к витку вплотную и фиксируют в этом положении изоляционной лентой, которую наматывают поверх витков детонирующего шнура таким образом, чтобы у каждой гильзы оставался свободный конец этого шнура длиной 800 мм. При этом не допускаются изгибы детонирующего шнура под острым углом.
Оголенные зачищенные концы соединяемых (одноименных) жил вставляют попарно в подготовленные гильзы таким образом, чтобы торцы жил упирались друг в друга в середине гильз. В случае образования зазора между торцами в одной из гильз, его заполняют с помощью металлических алюминиевых или медных фишек соответствующей толщины.
Расположение в поперечной плоскости концов жил, предварительно соединенных гильзами, снаряженными взрывчатыми веществами, проверяют на обеспечение расчетных зазоров Δ между наружными поверхностями смежных снаряженных гильз, - зазоры должны быть не менее, определяемых по формуле:
Δ ≥1,5 dгс0,88(lndгс)0,8, (2)
где dгс - наружный диаметр снаряженной взрывчатым веществом гильзы, с учетом его оболочки, мм;
dг - наружный диаметр неснаряженной гильзы, мм;
δi - толщина i-го слоя взрывчатого вещества, нанесенного на наружную поверхность гильз, мм;
n - число слоев взрывчатого вещества;
s0 - толщина наружной, фиксирующей, оболочки взрывчатого вещества, мм;
s - толщина предохранительного, изоляционного, слоя гильзы, мм.
При наматывании на наружные поверхности гильз отрезков детонирующих шнуров в n слоев имеем:
где dдш - диаметр детонирующего шнура, мм.
Все жилы кабеля и кабельной вставки необходимо сваривать одновременно. Для этого свободные концы намотанных на гильзы детонирующих шнуров связывают в единый пучок и соединяют его внакладку с капсюлем-детонатором огнепроводного шнура. Таких пучков и капсюлей-детонаторов две пары, - в соответствии с числом зон сращивания концов кабельной вставки с обрезанными концами основного кабеля.
Для защиты персонала и окружающих объектов от воздействия ударной волны, образующейся при сварке жил основного кабеля и кабельной вставки взрывом, используются защитные камеры или деревянные щиты. Защитных камер должно быть две, - по одной на соединение каждого торца кабельной вставки с соответствующим торцем основного кабеля, и - два щита.
Подрыв зарядов гильз производится специально обученным персоналом (взрывниками), согласно соответствующих инструкций и положений. Весь процесс организации и проведения сварочно-взрывных работ ведется в соответствии с разработанным и утвержденным проектом этих работ.
После подрыва узлы соединения жил зачищают стальной щеткой, протирают тканью, смоченной в ацетоне или бензине, - до полного удаления нагара, - снимают с загильзовых зон бандажи и изолируют каждую соединенную жилу в отдельности. Затем, сжав эти заизолированные и разведенные друг от друга жилы в один пучок, изолируют его целиком, в соответствии с требованиями к изоляции высоковольтных кабелей.
Расчет навески взрывчатого вещества (детонирующего шнура) для одного узла соединения одной жилы и расчет общего количества взрывчатого вещества проводится следующим образом.
Длина нарезаемого для каждой гильзы отрезка детонирующего шнура определяется по формуле (1). Например, при dг = 30 мм, dдш = 6 мм, s = 1 мм, lг = 45 мм имеем:
lдш = π (30+6+2·1)(45/6)+800 ≈1,7 м.
Вес взрывчатой сердцевины детонирующего шнура для одной гильзы в этом примере составил:
Qдш.г = q·lдш = 0,012·1,7 = 0,0204 кГ,
где q - погонный вес взрывчатой сердцевины детонирующего шнура, кГ/м;
q = 0,012 кГ/м.
Соответственно навеска (вес) взрывчатой сердцевины детонирующего шнура, расходуемая на ремонтный узел из трех жил, составила:
Qдш.у = 3·Qдш.г = 3·0,0204 = 0,0612 кГ.
Минимальная длина огнепроводного шнура определяется как:
lош≥(t+T)V,
где t - время на детонацию одного пучка детонирующих шнуров;
T - время отхода взрывника в безопасное место;
V - скорость горения огнепроводного шнура (0,006 - 0,007) м/с.
При расчете в данном примере принималось: t = 5 сек, T = 20 сек, с запасом - V = 0,01 м/с. Тогда lош≥(5+20)·0,01 = 0,25 м.
Расход взрывчатых материалов на ремонт 3 жильного кабеля с использованием кабельной вставки, образующей две зоны соединения, в этом примере составил:
- детонирующий шнур: 2·3·lдш = 2·3·1,7 = 10,2 м;
- капсюли-детонаторы: 2·1 = 2 шт.
- огнепроводной шнур: 2·lош.max = 2·15 = 30 м.
Здесь длина огнепроводного шнура бралась максимальной, - с большим запасом, чтобы взрывник мог сидеть на безопасном расстоянии (10 м) от центра микровзрыва и поджигать огнепроводной шнур оттуда. В этом случае время горения огнепроводного шнура составит:
tг≥(15 м/0,01 м/с) = 150 сек = 2,5 мин,
в расчет берется именно 15 м, т.к. к взрывнику протягивают два, спаренных на свободном конце, огнепроводных шнура, - по одному от каждой зоны микровзрыва.
Общий вес взрывчатой сердцевины детонирующего шнура в данном примере будет:
Q
Расчет зазоров Δ по формуле (2) для приведенного примера дал результат:
Δ≥1,5[30+2(6+2·1]0,88{In[30+2(6+2·1)}0,8 = 127,572 мм;
принимаем: Δmin = 128 мм.
При трехжильном кабеле концы соединяемых жил необходимо разводить так, чтобы в поперечной плоскости образовывался равносторонний треугольник, в вершинах которого располагают торцы жил; при этом на стороны треугольника накладывается условие: Δт≥4dгс.
Убедимся в справедливости такого условия.
Расстояния между смежными торцами жил в случае трехжильного кабеля, навивки на гильзы одного слоя отрезков детонирующих шнуров и s0 = s, согласно формуле (3), будут:
Δт = Δ+dгс = Δ+dг+2(dдш+2·s).
Для рассмотренного примера имеем:
Δт.min = 128+30+2(6+2·1) = 174 мм,
т.е. Δт.min≈3,783 dгс, где dгс = 46 мм.
Таким образом, Δт = 4 dгс > Δт.min и, следовательно, Δт ≥4 dгс обеспечивает строго контролируемые зазоры Δ.
Полученный вывод справедлив для всех типовых кабелей с любым количеством жил. Действительно, согласно условию для Δт и формуле (2):
Δт.min = 4 dгс≥Δmin +dгс = 1,5 dгс0,88 + (In dгс)0,8 + dгс.
Отсюда 4≥1,5 dгс-0,12(ln dгс)0,8+1. (4)
При dгс = (10-50) мм имеем:
1,5 dгс-0,12 (ln dгс)0,8+1 = 3,218-3,793.
Итак, неравенство (4) выполняется для всего набора dгс,
Расчет радиусов опасной зоны проводится следующим образом.
Радиус опасной зоны по действию ударной воздушной волны на человека определяется как: R4 = 15(Qдш.у)1/3. Для рассмотренного примера имеем: R4 = 15(0,0612)1/3 = 6 м.
При использовании укрытий радиус опасной зоны уменьшается в 1,5 раза. Для рассмотренного примера он становится равным 4 м.
Радиус опасной зоны по действию ударной воздушной волны на остекление зданий определяется как: Rзд = 63(Qдш.у)2/3. Для рассмотренного примера получаем: Rзд≈10 м.
Расчет радиуса опасной зоны по разлету осколков не проводится, в связи с использованием укрытий места взрыва: деревянные щиты или защитные камеры; последние применяются при ремонтных работах на городских кабельных линиях.
В результате за гарантированную границу безопасной зоны в рассмотренном примере принят радиус, равный 10 м.
Прочностной расчет защитной камеры проводится согласно известной литературе: Крупнин А.В., Соловьев В.В., Шефтель А.Г., Кобелев.Г. Деформация металлов взрывом. М. : Металлургия, 1975, 416 с. При этом в стенке цилиндрической камеры из алюминиевого сплава типа АМг, выполненной в соответствии с представленным чертежом (фиг. 4 - 6), при одновременном подрыве трех зарядов общим весом 0,0612 кГ максимальные напряжения достигали 2500 кГ/см2, что меньше допускаемого напряжения для таких сплавов.
Сетка-экран на прочность не рассчитывается, т.к. является "прозрачной" для ударной воздушной волны и продуктов взрыва.
Сведения, подтверждающие возможность реализации способа, предлагаемого как изобретение.
- Стандартные оборудование, комплектующие и материалы: штангель-циркуль, типовой набор слесарных инструментов, наборы гильз (алюминиевых, медных - различных внутренних диаметров) и металлических фишек, ветошь, бензин (или ацетон), мягкая проволока, изолента.
- Специальные комплектующие и материалы: взрывчатые материалы, в частности - детонирующий шнур (ГОСТ 6196-68), капсюли-детонаторы (ГОСТ 6254-74), огнепроводной шнур (ГОСТ 3470-80).
- Организационные мероприятия: типовой набор организационных и подготовительных работ для ремонта подземных высоковольтных кабелей:
проект, разработанный и утвержденный соответствующими инстанциями, по данному способу соединения жил кабеля; типовые инструкции по проведению взрывных работ.
Технико-экономическим эффектом предлагаемого изобретения является одновременная высококачественная сварка всех жил высоковольтного кабеля с помощью микровзрыва при простоте и технологичности этой операции в городских и полевых условиях, высоких механических и электрических показателях всех узлов соединения жил и увеличении срока эксплуатации сращенного кабеля в два и более раз по сравнению с нормативным.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАМЕДЛЕНИЯ ДЕТОНАЦИОННЫХ КОМАНД В БОРТОВЫХ СИСТЕМАХ АВТОМАТИКИ | 2014 |
|
RU2550705C1 |
| КАПСЮЛЬ-ДЕТОНАТОР | 1998 |
|
RU2138760C1 |
| ДЕТОНАЦИОННОЕ УСТРОЙСТВО ПОДЖИГА ДЛЯ ПОРОХОВЫХ ГЕНЕРАТОРОВ ДАВЛЕНИЯ | 2011 |
|
RU2495015C2 |
| ДЕТОНИРУЮЩЕЕ УСТРОЙСТВО МЕХАНИЧЕСКОГО ВЗРЫВАТЕЛЯ | 2001 |
|
RU2202765C2 |
| МУФТА МЕДНОЖИЛЬНОГО КАБЕЛЯ В АЛЮМИНИЕВОЙ ОБОЛОЧКЕ И СПОСОБ СОЕДИНЕНИЯ МЕДНОЖИЛЬНЫХ КАБЕЛЕЙ (ВАРИАНТЫ) | 2001 |
|
RU2207687C1 |
| СРЕДСТВО ИНИЦИИРОВАНИЯ | 1999 |
|
RU2163339C1 |
| БЕЗОПАСНЫЙ ЭЛЕКТРОДЕТОНАТОР ДЛЯ ПРОСТРЕЛОЧНО-ВЗРЫВНОЙ АППАРАТУРЫ | 2016 |
|
RU2628360C1 |
| СПОСОБ РАЗРУШЕНИЯ ГОРНЫХ ПОРОД | 1999 |
|
RU2143096C1 |
| ПРЕДОХРАНИТЕЛЬНЫЙ ДЕТОНАТОР | 2010 |
|
RU2424490C1 |
| СРЕДСТВО ИНИЦИИРОВАНИЯ | 1998 |
|
RU2148240C1 |

Изобретение может быть использовано при электромонтажных работах для соединения алюминиевых или медных жил изолированных проводов и кабелей высоковольтной электрической сети, в частности подземной. Соединяемые концы жил любой формы размещают торцами в поперечной плоскости в вершинах расчетного равностороннего многоугольника. Концы соединяют металлическими гильзами. На изолируемые наружные поверхности гильз дозированно наносят взрывчатые вещества и фиксируют их. Взрывчатые вещества соединяют с общим детонатором для одновременности подрыва. Производят микровзрыв. Способ позволяет получить одновременную высококачественную сварку всех жил высоковольтного кабеля. Способ прост и технологичен в городских и полевых условиях. Обеспечивает высокие механические и электрические показатели всех узлов соединения жил. 8 з. п. ф-лы, 6 ил.
Δ > 1,5 drc0,88(Indrc)0,8,
где drc - наружный диаметр гильзы с нанесенными взрывчатыми веществами с учетом оболочки, мм.
| Наиболее близкого аналога нет | |||
| "Способ контактного соединения двухразнородных электрических проводни-ков | 1971 |
|
SU508836A1 |
| US 3542276, 24.11.1970 | |||
| US 5064111, 12.11.1991. | |||
