Изобретение относится к бытовому прибору с выполненным из специальной стали сборным узлом, который при надлежащей эксплуатации бытового прибора соприкасается с влагой, в частности, к загружаемой на стороне корпуса стиральной машине с барабаном из специальной стали, крышка которого имеет монтируемые детали, например, шарниры, кронштейны и т.д.
Состоящая из двух частей крышка барабана подобной стиральной машины известна из DE 2237410 А1. Крышки барабана данной загружаемой на стороне корпуса стиральной машины могут выполняться из специальной стали и содержат вмонтированные детали, например, шарниры, кронштейны и т.д. Вмонтированные детали закреплены неразъемно пустотелыми заклепками на основной детали, а именно, на крышке барабана. Кроме того, основные детали, крышки барабана крепятся полыми заклепками на шарнире и шарнир крепится также полыми заклепками на корпусе барабана стиральной машины. Такие конструкции узлов связаны с технологическими затратами. Во-первых, основные и вмонтированные детали требуют точно выдержанных и равных по размерам сеток отверстий; для крепления их необходимо привести в совпадающее положение и они требуют установки большого количества отдельных заклепок, которые в большинстве случаев выполнены в виде полых заклепок. Кроме того, непосредственный процесс крепления требует больших усилий для осаживания заклепок. Эти условия не допускают автоматического монтажа.
Из ЕР 0234243 А1 известен способ изготовления емкости для щелока для стиральной машины, в которой для монтажа различных деталей из листового металла емкости для щелока предусмотрена лазерная сварка. В качестве материала для этих деталей из листового металла применяются все известные сплавы ферритовых специальных сталей, которые считаются не поддающимися сварке, так как образуют хрупкие швы, которые не выдерживают ударные нагрузки, например, в вибрирующих емкостях для щелока, в особенности при центрифугировании. Но так как известная лазерная сварка является частью всего производственного процесса, в ходе которого составная емкость для щелока подвергается также расширительной формовке и к тому же должна подвергаться тепловой обработке, то сварной шов дополнительно подвергают целенаправленной тепловой обработке, которая устраняет его первоначальную хрупкость. Так как в настоящем способе не допустимы ни дополнительная тепловая обработка, ни подверженность коррозии или хрупкость сварного шва, то простое применение известного способа сварки в качестве замены известного из DE 2237410 А1 способа крепления заклепками в настоящем способе не может иметь места.
Во избежание таких высоких производственных издержек предпринимались попытки соединять монтируемые детали с основной деталью таких узлов посредством точечной сварки плавлением. Но это требует применения неферритовых сваривающихся специальных сталей, которые при особых условиях поддаются точечной сварке. В общем внутри сварных точек не возникает межкристаллитная коррозия; но полностью избежать ее невозможно. При длительном нагружении водой - как это имеет место в стиральных машинах - это означает появление налета ржавчины, которая может распространиться на все другие детали узла и другие детали из специальной стали в бытовом приборе.
В основу изобретения положена задача избежать в вышеупомянутом бытовом приборе монтажные операции, требующие трудоемких ручных работ, например, соединений, выполненных заклепками, однако без применения для этого высококачественных материалов или без необходимости мириться с опасностью появления ржавчины при продолжительной эксплуатации.
В соответствии с изобретением данная задача решается посредством того, что монтируемые детали и основная деталь узла выполнены из стабилизированного для сварки сплава специальной стали, и монтируемые детали закреплены на основной детали посредством прерывистых сварных швов, выполненных лазерной сваркой.
Новые достижения в технологии лазерной сварки допускают выполнение ограниченной по месту сварки на деталях из листового металла сравнительно большой толщины даже в несколько слоев. Примененные в бытовых приборах такие сварные соединения обеспечивают очень чистые и прочные соединения, позволяющие избежать межристаллитную коррозию и на не особенно высококачественных специальных сталях.
Особенно предпочтительным образом изобретение может быть осуществлено посредством того, что швы выполняют лазерной сваркой в виде прерывистых стежковых швов. Такие прерывания оказались особенно предпочтительными для того, чтобы сварные швы были менее подвержены коррозии. Было установлено, что благодаря стежковому прерыванию сварных швов раздельные отрезки сварных швов создают электрические потенциалы между собой, которые взаимно нейтрализуются и тем самым противодействуют коррозии. Четче всего этот эффект проявляется тогда, когда швы, выполненные лазерной сваркой, расположены попарно. Незначительные проблемы в отношении образования коррозии имеют место также в том случае, когда основная деталь и монтируемые детали выполнены из единообразного сплава специальной стали. Вследствие этого скорее всего обеспечивается, что при лазерной сварке материалы монтируемых деталей и основной детали сплавляются в однородный сплав.
Для изготовления свариваемого узла большое преимущество состоит в том, что изобретение усовершенствовано с помощью углублений, которые на основной детали и/или монтируемых деталях соответствуют по положению контруглублениям или выемкам на соответствующей монтируемой детали. В этом случае проще выравнивать и фиксировать детали относительно друг друга.
С целью получения более гладких на вид поверхностей на узлах и уменьшения риска получения ранения при касании таких поверхностей руками, выполнение изобретения усовершенствовано тем, что основная деталь имеет в местах для монтируемых деталей углубления, поверхности которых точно совпадают с соединяемыми поверхностями монтируемых деталей и имеют глубину, равную толщине монтируемых деталей. Таким образом монтируемые детали могут быть соединены с погружением так, что их поверхности располагаются заподлицо с поверхностью основной детали.
Особо предпочтительный способ соединения монтируемых деталей с основной деталью выполненного из стабилизированной для сварки специальной стали сборного узла бытового прибора, в частности, загружаемой со стороны корпуса стиральной машины с барабаном из специальной стали, крышка которого снабжена закрепленными неразъемно монтируемыми деталями, например, шарнирами, кронштейнами и т.д., отличается тем, что монтируемые детали в положении соединения с основной деталью временно закрепляют механически и затем под действием лазерного луча в пространственно ограниченных местах неразъемно соединяют сваркой с материалом основной детали.
Способ в соответствии с изобретением можно усовершенствовать особенно предпочтительным образом тем, что лазерный луч во время сварки направляют вдоль линии шва и время от времени прерывают. В результате образуются сварные швы в виде стежков.
Во время сварки в качестве рабочего газа предпочтительно подается инертный защитный газ. Таким газом может быть аргон или гелий. Он предотвращает образование оксидной пленки на сварном шве.
Если во время сварки охлаждать нижнюю сторону шва, то предпочтительно получают чистую поверхность шва. В этом случае шов почти не виден на охлаждаемой поверхности. Особенно предпочтительным оказалось охлаждение путем наложения охлаждаемой водой медной пластины. С ее помощью можно тонко регулировать охлаждение так, что поверхность шва кондиционируется оптимальным образом.
В целом благодаря отдельным признакам вышеописанных признаков изобретения достигаются следующие преимущества.
В результате незначительного теплового воздействия при сварке лазерными лучами по сравнению с контактной сваркой поверхность сварных швов не тускнеет. Поэтому не происходит наружной коррозии. Наряду с предотвращением дефектов из-за коррозии получают изготавливаемый способом в соответствии с изобретением узел, который технически менее всего представляется как узел в соответствии с уровнем техники, смонтированный посредством соединения заклепками. Способ лазерной сварки в соответствии с изобретением требует меньших материальных затрат, так как, несмотря на применение высококачественной специальной стали (стабилизированной для сварки), отпадает необходимость в большом количестве дополнительных соединительных средств. Кроме того, поскольку дополнительные соединительные средства требуют использования значительного ручного труда, при применении техники лазерной сварки в соответствии с изобретением можно минимизировать производственные издержки для подобных узлов. Кроме того, изготовленные в соответствии с изобретением узлы прочнее в соединениях, так как оказалось, что при центрифугировании отсутствуют выступы большой толщины в сваренных в соответствии с изобретением деталях из листового материала на крышках загружаемых со стороны корпуса стиральных машин. Подобные эффекты при соединении дополнительными соединительными средствами, например, полыми заклепками, часто приводили к соприкосновению деталей корпуса барабана, в частности, крышки барабана, с нагревательными элементами в емкости для щелока.
Наконец, благодаря применению техники лазерной сварки в соответствии с изобретением достигается чистота применяемого материала для таких узлов, которая невозможна при других способах соединения, так как дополнительные соединительные средства привносят другие материалы. Этот аспект важен для разделения материалов при утилизации изделий, которыми оснащены данные узлы.
Изобретение поясняется ниже с помощью изображенного на чертеже примера выполнения.
На чертеже изображена часть корпуса 2 загружаемого со стороны корпуса барабана 1, в который встроена и шарнирно закреплена обеспечивающая доступ во внутреннюю камеру барабана крышка. Крышка состоит из двух частей, имеет так называемую нижнюю крышку 3 с установленными около ее свободного конца захватами 4, и так называемую верхнюю крышку 5 с расположенными около свободной кромки 6 проушинами 7. Так как части 3 и 5 крышки уже загрузочного люка барабана 1, кромки 18 и 19 расположены на расстоянии от накладных краевых пластин 20 входного люка. Части крышки могут поэтому входить в загрузочный люк.
Захваты 4 и проушины 7 в закрытом положении крышки 3, 5 входят в зацепление друг с другом и противодействуют усилиям открывания. Такие усилия открывания создаются, с одной стороны, пружинами 9, которые встроены в шарниры 10 обеих частей 3 и 5 крышки, которыми части крышки крепятся с возможностью поворота на расположенных параллельно оси барабана кромках загрузочного люка барабана. С другой стороны, эти усилия открывания крышки создают лежащие в барабане изделия для стирки, на которые, в частности, при центрифугировании, действует центробежная сила. Кроме того, на верхних сторонах частей 3 и 5 крышки дополнительно размещены захватные кронштейны, устанавливаемые на неизображенных кромках приемной горловины, когда барабан должен вращаться при открытых частях 3 и 5 крышки.
Для монтируемых деталей (захватов 4 и захватных кронштейнов 8) и подвижных деталей 11 шарниров 10 части крышки являются соответственно основной деталью; в совокупности они образуют узлы 3-8 и 11. Часть 2 корпуса барабана 1, со своей стороны, образует еще одну основную деталь, на которой предусмотрены в качестве монтируемых деталей неподвижные детали 12 шарниров 10. Наконец, часть 2 корпуса барабана 1 образует с шарнирными частями 3 и 5 крышки основной узел.
Как шарнирные детали 11 и 12, так и остальные монтируемые детали (захваты 7 и 8) соединены сварными соединениями, обозначенными штрихами 13, 14, с соответствующими основными деталями (часть 2 корпуса барабана, детали 3, 5 крышки). Обозначенные отрезки сварных швов 13, с одной стороны, и 14, соосны друг другу; соответствующие отрезки сварных швов 13, с другой стороны, параллельны соседним отрезкам сварных швов 14. Расположенные параллельно отрезки сварных швов образуют пару потенциалов длиной соответственно от 15 до 20 мм и при загрузке электролита (напр., щелока) создают выравнивание потенциалов. Такая компоновка предпочтительно позволяет избежать образования коррозии на участке сварных швов.
На опорной плите 15 захватов 4 видны направленные вниз выдавленные углубления 16, которые подходят для соответствующих, неизображенных выемок на части 3 крышки. Благодаря этому захваты 4 можно до сварки предварительно зафиксировать в правильном положении, не принимая особых мер для позиционирования. В местах захватных кронштейнов 8, соединенных с частью 3 или частью 5 крышки, крышки имеют углубления 17, поверхности которых точно совпадают с поверхностями соответствующих монтируемых деталей 8. Эти углубления имеют глубину, равную толщине монтируемых деталей. В результате поверхности монтируемых деталей соосны с поверхностями соответствующих основных деталей (части крышки). Дополнительно к утопленным в углублениях 17 захватным кронштейнам 8 в этих углублениях может находиться также часть других монтируемых деталей или все монтируемые детали.
Изображенные на чертеже верхние поверхности основных и встроенных деталей образуют в процессе сварки нижнюю сторону. Во время сварки их охлаждают, лучше всего путем наложения охлаждаемой водой медной пластины. Благодаря этому на видимой верхней стороне основных и встроенных деталей добиваются очень гладкой поверхности шва, даже незаметной на вид.
| название | год | авторы | номер документа |
|---|---|---|---|
| БАРАБАН СТИРАЛЬНОЙ МАШИНЫ | 2002 |
|
RU2263170C2 |
| БЫТОВОЙ ЭЛЕКТРОПРИБОР | 1999 |
|
RU2200360C2 |
| ШАРНИР С ПОЛОЙ ОСЬЮ | 2005 |
|
RU2401400C2 |
| ДВЕРЬ ДЛЯ БЫТОВОГО ПРИБОРА | 2006 |
|
RU2416062C2 |
| БЕТОННОЕ КОЛЬЦО В КАЧЕСТВЕ ПРОТИВОВЕСА НА БАКЕ ДЛЯ ЩЕЛОКА СТИРАЛЬНОЙ МАШИНЫ | 1998 |
|
RU2204633C2 |
| ТЕПЛОИЗОЛИРУЮЩАЯ СТЕНКА (ВАРИАНТЫ) | 1998 |
|
RU2264588C2 |
| КОРПУС БЫТОВОГО ПРИБОРА | 2006 |
|
RU2407962C2 |
| БЫТОВОЙ ПРИБОР | 2007 |
|
RU2420698C2 |
| БЕЛЬЕВОЙ БАРАБАН ДЛЯ СТИРАЛЬНОЙ МАШИНЫ | 2007 |
|
RU2394955C2 |
| ТЕПЛОИЗОЛИРУЮЩАЯ СТЕНКА, ХОЛОДИЛЬНИК И ДОМАШНЯЯ ПЕЧЬ С ТАКИМИ СТЕНКАМИ | 1998 |
|
RU2221973C2 |
Бытовой прибор, в частности стиральная машина, загружаемая на стороне корпуса, имеет на барабане, выполненном из специальной стали, шарнирную крышку, у которой закрепленные неразъемно монтируемые детали, например шарниры, кронштейны, должны быть закреплены на основной детали крышки барабана надежнее и с меньшими затратами, что достигается тем, что монтируемые детали крепятся на основной детали узла посредством стежковых прерывистых швов, выполненных лазерной сваркой. Монтируемые детали в положении соединения с основной деталью временно закрепляют механически и затем под действием лазерного луча в пространственно ограниченных местах стежковым швом соединяют сваркой с материалом основной детали. Указанное изготовление узла бытового прибора, соприкасающегося с влагой, устраняет появление ржавчины при его длительной эксплуатации. 2 с. и 8 з.п. ф-лы, 1 ил.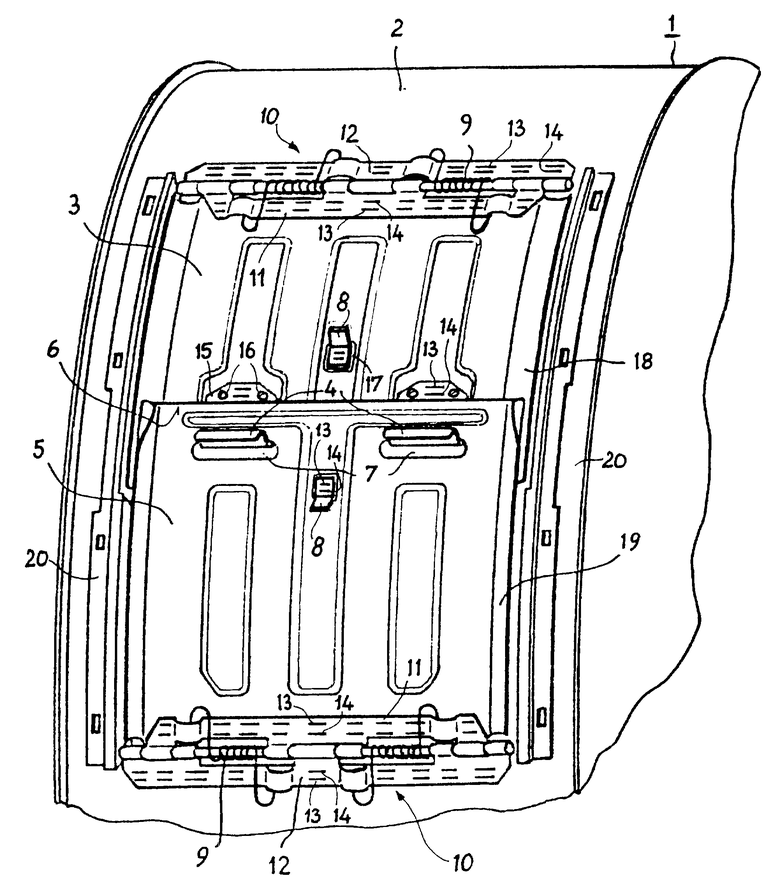
| DE 227410 В2, 01.06.1978 | |||
| СПОСОБ ОЧИСТКИ СУЛЬФАТНЫХ СТОЧНЫХ вод | 0 |
|
SU234243A1 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ ОБРАБОТКИ ПАЯНЫХ СОЕДИНЕНИЙ | 1993 |
|
RU2074070C1 |
| 0 |
|
SU360786A1 | |

