Изобретение относится к архитектурно-художественным стеклам, а именно к золотой фольгированной смальте, представляющей собой пластины двухслойного прозрачного стекла, между которыми проложена золотая фольга. Изобретение используется в различных видах художественных промыслов, для отделки и дизайна предметов и интерьеров различного назначения.
Из уровня техники известны различные виды художественных стекол Например, известно "Пурпурное стекло", авторское свидетельство 870366, 03.05 1978 г. , МПК 3 С 03 С 3/20. Пурпурное стекло включает, вес. %: SiO2 60-66; Na2O 10-16, Cu2О 0,15-0,45, ZnO 5-10; К2О 5-9; SnO2 0,1-0,3, Аl2О3 5-8,5; F 5-6. Стекло синтезируют при температуре 1200-1240oС в течение 6 ч, термообрабатывают при температуре 560oС в течение 2 ч.
Недостатком этого стекла является его непрозрачность (заглушенность) и высокая температура плавления, равная 1100oС, что значительно превышает температуру плавления золота, равную 1063oС.
Наиболее близким с предлагаемому изобретению является "Глушеное стекло", авторское свидетельство 631469, 10.06.1977, МПК 3 С 03 С 3/04. Стекло содержит, вес.%: SiO2 62-65; Al2O3 5,2-7,0; Na2O 14-16; ZnO 5-8; К2О 5-7; F 5-6. Синтез стекла ведут при температуре 1200-1220oС в шамотном тигле емкостью 15-25 л, помещенном в горшковую газовую печь с тангенциальным обогревом при окислительных условиях.
Недостатком этого стекла является заглушенность (непрозрачность) и высокая температура плавления, равная 1080oС, что значительно превышает температуру плавления золота, равную 1063oС.
Целью настоящего изобретения является синтез прозрачного стекла с температурой организации спая с двухслойной композицией из кантарели и золотой фольги ниже температуры плавления золота и пригодного для изготовления золотой фольгированной смальты.
Как известно, золотая смальта представляет собой плитку, состоящую из двух слоев прозрачного стекла, а именно более тонкого покровного стекла (кантарель) и основного матричного стекла, между которыми проложено фольгированное золото.
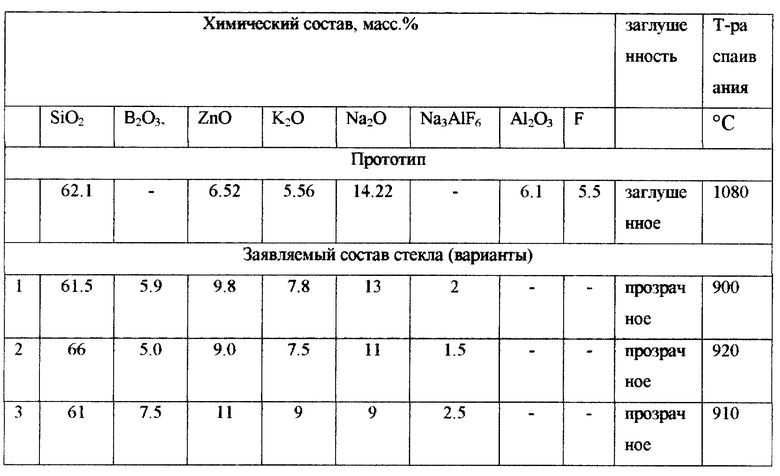
Поставленная цель достигается тем, что стекло для золотой фольгированной смальты содержит, SiO2, Na2O, K2O, ZnO, отличается тем, что дополнительно содержит: B2O3, Na3AlF6, при следующем соотношении компонентов, мас.%:
SiO2 - 61-66
В2O3 - 5-7,5
Na2O - 9-13
К2O - 7,5-9
ZnO - 9-11
Na3AlF6 - 1,5-2,5
Синтез такого стекла проводят следующим образом.
Шихту для варки стекла составляют из следующих сырьевых материалов:
песок кварцевый ГОСТ 22 551-71
борная кислота ГОСТ 18 704-78
сода ГОСТ 5100-85
поташ ГОСТ 10 690-73
ZnO ГОСТ 202-84
Na3AlF3 ГОСТ 10 561-63
Синтез ведут при температуре 1220oС±20oС в тигле емкостью 15-25 л, помещенном в горшковую газовую печь с тангенциальным обогревом в течение 7 часов. Полученный расплав стекла используют для приготовления золотой фольгированной смальты.
В таблице приведены составы и свойства стекол.
Из уровня техники известны различные способы производства смальты.
Например, известен способ производства смальты, предложенный Селезневым В. И. , см. Селезнев В.И. "Смальты и их выделка". Издательство научно-технического управления ВСНХ, Москва, 1928 г., который включает следующие основные этапы:
получение белил - заглушенных стекол;
- окрашивание белил сплавлением их с различными красителями;
- получение смальты сплавлением известных шмельцев с белилами и дополнительными красителями.
Недостатком данного способа является непригодность его использования для получения золотой фольгированной смальты.
Также известен способ изготовления цветной смальты, описанный в изобретении "Глушенное цветное стекло", а. с. 837950, 16.06.1978 г., МПК С 03 С 3/04, в котором синтез стекла ведут при температуре 1220oС в шамотном тигле емкостью 15-25 л, помещенном в горшковую печь с тангенциальным обогревом в течение 7 часов. Термообработку ведут при 560oС в течение 2 часов. Данный способ по сравнению с описанным выше частично может быть использован для изготовления предложенного матричного стекла, но он не может обеспечить получение золотой фольгированной смальты.
Наиболее близким является патент РФ 2073655, 10.03.1993 г., "Способ получения декоративного стекла", МПК 6 С 03 В 31/00, взятый авторами за прототип.
Для изготовления декоративного стекла послойно укладывают листы стекла и подвергают их термообработке. Для получения объемного изображения между стеклами размещают более двух пар клеевой пленки и декорирующего материала, в качестве которого используют, например, металлическую фольгу.
Недостатком такого способа является использование технологии склеивания, которая непригодна для получения золотой фольгированной смальты, где толщина золотой фольги составляет 0,01-0,02 мм.
Целью данного изобретения является разработка такого способа производства золотой фольгированной смальты, который обеспечивал бы возможность изготовления качественной золотой фольгированной смальты, пригодной для использования в качестве одного из основных материалов монументально-декоративной живописи.
Поставленная цель достигается тем, что способ изготовления золотой фольгированной смальты включает послойную укладку листов стекла, между которыми размещен декорирующий материал в виде металлической фольги с последующей термообработкой полученной композиции, и отличается тем, что в качестве первого слоя используют кантарель (покровное стекло), выполненную в виде пластины, поверхность которой подготавливают обезжириванием и промывкой, в качестве металлической фольги используют золотую фольгу, затем полученную двухслойную композицию из кантарели и золотой фольги подвергают сушке, а в качестве второго слоя используют матричное стекло по п.1, которое нагревают до состояния расплава и спаивают с двухслойной композицией для получения окончательной формы смальты
Дополнительным отличием способа является:
кантарель выполнена в виде пластины, форма и размер которой находится в зависимости от формы и размера применяемой золотой фольги, а толщина составляет от 1 до 2 мм;
поверхность кантарели подготавливают следующим образом: обезжириванием в этиловом спирте, обезжиривание в специальном растворе, включающем следующие ингредиенты, мас. части: Na2CO3 4,5, Na3PO4 4,5, ПАВ 1,0, Н2О 90, промывкой в горячей 50oС воде, промывкой в дистилированной воде, контроль качества по смачиваемости поверхности;
процесс сушки подготовленной кантарели с нанесенной золотой фольгой осуществляется в сушильном шкафу при температуре 120oС в течение 30 мин;
температура жидкой консистенции стекла (расплав) в момент соприкосновения с двухслойной композицией составляет 900-920oС.
Также дополнительными отличиями являются возможность производить процесс спаивания тремя различными способами:
спаивание стекла с подготовленной кантарелью проводят таким образом, что стекло по п.1 выливают на двухслойную композицию из золотой фольги и кантарели, предварительно подогретую до температуры 650oС, и отжигают при температуре 560oС в течение 2 часов;
спаивание стекла с подготовленной двухслойной композицией из золотой фольги и кантарели проводят с использованием дополнительной оснастки в виде рамки, в которую помещается двухслойная композиция из золотой фольги и кантарели, подогретая до температуры 650oС, на которую выливают стекло по п. 1 при температуре 900-920oС, после чего поверхность стекла прокатывают металлическим валиком до получения ровной поверхности;
форма и размер рамки находятся в зависимости от формы и размера применяемой золотой фольги;
высота рамки лежит в пределах от 4 до 9 мм;
спаивание стекла с подготовленной двухслойной композицией из золотой фольги и кантарели проводят с использованием дополнительной оснастки в виде ручного пресса, где кантарель, подогретая до температуры 650oС, помещают в матрицу, сверху выливают расплав стекла по п.1 при температуре 900-920oС, затем прессуют при помощи пуансона.
Способ осуществляют на практике следующим образом:
Изготовленную по ТУ-25-2034,11,61-89 кантарель (покровное стекло) марки М5 (ГОСТ 111-90) обезжиривают в этиловом спирте, затем обезжиривают в растворе, содержащем следующие элементы, мас. части: Na2CO3 4,5, Na3PO4 4,5, ПАВ 1,0, H2O 90, затем промывают в горячей 50oС воде, затем промывают в дистиллированной воде, контроль качества по смачиваемости поверхности. На мокрую поверхность кантарели наносят золотую фольгу (ГОСТ 6902-75), имеющую, например, размеры 9,1•9,1 см и толщину от 0,01 до 0,02 мм, за счет сил поверхностного притяжения и сушат в сушильном шкафу при температуре 120oС в течение 30 мин.
Матричное стекло изготавливают согласно способу, изложенному в описании к п.1 настоящего изобретения.
Далее композицию из кантарели и золотой фольги помещают на металлическую лопатку и нагревают в электрической муфельной печи до температуры 650oС, переносят на предварительно подогретую выработочную поверхность металлического стола, заливают ее расплавом стекла по п.1 настоящего изобретения (температура расплава 900-920oС) и проводят спаивание. Операция спаивания может проводится тремя различными способами:
- расплав стекла по п.1 выливают на композицию из кантарели и золотой фольги, подогретую до температуры 650oС, находящуюся на выработочном столе;
- расплав стекла по п.1 выливают на композицию из кантарели и золотой фольги, подогретую до температуры 650oС, находящуюся в металлической рамке размером 15•15 см и высотой от 4 до 9 мм, в зависимости от требуемой толщины, находящуюся на выработочном столе, после чего рамку прокатывают металлическим валиком до получения ровной поверхности;
- расплав стекла по п.1 выливают на композицию из кантарели и золотой фольги, подогретую до температуры 650oС, помещенную на матрицу ручного пресса, и прессуют при помощи пуансона
Затем полученную плитку золотой смальты отжигают в электрической муфельной печи при температуре 560oС в течение 2 часов для снятия остаточных напряжений. После естественного охлаждения в электрической муфельной печи до температуры 150oС плитка золотой смальты готова для использования.
В результате реализации данного способа с использованием указанного состава стекла получается плитка золотой смальты, обладающая высокими качественными и художественными показателями При этом технология производства достаточна проста, не требует сложного оборудования, и может быть использована как в промышленных, так и в лабораторных условиях.
| название | год | авторы | номер документа |
|---|
Изобретение относится к архитектурно-художественным стеклам, а именно к золотой смальте, представляющей собой пластины двухслойного прозрачного стекла, между которыми проложена золотая фольга. Изобретение используется в различных видах художественных промыслов, для отделки и дизайна предметов и интерьеров различного назначения. Стекло для золотой фольгированной смальты имеет следующий состав, мас.%: SiO2 61-66, В2О3 5-7,5 Na2O 9-13, К2О 7,5-9, ZnO 9-11, Na3AlF6 1,5-2,5. При изготовлении смальты в качестве первого слоя стекла используют кантарель, выполненную в виде пластины, поверхность которой подготавливают обезжириванием и промывкой, на которую помещают золотую фольгу. Затем полученную двухслойную композицию из кантарели и золотой фольги подвергают сушке, а в качестве второго слоя используют матричное стекло специального состава, которое нагревают до состояния расплава и спаивают с двухслойной композицией тремя различными способами для получения окончательной формы смальты. 2 с. и 9 з.п.ф-лы, 1 табл.
SiO2 - 61 - 66
В2О3 - 5 - 7,5
Na2O - 9 - 13
K2O - 7,5 - 9
ZnO - 9 - 11
Na3AlF3 - 1,5 - 2,5
2. Способ изготовления золотой фольгированной смальты, включающий послойную укладку листов стекла, между которыми размещен декорирующий материал в виде металлической фольги с последующей термообработкой полученной композиции, отличающийся тем, что в качестве первого слоя используют кантарель, выполненную в виде пластины, поверхность которой подготавливают обезжириванием и промывкой, в качестве металлической фольги используют золотую фольгу, затем полученную двухслойную композицию из кантарели и золотой фольги подвергают сушке, а в качестве второго слоя используют матричное стекло по п. 1, которое нагревают до состояния расплава и спаивают с двухслойной композицией для получения окончательной формы смальты.
| Глушеное стекло | 1977 |
|
SU631469A1 |
| Устройство для весового замеравещества по времени | 1974 |
|
SU509792A1 |
| US 4746634 А, 24.05.1988 | |||
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНОГО СТЕКЛА | 1993 |
|
RU2073655C1 |
| US 5370913 А, 06.12.1994 | |||
| СПОСОБ ЗАЩИТЫ ТИРИСТОШОГО ПРЕОБРАЗОВАТЕЛЯ | 1979 |
|
SU826489A1 |
| Торфодобывающая машина с вращающимся измельчающим орудием | 1922 |
|
SU87A1 |

