Изобретение относится к области передачи оптического изображения с помощью оптических световодов и может быть использовано при изготовлении специальных фоконов с квадратными сечениями составляющих его световодов и, преимущественно, при изготовлении бесшовных составных матричных экранов больших размеров для получения высококачественного изображения.
Известны фоконы - устройства для волоконной передачи оптического изображения с увеличением масштаба [1]. В настоящее время в фоконах используются освоенные в промышленности световоды шестигранного или круглого сечения. При изготовлении фоконов применяют соответственно плотную шестигранную упаковку, учитывая сохранение порядка расположения отдельных световодов в жгуте на входе и выходе для правильной передачи изображения. Передача изображений с экранов дисплеев, состоящих из плотно упакованных квадратных пикселей, с помощью фоконов малоэффективна в силу различия в типах упаковки элементов дисплея и фокона.
Для передачи изображения с экранов дисплеев изготавливают волоконные устройства с прямоугольной упаковкой [2], [3], имеющие одинаковый тип упаковки с экраном, пиксели которого всегда имеют прямоугольную упаковку. Устройства, изготовленные таким образом обеспечивают более эффективную передачу изображения.
В настоящее время в составных панельных дисплеях размер фрагмента изображения на экране панели меньше габаритных размеров панели на величину герметизирующих швов панели. Поэтому в изображении на составном дисплее присутствуют зазоры в виде сетки темных ортогональных полос. Для устранения указанных зазоров в изображении на поверхности дисплея, состоящего из отдельных панелей, используют либо эффект сдвига фрагментов изображения к центру экрана [3], либо эффект увеличения размера фрагмента изображения на экране каждой панели до габаритных размеров панели [2]. Выходные плоскости изготовленных по решениям [2] и [3] световодных устройств состыковываются без видимых зазоров, что обеспечивает сплошное изображение на общей выходной плоскости устройства. Технологии изготовления указанных устройств сложны. Световодные устройства, использующие эффект сдвига фрагментов изображения к центру экрана [3] , не являются идентичными, т.к. величина и направление сдвига фрагментов изображения для различных панелей неодинаковы. Кроме того, они требуют поэлементной сборки большого числа световодных волокон в каждом монослое, из которых собирается все устройство. Принцип увеличения размера фрагмента изображения до габаритных размеров панели [2] позволяет использовать для корректировки изображения на составном дисплее идентичные световодные устройства, т. к. увеличение фрагментов изображения для всех панелей одинаково. Однако способ изготовления такого устройства использует сложную и трудоемкую поэлементную сборку всего устройства.
В качестве прототипа для способа изготовления оптического устройства для передачи изображения выбрано решение [3], совпадающее с изобретением по наибольшему числу общих признаков, а именно создание монослоя плотно упакованных световодов и последующая сборка устройства в виде матричной системы из плотно упакованных монослоев.
Недостатками данной технологии являются:
1) светопотери, обусловленные невозможностью организации плотной прямоугольной упаковки световодов непрямоугольного сечения, поскольку в настоящее время не существует технологии изготовления волокон прямоугольного сечения;
2) светопотери из-за использования при сборке устройства листов крепления и материала для приклеивания световодных волокон;
3) технология изготовления известного устройства, как уже указывалось, сложна, т.к. требует поэлементной сборки большого числа световодных волокон в монослое;
4) оптическое световодное устройство, изготовленное по известному способу [3], для устранения швов в составном изображении использует эффект сдвига фрагментов изображения к центру дисплея. Поэтому световодные устройства для панелей в различных частях дисплея неидентичны, что существенно усложняет как корректировку изображения в пределах экрана составного дисплея, так и технологию изготовления соответствующего устройства.
Изобретение направлено на устранение указанных недостатков, и его техническим результатом является изготовление оптического световодного устройства для передачи изображения с уменьшенными светопотерями и упрощенной технологией изготовления, а также упрощение корректировки изображения на составном дисплее за счет возможности использования идентичных световодных устройств.
Указанный результат достигается тем, что в способе изготовления оптического световодного устройства для передачи изображения, заключающемся в создании монослоя плотно упакованных световодов и последующей сборке устройства в виде матричной системы из плотно упакованных монослоев предварительно изготавливают из светопроводящего материала две формы в виде перемычек с идентичными световодами в виде зубцов с прямоугольным сечением в плоскости, перпендикулярной продольной оси зубца, расположенных с идентичными зазорами, равными по форме и величине зубцу, при этом продольные оси всех зубцов каждой формы расположены в плоскости монослоя и отклонены в одной из форм от продольной оси центрального зубца или зазора, совпадающей с перпендикуляром к продольной оси перемычки, внутрь к центру перемычки на величину угла
φ1 =lφ0
где l - номер зубца или зазора, отсчитываемый от центрального зубца или зазора в обе стороны, при этом для центрального зубца или зазора l = 0,
где k1 - коэффициент линейного увеличения устройства в направлении вдоль монослоя,
A - длина монослоя на входе устройства,
h - толщина устройства,
L - число световодов в монослое,
в этой форме сечения зубцов в плоскости монослоя являются равнобедренными трапециями с углом при основании 90o - φ0/2, а сечения зубцов в плоскости, перпендикулярной плоскости монослоя и параллельной оси зубца, имеют форму равнобедренной трапеции с углом при основании 90o - ψ0/2, оси зубцов другой формы отклонены от продольной оси центрального зубца или зазора, совпадающей с перпендикуляром к продольной оси перемычки, наружу от центра перемычки на величину угла φl , сечения зубцов этой формы в плоскости монослоя являются равнобедренными трапециями с углом при основании 90o + φ0 /2, а сечения зубцов в плоскости, перпендикулярной плоскости монослоя и параллельной оси зубца, имеют форму равнобедренной трапеции с углом при основании 90o + ψ0/2, при этом в одной из форм центральным является зубец, а в другой - зазор, затем наносят на поверхность форм светоотражающий слой, соединяют формы внакладку так, что зубцы одной формы попадают в зазоры другой с образованием монослоя плотно упакованных световодов и для получения матричной системы в виде шестигранника, две параллельные грани которого в виде прямоугольников со сторонами длиной A и B, k1A и k2B являются соответственно входной и выходной гранями устройства, с расстоянием h между ними и боковыми гранями в виде равнобедренных трапеций, собирают монослои так, что плоскости монослоев отклонены от плоскости центрального монослоя матричной системы наружу на угол
ψm = mψ0
где m - номер монослоя, отсчитываемый от центрального монослоя в обе стороны, при этом для центрального монослоя m = 0,
где k2 - коэффициент линейного увеличения устройства в направлении, перпендикулярном монослою;
М - число монослоев в устройстве;
B - суммарная толщина монослоев на входе устройства,
и для получения матричной системы требуемых размеров после сборки монослоев части форм, включающие перемычки, отсекают по плоскостям, перпендикулярным оси центрального световода центрального монослоя, и полируют входную грань устройства.
Для изготовления форм из светопроводящего материала используются технологии литья или горячей прессовки. Пресс-формы для литья или горячей прессовки создаются в соответствии с требуемой конструкцией световодного устройства.
В некоторых случаях может оказаться предпочтительней использование холодной прессовки из листового пластика, что ускоряет и удешевляет способ изготовления устройства. В таких обстоятельствах используют вариант способа, согласно которому изготавливают из светопроводящего материала формы с сечениями зубцов в плоскости, перпендикулярной плоскости монослоя и параллельной оси зубца, в виде прямоугольников, а для изготовления требуемой конструкции световодного устройства при сборке между монослоями световодов устанавливают спейсеры.
Устройства для передачи изображения, изготовленные по данному способу (его вариантам) представлены на фиг. 1, 2, 3, 4.
Фиг. 1 - монослой световодов по п. 1 способа:
а) сечение в плоскости монослоя;
б) сечение, перпендикулярное плоскости монослоя.
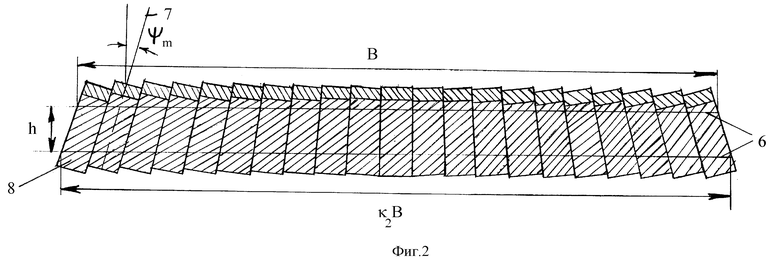
Фиг. 2 - сборка устройства (сечение, перпендикулярное плоскостям монослоев).
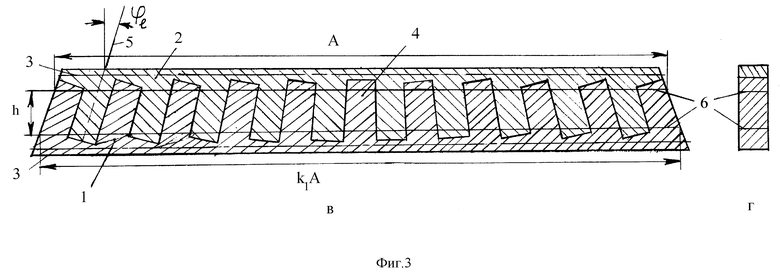
Фиг. 3 - монослой световодов по п. 6 способа:
в) сечение в плоскости монослоя;
г) сечение, перпендикулярное плоскости монослоя.
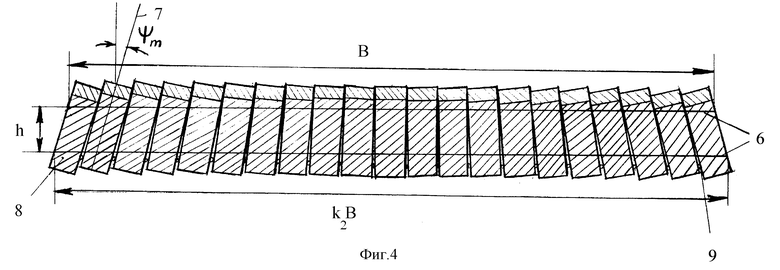
Фиг. 4 - сборка устройства (сечение, перпендикулярное плоскостям монослоя).
На чертежах:
1 - форма с центральным зубцом,
2 - форма с центральным зазором,
3 - продольные оси перемычек форм,
4 - центральный зубец одной формы и зазор другой формы,
5 - продольная ось зубца одной формы и зазора другой формы,
6 - линии среза частей форм после сборки устройства из монослоев,
7 - плоскость монослоя,
8 - монослой световодов,
9 - спейсер,
A - сторона входной грани устройства вдоль плоскости монослоя,
k1A - сторона выходной грани устройства вдоль плоскости монослоя,
B - сторона входной грани устройства, перпендикулярная плоскости монослоя,
k2B - сторона выходной грани устройства, перпендикулярная плоскости монослоя,
h - толщина устройства,
φl - угол наклона продольной оси l-зубца по отношению к перпендикуляру к продольной оси перемычки,
ψm - угол в поперечном плоскостям монослоев сечении между плоскостью m-монослоя и плоскостью центрального монослоя.
Сущностью способа изготовления световодного устройства для передачи изображения является создание идентичных монослоев плотно упакованных световодов, сборка которых значительно упрощена, поскольку используемые при создании монослоя специально разработанные формы являются дополнительными друг к другу и вместе составляют монослой плотно упакованных световодов с необходимой ориентацией световодов без поэлементной сборки. Ориентация задается при разработке форм.
Способ по изобретению реализуется следующим образом.
Изготавливают формы 1 и 2 по п.1 способа, например, с помощью соответствующих пресс-форм, в конструкции которых учитывается форма отдельных световодов, выполняемых в виде зубцов, и их ориентация по отношению к центру требуемого световодного устройства. Конструкция пресс-формы может задавать как угол отклонения φl отдельного световода от оси центрального зубца в плоскости монослоя, так и угол отклонения ψm плоскости монослоя 7 от плоскости центрального монослоя при сборке матричной системы. При этом угол φl задается порядковым номером световода от центрального зубца или зазора, отсчитываемого в обе стороны и формой сечения зубца в плоскости монослоя, а именно равнобедренной трапецией с углом при основании 90o - φ0/2, где
Угол ψm задается порядковым номером монослоя, отсчитываемым от центрального монослоя в обе стороны и формой сечения зубца в плоскости, перпендикулярной плоскости монослоя и параллельной оси зубца, а именно равнобедренной трапецией с углом при основании 90o- ψ0/2, где
Затем с помощью этих пресс-форм изготавливают формы 1 и 2 из прозрачного пластика, например литьем или горячей прессовкой. Наносят на наружную поверхность форм светоотражающие слои, например магнетронным напылением алюминия или серебра. Соединяют формы внакладку так, что зубцы, например 4, формы 1 попадают в зазоры формы 2 с образованием монослоя 8 плотно упакованных световодов. Затем создают матричную систему из склеенных отдельных монослоев 8. Для склеивания можно использовать любой клей, пригодный для пластика. Толщина склейки должна быть минимальной для организации плотной упаковки матрицы из монослоев. Для получения матрицы требуемых размеров отсекают по плоскостям, перпендикулярным оси центрального световода центрального монослоя части форм, включающие перемычки. Линии среза 6 указаны на чертежах 1, 2, 3, 4. Для уменьшения светорассеяния полируют входную грань устройства.
Полученная матрица имеет вид шестигранника, входная и выходная грани которого параллельны, а расстояние между ними является толщиной устройства h. Размер входной грани со сторонами A и B равен размеру экрана панели составного дисплея, а размер выходной грани со сторонами k1A и k2B равен габаритному размеру панели.
В ряде случаев важно упростить конструкцию форм даже ценой некоторого усложнения последующей сборки для ускорения и удешевления способа изготовления устройства.
В этом случае согласно варианту способа по п. 6 конструкция пресс-формы задает только один ориентационный угол световода, а именно угол отклонения φl продольной оси световода в плоскости монослоя от оси центрального зубца или зазора монослоя, совпадающей с перпендикуляром к продольной оси перемычки. Второй ориентационный угол ψm задается при сборке путем установки между монослоями спейсеров, размеры и положения которых определяются углом ψ0. Спейсеры выполняются, например из пластиковых волокон. Сечения зубцов в плоскости, перпендикулярной плоскости монослоя, выполняются прямоугольными, что позволяет использовать для изготовления форм материал в виде листового пластика и, соответственно, более дешевую технологию изготовления, например, холодную прессовку. Холодная прессовка существенно ускоряет процесс изготовления устройства.
Световоды устройства создают диаграмму направленности выходного излучения с отклоненным к оси световода центром и неоднородностью свечения по углу, обусловленной собственными модами световода.
Для улучшения диаграммы направленности отдельных световодов и всего устройства в целом его выходная поверхность профилируется согласно обоим вариантам способа - п. 2, 3, 4, 5, 7, 8, 9, 10.
Матирование выходной поверхности согласно п. 2, 7 способа является самым простым случаем профилирования. Оно сглаживает неоднородности свечения по углу, однако не является оптимальным, т. к. не изменяет центр диаграммы направленности.
Рельеф из системы штрихов треугольного профиля согласно п. 3, 8 способа компенсирует отклонение центра диаграммы направленности излучения, возникающее из-за наклона световодов. Расчет углов профильных треугольников выполнен из условия компенсации углов отклонения отдельных световодов φl и ψm от оси устройства, которая совпадает с продольной осью центрального зубца или зазора в центральном монослое.
В некоторых случаях для повышения яркости в заданном диапазоне углов наблюдения целесообразно сузить диаграмму направленности, например в вертикальной плоскости наблюдения. Для этого на выходной грани устройства согласно п.4, 9 способа формируют рельеф в виде растра цилиндрических линз, апертурами которых являются апертуры световодов устройства, при этом образующие цилиндрических линз расположены горизонтально, а радиусы их кривизны R = qh, где 0,1 < q < 10.
Все виды указанных рельефов - матирование, треугольный профиль, цилиндрический растр - могут быть выполнены отдельно на пленке или пластине из светопрозрачного материала, которая наносится, например наклеиванием, на полированную выходную поверхность согласно п. 5, 10 способа.
Таким образом, изобретение позволяет проще и дешевле изготовить световодное устройство для передачи изображения с уменьшенными светопотерями. Оно может быть эффективно использовано для создания составных дисплеев с бесшовным высококачественным изображением.
Источники информации
1. Патент РФ N 2082189, кл. МКИ 6 G 02 B 6/04 от 30.01.95 г.
2. Заявка на патент РФ N 200010399/28, кл. МКИ 6 H 01 J 17/49 от 21.02.2000 г., решение о выдаче патента от 23.10.2000 г.
3. Патент США N 5465315, кл. МКИ 6 G 02 B 6/08, опубл. 02.12.1992 г.
Способ изготовления оптического световодного устройства для передачи изображения может быть использован при создании бесшовных составных матричных экранов больших размеров. Техническим результатом является исключение светопотерь, связанных с непрямоугольными сечениями световодов и их поэлементной сборкой в монослое, упрощение корректировки изображения в пределах экрана составного дисплея, удешевление технологии изготовления оптического световодного устройства. Способ позволяет изготовить оптическое световодное устройство для передачи изображения на основе матричной системы из плотно упакованных монослоев плотно упакованных световодов. Для создания монослоя используются две специально разработанные формы в виде перемычек с идентичными световодами в виде ориентированных заданным образом зубцов с прямоугольными сечениями. Формы являются дополнительными друг к другу. Соединение форм внакладку позволяет создать монослой плотно упакованных световодов с необходимой ориентацией без поэлементной сборки. 2 с. и 8 з.п. ф-лы, 4 ил.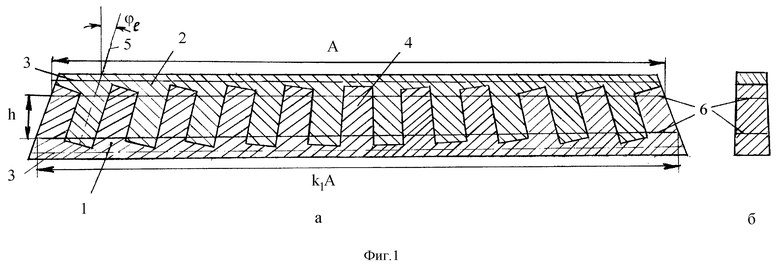
φ1 = φ0
где l - номер зубца или зазора, отсчитываемый от центрального зубца или зазора в обе стороны, при этом для центрального зубца или зазора l = 0;
где kl - коэффициент линейного увеличения устройства в направлении вдоль монослоя;
А - длина стороны входной грани устройства вдоль плоскости монослоя;
h - толщина устройства;
L - число световодов в монослое,
в этой форме сечения зубцов в плоскости монослоя являются равнобедренными трапециями с углом при основании 90o -φ0/2, а сечения зубцов в плоскости, перпендикулярной плоскости монослоя и параллельной оси зубца, имеют форму равнобедренной трапеции с углом при соотношении 90o - ψ0/2, оси зубцов другой формы отклонены от продольной оси центрального зубца или зазора, совпадающей с перпендикуляром к продольной оси перемычки, наружу от центра перемычки на величину угла φ1, сечения зубцов этой формы в плоскости монослоя являются равнобедренными трапециями с углом при основании 90o + φ0/2, а сечения зубцов в плоскости, перпендикулярной плоскости монослоя и параллельной оси зубца, имеют форму равнобедренной трапеции с углом при основании 90o + ψ0/2, при этом в одной из форм центральным является зубец, а в другой - зазор, затем наносят на поверхность форм светоотражающий слой, соединяют формы внакладку так, что зубцы одной формы попадают в зазоры другой с образованием монослоя плотно упакованных световодов и для получения матричной системы в виде шестигранника, две параллельные грани которого в виде прямоугольников со сторонами длиной A и B, k1A и k2B являются соответственно входной и выходной гранями устройства с расстоянием h между ними и боковыми гранями в виде равнобедренных трапеций, собирают монослои так, что плоскости монослоев отклонены от плоскости центрального монослоя матричной системы наружу на угол
ψm = mψ0
где m - номер монослоя, отсчитываемый от центрального монослоя в обе стороны, при этом для центрального монослоя m = 0;
где k2 - коэффициент линейного увеличения устройства в направлении, перпендикулярном монослою;
M - число монослоев в устройстве;
B - длина стороны входной грани устройства, перпендикулярной плоскости монослоя;
и для получения матричной системы требуемых размеров после сборки монослоев части форм, включающие перемычки, отсекают по плоскостям, перпендикулярным оси центрального световода центрального монослоя, и полируют входную грань устройства.
где φ1 - угол наклона световода в плоскости каждого монослоя к центральному световоду соответствующего монослоя;
n - показатель преломления материала световода,
а для штрихов, расположенных вдоль монослоя с поперечными сечениями в плоскости, перпендикулярной плоскости монослоя, одна из боковых сторон профильного треугольника параллельна оси световода, а другая расположена под углом к оси световода
где ψm - угол наклона плоскости монослоя к плоскости центрального монослоя матричной системы.
φ1 = lφ0,
где l - номер зубца или зазора, отсчитываемый от центрального зубца или зазора в обе стороны, при этом для центрального зубца l = 0;
где kl - коэффициент линейного увеличения устройства в направлении вдоль монослоя;
A - длина монослоя на входе устройства;
h - толщина устройства;
L - число световодов в монослое,
в этой форме сечения зубцов в плоскости монослоя являются равнобедренными трапециями с углом при основании 90o -φ0/2, а сечения зубцов в плоскости, перпендикулярной плоскости монослоя и параллельной оси зубца, имеют форму прямоугольников, оси зубцов другой формы отклонены от продольной оси центрального зубца или зазора, совпадающей с перпендикуляром к продольной оси перемычки, наружу от центра перемычки на величину угла φ1, сечения зубцов этой формы в плоскости монослоя являются равнобедренными трапециями с углом при основании 90o + φ0/2, а сечения зубцов в плоскости, перпендикулярной плоскости монослоя и параллельной оси зубца имеют форму прямоугольников, при этом в одной из форм центральным является зубец, а в другой - зазор, затем наносят на поверхность форм светоотражающий слой, соединяют формы внакладку так, что зубцы одной формы попадают в зазоры другой с образованием монослоя плотно упакованных световодов и для получения матричной системы в виде шестигранника, две параллельные грани которого в виде прямоугольников со сторонами длиной A и B, k1A и k2B являются соответственно входной и выходной гранями устройства, с расстоянием h между ними и боковыми гранями в виде равнобедренных трапеций, устанавливают между монослоями спейсеры, размеры и положение которых определяются углом ψ0, собирают монослои так, что плоскости монослоев отклонены от плоскости центрального монослоя матричной системы наружу на угол
ψm = mψ0,
где m - номер монослоя, отсчитываемый от центрального монослоя в обе стороны, при этом для центрального монослоя m = 0;
где k2 - коэффициент линейного увеличения устройства в направлении перпендикулярном монослою;
M - число монослоев в устройстве,
B - суммарная толщина монослоев на входе устройства,
и заполняют зазоры между монослоями связующим материалом, а для получения матричной системы требуемых размеров после сборки монослоев части форм, включающие перемычки, отсекают по плоскостям, перпендикулярным оси центрального световода центрального монослоя, и полируют входную грань устройства.
где φ1 - угол наклона световода в плоскости каждого монослоя к центральному световоду соответствующего монослоя;
n - показатель преломления материала световода,
а для штрихов, расположенных вдоль монослоя с поперечными сечениями в плоскости, перпендикулярной плоскости монослоя, одна из боковых сторон профильного треугольника параллельна оси световода, а другая расположена под углом к оси световода
где ψm - угол наклона плоскости монослоя к плоскости центрального монослоя матричной системы.
| US 5465315 A, 07.11.1995 | |||
| SU 807883 A1, 20.07.1999 | |||
| ВОЛОКОННО-ОПТИЧЕСКОЕ УСТРОЙСТВО МАСШТАБИРОВАНИЯ ИЗОБРАЖЕНИЯ | 1995 |
|
RU2082189C1 |
| МАТРИЧНЫЙ НАБОРНЫЙ ЭКРАН | 1997 |
|
RU2125318C1 |
| МАТРИЧНЫЙ ЭКРАН | 1996 |
|
RU2106713C1 |
| US 5136677 A, 14.08.1992 | |||
| PANENT ABSTPAKF OF JAPAN, v/8 N 97, p.282, (1534) | |||
