Изобретение относится к укупорочным средствам, в частности к металлическим колпачкам для укупорки сосудов с лекарственными средствами и медицинскими препаратами, и может быть использовано для контроля качества колпачков, используемых в сосудах, работающих под внутренним давлением.
Известен способ контроля герметичности изделий, заключающийся в том, что заполняют изделия контрольным газом через заправочную магистраль до рабочего избыточного давления, измеряют начальное давление в заправочной магистрали, закрывают заправочный клапан и снижают давление в заправочной магистрали до атмосферного, а через интервал времени выдержки заполняют заправочную магистраль газом до давления, равного начальному, открывают заправочный клапан, измеряют конечное давление и по разности измеренных давлений судят о герметичности изделия (см. авт. свид. СССР N 1837190, МПК G 01 N 3/26, опубл. бюл. N 32, 1993 г.)
Недостатком способа является его применимость только для контроля изделий с очень высокой степени герметичности.
Известен также способ контроля негерметичности изделий, заключающийся в том, что заполняют газом до рабочего давления изделие и сообщенную с ним эталонную емкость, разобщают изделие и эталонную емкость, соединив перед этим изделие с контролируемой течью, и, подавая в него тарированный поток газа, равный по величине допустимому значению негерметичности изделия, определяют падение давления в изделии, по которому судят о его негерметичности (патент РФ N 2039961, МПК G 01 N 3/26, опубл. бюл. N 20, 1995 г.).
Способ предназначен для контроля герметичности изделий и не может быть применим для определения прочности и надежности укупорки, где требуется поддерживать постоянное давление в изделии в течение заданного времени.
Ближайшим аналогом заявляемого является способ контроля качества металлических колпачков для сосудов с лекарственными средствами и медицинскими препаратами, включающий укупорку сосудов с лекарственным средством эластичной резиновой пробкой и металлическим колпачком с последующими закаткой или обжатием его нижнего края на горловине сосуда. Укупоренный сосуд стерилизуют, помещая его в камеру (стерилизатор) с насыщенным водяным паром при 132oC в течение 15 мин, что приводит к повышению давления внутри сосуда до ~2 атм, затем проводят визуальную проверку целостности колпачка и отсутствие его проворота на горловине сосуда (см. Требования Фармакопеи ГФ XI, вып. 2, а также выписки из отчета по испытаниям колпачков, проведенных в НИИ Фармации, с. 2 и 3).
Недостатком этого способа является недостоверность результатов контроля, вследствие нерегламентированных параметров, возникающих внутри сосуда, которые зависят от точности геометрических параметров сосуда (его объема), точности заполнения лекарственными средствами, температуры в стерилизаторе и т.д.
Заявляемое изобретение решает задачу повышения достоверности результатов контроля.
Поставленная задача достигается тем, что в способе контроля качества металлических колпачков для укупорки сосудов с лекарственными средами и медицинскими препаратами, включающем укупорку эталонного сосуда эластичной пробкой и металлическим колпачком, обжатие (или закатку) нижнего края колпачка на горловине сосуда, повышение давления в сосуде до заданного путем соединения полости эталонного сосуда через предварительно сформированный патрубок (или отверстие) с источником газа высокого давления, выдержки давления в течение регламентированного времени и сброс давления, согласно изобретению при выдержке давления в течение регламентированного времени осуществляют дополнительную подачу газа в эталонный сосуд, после чего проводят проверку герметичности в условиях повышенной температуры. Кроме того, дополнительную подачу газа осуществляют путем обеспечения контролируемой течи газа в предварительно сформированном патрубке, а проверку качества укупорки при повышенной температуре осуществляют помещая эталонный сосуд в зону с повышенным давлением.
При осуществлении способа достигается технический результат, заключающийся в том, что задаваемый и поддерживаемый параметры контролируются в любой момент времени, а величину течи изменяют в зависимости от имеющей утечки, что позволяет поддерживать постоянство давления в сосуде и обеспечивать объективность и достоверность контроля.
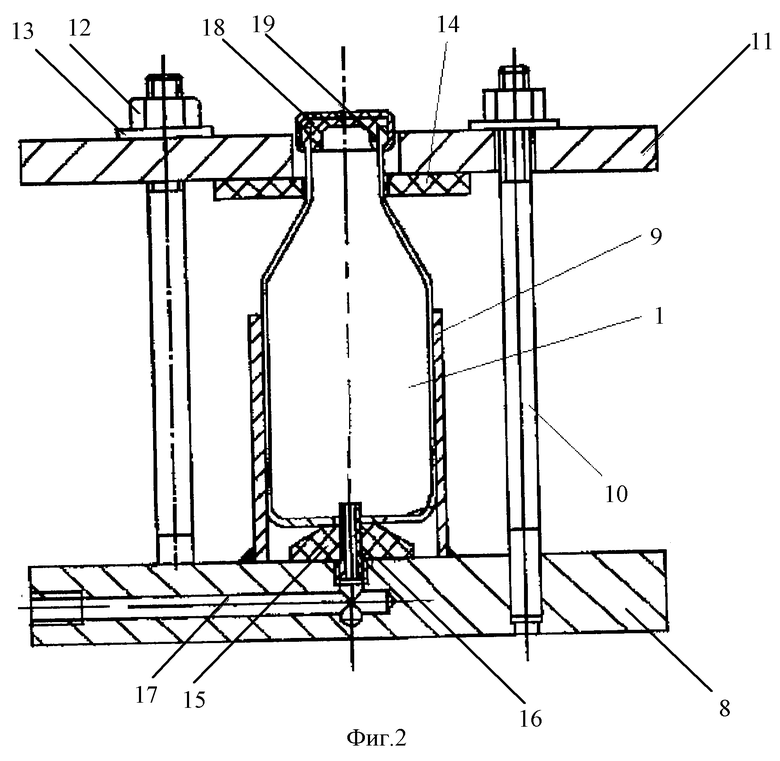
Способ поясняется чертежами, где на фиг. 1 изображена общая пневматическая схема устройства; на фиг. 2 - приспособление для крепления эталонного сосуда.
Пневматическая схема содержит эталонный сосуд 1, соединенный через трубопровод 2, пневмотумблер 3, запорный кран 4 с регулируемой контролируемой течью 5, и вентиль 6 соединенный с источником газа высокого давления (на чертеже не показан) или с заправочной магистралью. Манометр 7, установленный между эталонным сосудом 1 и регулируемой течью 5, контролирует давление в эталонном сосуде 1 и трубопроводе 2 за контролируемой течью 5 (фиг. 1).
Приспособление для крепления эталонного сосуда содержит основание 8 со стаканом 9 для установки эталонного сосуда 1. В основании 8 закреплены шпильки 10, поддерживающие верхнюю планку 11, которая закреплена крепежными элементами, например гайкой 12 с пружинной шайбой 13. На основании 8 в стакане 9 и на планке 11 закреплены прокладки 14 и 15 из упругого материала.
Эталонный сосуд 1 выполнен с предварительно сформированным патрубком 16 (или отверстием) в днище для соединения с каналом 17, к которому подключен трубопровод 2. Сосуд 1 укупорен резиновой пробкой 18 и металлическим колпачком 19. Трубопровод 2 соединен с атмосферой через вентиль сброса (на чертеже не показан).
Способ осуществляется следующим образом.
В горловину эталонного сосуда 1 вставляют резиновую пробку 18, надевают контролируемый металлический колпачок 19 и обжимают или закатывают его нижний край на горловине сосуда 1. Устанавливают сосуд 1 в стакан 9, соединяя патрубок (или отверстие) 16 с каналом 17 для подключения трубопровода 2. При поджатии сосуда 1 верхней планкой 11 с прокладкой 14 к прокладке 15 основания, выполненной из эластичного материала, например резины или латекса, соединение патрубка 16 (или отверстия) сосуда 1 и канала 17 герметизируется.
Открывая вентиль 6, соединяют через пневмотумблер 3, запорный кран 4 с контролируемой течью 5, полость эталонного сосуда 1 с источником газа высокого давления и устанавливают на манометре 7 заданную величину давления. Для компенсации утечки газа из сосуда, вследствие наличия допустимой степени негерметичности укупорки, запорный кран 4 оставляют приоткрытым в течение всего времени выдержки для обеспечения дополнительной течи газа от источника газа в сосуд через контролируемую течь 5.
После выдержки давление сбрасывают, закрывая сначала запорный кран 4, затем - вентиль 6 и открывая вентиль сброса давления (на чертеже не показан), соединяющий трубопровод 2 с атмосферой. Освобождают эталонный сосуд из приспособления, проверяют визуально целостность металлического колпачка 19 и надежность укупорки, прикладывая вручную усилие для проворота колпачка на горловине сосуда.
Пример. По предлагаемому способу проводились испытания металлических колпачков для укупорки сосудов на эталонном сосуде с диаметром горловины 34 мм, имитирующем сосуды с лекарственными средствами, например инфузионными растворами.
Горловину эталонного сосуда закрыли пробкой резиновой, например "4Ц", а затем металлическим колпачком, например К-10, нижний край которого обжали на горловине сосуда.
После проверки вручную отсутствия проворота колпачка на горловине сосуда эталонный сосуд установили в приспособление (фиг. 2) и подключали канал 17 к трубопроводу 2 устройства контроля. Открывая вентиль 6, пневмотумблер 3, запорный кран 4 установили по манометру 7 давление в 2 атм + 10% в полости эталонного сосуда 1. Затем, оставив запорный кран 4 с контролируемой течью 5 приоткрытым, произвели выдержку в течение 15 мин. Таким образом, обеспечили дополнительную подачу газа в сосуд, компенсирующую допустимую утечку газа через укупорку (пробку 18). По истечении 15 мин давление сбрасывали, вынимали эталонный сосуд из приспособления, осматривали укупорку, проверяя целостность колпачка 19, отсутствие разрывов, перемычек и вручную проверили отсутствие проворота колпачка 19 на горловине сосуда 1. Незначительное расхождение сквозных прорезей и линий ослабления прочности не является причиной забракования металлических колпачков.
Затем вновь установили эталонный сосуд в приспособление, которое поместили в паровой стерилизатор, подключили канал 17 к трубопроводу 2, подняли температуру в стерилизаторе до 132oC и проводили испытания под давлением в вышеописанном порядке.
Испытание повышенной температурой при стерилизации меняет объем эластичной (резиновой) пробки, коэффициент трения, поэтому условия испытания при повышенной температуре наиболее приближены к реальным условиям.
Изобретение используется для контроля качества колпачков, используемых в сосудах, работающих под внутренним давлением. Техническим результатом изобретения является повышение достоверности результатов контроля. Это обеспечивается за счет того, что способ включает укупорку эталонного сосуда эластичной пробкой и металлическим колпачком, обжатие или закатку нижнего края колпачка на горловине сосуда, повышение давления в сосуде до заданного пути соединения полости эталонного сосуда через предварительно сформированный патрубок или отверстие с источником газа высокого давления, выдержку давления в течение регламентированного времени и сброс давления. Причем при выдержке давления в течение регламентированного времени осуществляют дополнительную подачу газа в эталонный сосуд, после чего проводят проверку герметичности в условиях повышенной температуры. Кроме того, проверку качества укупорки при повышенной температуре осуществляют помещая эталонный сосуд в зону с повышенным давлением, а дополнительную подачу газа осуществляют путем обеспечения контролируемой течи газа в предельно сформированном патрубке. 2 з.п. ф-лы, 2 ил.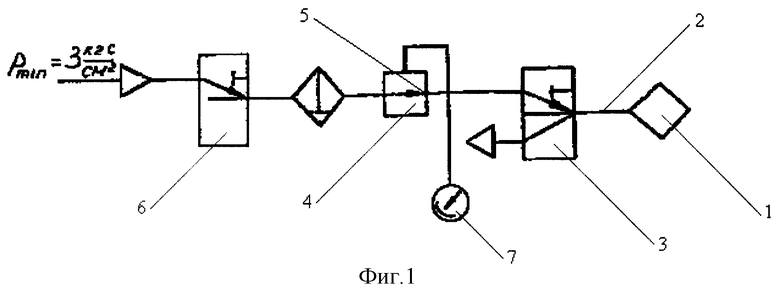
| Требования фармакопеи ГФ XI, вып.2 | |||
| Крышка для испытания огнетушителей | 1934 |
|
SU44381A1 |
| Способ испытания изделий на герметичность | 1983 |
|
SU1224638A1 |
| ПРИБОР ДЛЯ ИСПЫТАНИЯ НЕПРОНИЦАЕМОСТИ СОСУДОВ | 1930 |
|
SU24673A1 |
| DE 3338128 A, 15.05.1985. | |||

