Изобретение относится к области резервуаростроения и может быть использовано при строительстве металлических резервуаров для хранения сырой нефти и нефтепродуктов.
Известны способы изготовления однодисковых поплавковых плавающих крыш с кольцевым понтоном, с радиальными и кольцевыми поплавками или кольцевым понтоном и точечными поплавками, при котором центральную часть плавающих крыш поставляют на строительную площадку в виде отдельных листов, кольцевой понтон, точечные, радиальные, кольцевые поплавки доставляют отдельными элементами соответственно: герметичными блоками (отсеками), профильными или коробчатыми балками, коробами без днищ. Радиальные, кольцевые, точечные поплавки располагают равномерно по всей площади крыши [1, 2, 3]. На стойках над днищем собирают каркас и понтоны плавающей крыши. По каркасу настилают пласты центральной части, сваривают их между собой. На расстеленную центральную часть плавающей крыши приваривают радиальные и кольцевые или точечные поплавки. Готовую центральную часть плавающей крыши приваривают к понтонному кольцу.
Основными недостатками таких крыш являются значительная трудоемкость сооружения, низкая транспортабельность и, кроме того, большая металлоемкость.
Наиболее близким к предлагаемому способу изготовления по технической сущности и достигаемому результату является способ изготовления плавающей крыши, при котором заглушенные пустотелые трубы соединяют между собой в виде ортогональной решетки узловыми элементами в виде хомутов, прикрепляют к ней сплошной настил с отбортовкой по периметру в виде уголка [4]. Подобная конструкция обладает повышенной жесткостью, плавучестью, исключает прогибы плавающей крыши вследствие неравномерной удельной плавучести по площади крыши и неравномерность снеговой нагрузки.
Однако недостатками такого технического решения являются значительная трудоемкость сооружения, низкая транспортабельность и, кроме того, большая металлоемкость.
Задача предлагаемого изобретения - снижение трудоемкости сооружения и повышение транспортабельности.
Это достигается тем, что в способе изготовления плавающей крыши, содержащей настил и решетку, состоящую из пустотелых элементов, на настил крепят, располагая в виде сетки, плоские заготовки стержней в виде прямоугольников и узловых элементов в виде многоугольников, при этом плоские заготовки стержней крепят к настилу длинными сторонами и соединяют между собой через узловые элементы, приваривая короткие стороны поочередно к сторонам узловых элементов, пропуская по одной стороне, через которые узловые элементы крепят к настилу, затем полученную заготовку крыши сворачивают в рулон и транспортируют к месту монтажа и последующей эксплуатации, где осуществляют формообразование решетки за счет пластической деформации материала заготовок стержней и узловых элементов и части настила, расположенной под этими заготовками, путем подачи в пространство решетки сжатого воздуха и легкого заполнителя через штуцера, которыми снабжают часть узловых элементов.
Плавающая крыша, изготовленная по предлагаемому способу, характеризуется, так же как и известная (прототип) однодисковая, большой жесткостью и плавучестью. Однако в отличие от прототипа она обладает в 4-6 раз большей транспортабельностью за счет использования метода рулонирования, простотой монтажа и снижением сроков сооружения на 76% за счет повышения заводской готовности, на 26,2% меньшей стоимостью и, кроме того, меньшей металлоемкостью за счет использования самого дешевого и легкого материала - листового проката.
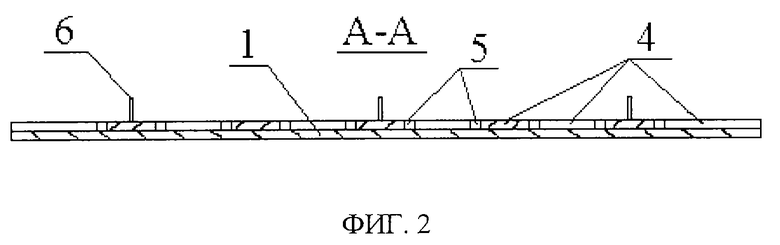
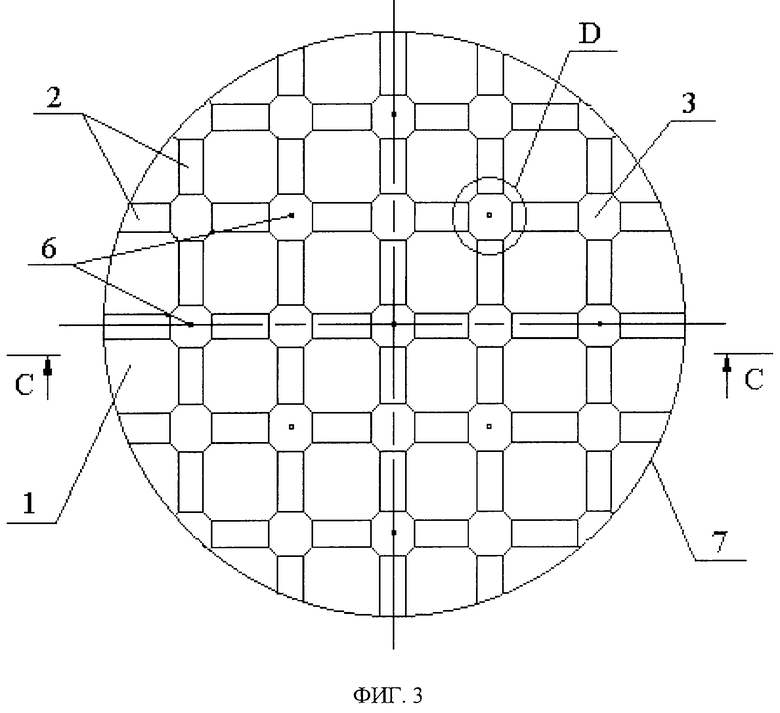
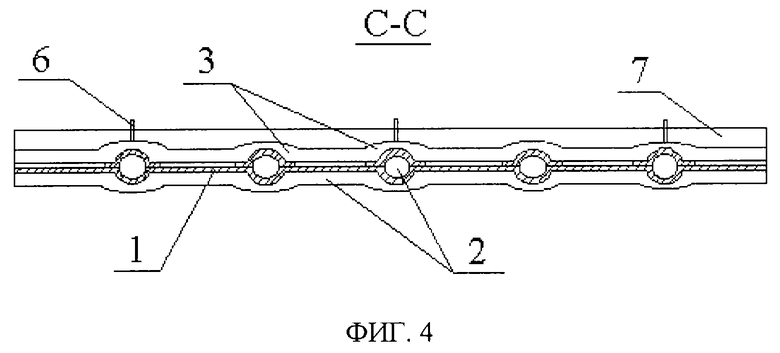
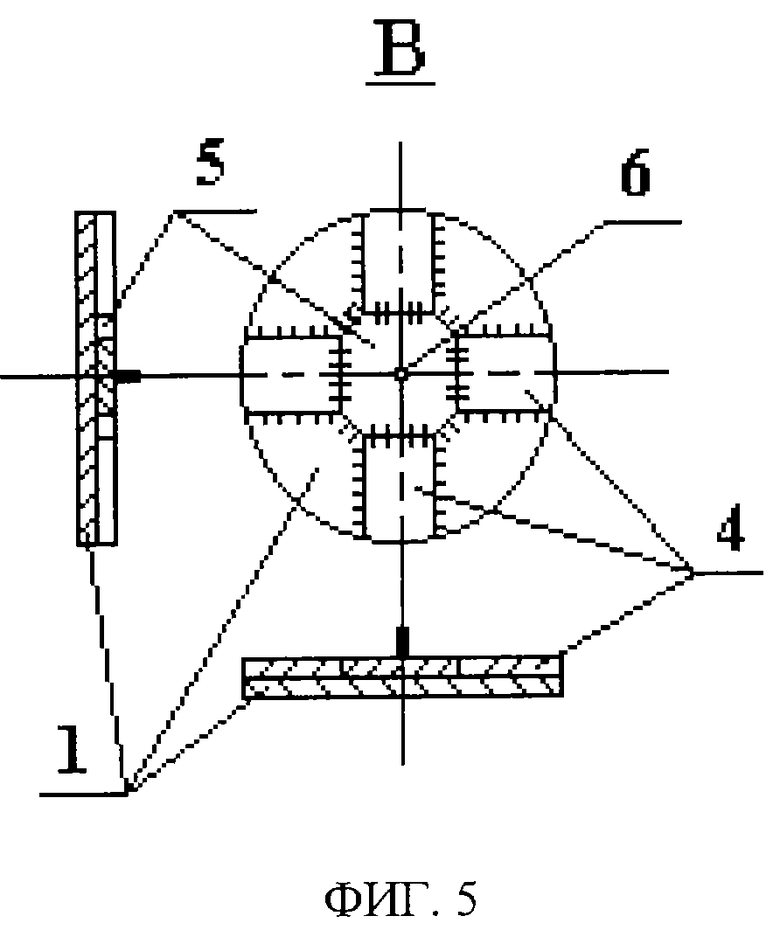
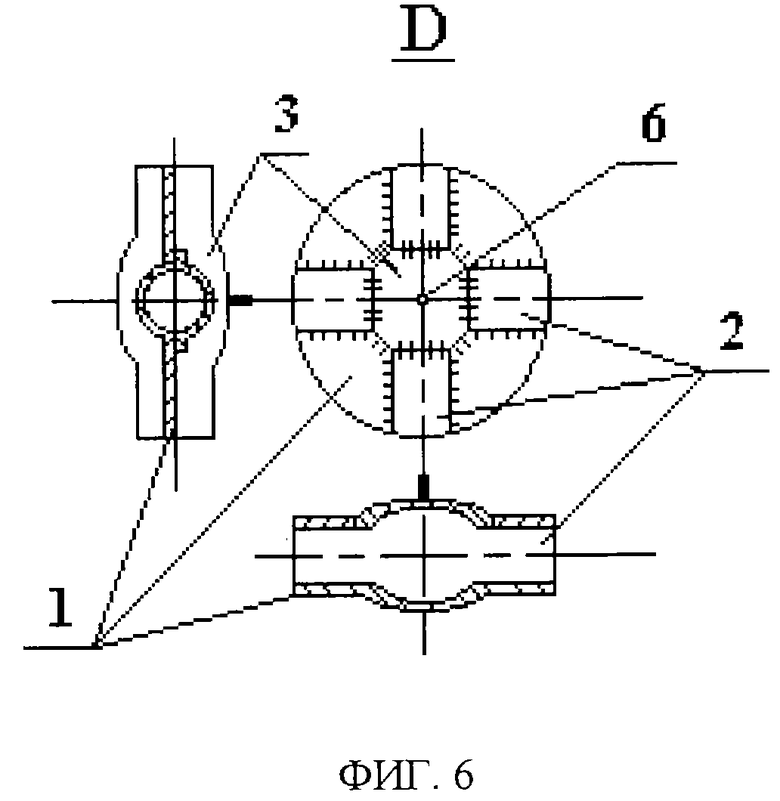
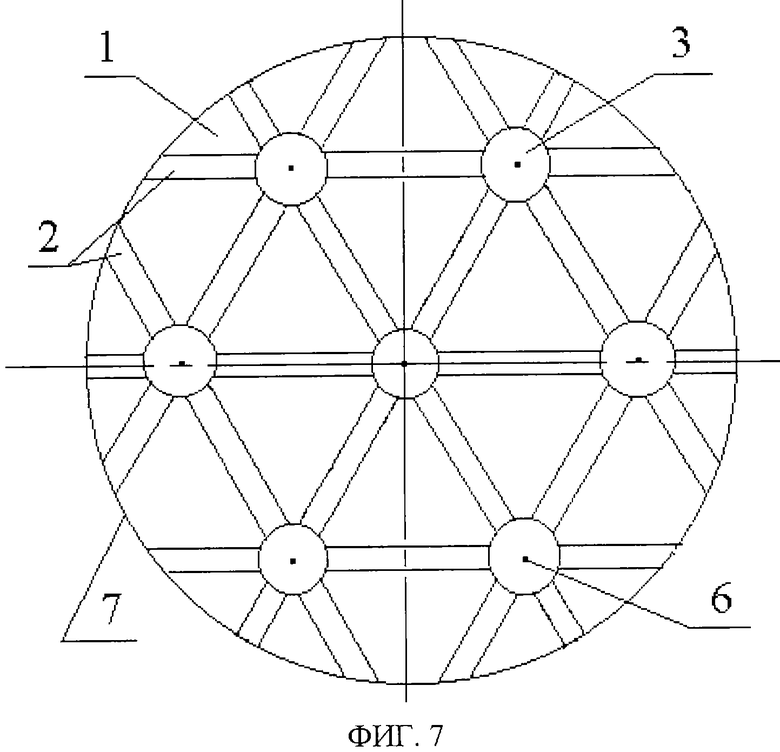
Предлагаемый способ поясняется чертежами, где на фиг.1 приведен план крыши с четырехугольными ячейками до раздутия; на фиг.2 - разрез А-А поперечного сечения крыши до раздутия; на фиг.3 приведен план крыши с четырехугольными ячейками после раздутия; на фиг.4 - разрез С-С поперечного сечения крыши после раздутия; на фиг.5 - узловой элемент решетки до раздутия стержней и узловых элементов; на фиг.6 - узловой элемент решетки после раздутия; на фиг.7 приведен план крыши с треугольными ячейками.
Плавающая крыша состоит из сплошного настила 1, решетки из полых дутых стержней 2, соединенных между собой с помощью полых дутых узловых элементов 3 (фиг. 3), которые образуют из заготовок стержней 4 и узловых элементов 5 (фиг. 1) путем подачи сжатого воздуха в пространство решетки, штуцеров 6, выполняемых в заготовках узловых элементов 5, отбортовки 7 (фиг.3, 4), выполненной из листовой стали.
Для изготовления плавающей крыши с ортогональной сеткой дутых поплавков из стали толщиной 3-4 мм выкраивают сплошной настил 1, плоские заготовки 4 для полых дутых стержней 2 решетки должны быть прямоугольной формы, одинаковой толщины и длиной, равной размеру ячейки решетки, плоские заготовки 5 для полых дутых узловых элементов 3 решетки выполняют многоугольной формы в плане с 2n сторонами, где n - количество стержней, сходящихся в одном узле (фиг.1, 2, 5). Плоские заготовки стержней 4 соединяют между собой через плоские заготовки узловых элементов 5, приваривая короткие стороны стыковым швом поочередно к сторонам заготовок узловых элементов, пропуская по одной стороне, через которые заготовки узловых элементов впоследствии крепят к настилу 1 (фиг. 1, 2, 5). На готовый настил 1 накладывают плоскую решетку, состоящую из скрепленных между собой плоских заготовок 4 и 5, и приваривают ее по периметру ячеек к настилу (фиг.1). Решетку выполняют с четырехугольными (фиг.1) или треугольными ячейками (фиг.7).
Заготовки плавающей крыши сворачивают в рулон и в таком виде, удобном для транспортировки, доставляют к месту монтажа и последующей эксплуатации.
На строительной площадке рулоны разворачивают известным в резервуаростроении способом. После этого осуществляют формообразование решетки за счет пластической деформации материала заготовок стержней и узловых элементов и части настила, расположенной под этими заготовками, для чего через штуцера 6, которыми снабжают часть заготовок узловых элементов 5, нагнетают сжатый воздух (0,6-0,8 МПа) вместе с легким материалом, например, пенобетоном, или газобетоном, или пожарной пеной, или пенополиуретаном и т.п. В результате чего элементы решетки 4 и 5 и часть настила 1, находящегося под решеткой, деформируются. После снятия давления за счет конечной изгибной жесткости и пластических свойств металла они приобретают новое устойчивое положение, образуя дутые (гнутые) полые стержни 2 и узловые элементы 3 объемного замкнутого поперечного сечения (фиг.3, 4, 6), заполненные легким материалом. При этом полые стержни 2 занимают соосное по отношению к настилу 1 положение и выступают над и под его поверхностью на величину полусечения (фиг.3, 6). По контуру настила крепят отбортовку 7 из листовой стали высотой, равной не менее высоты полого дутого элемента (фиг.3, 4).
Установку остальных элементов, таких как опорные стойки, направляющие плавающей крыши, катучая лестница с горизонтальными направляющими, а также монтаж уплотняющих затворов и оборудования, обеспечивающего эксплуатацию плавающей крыши, производят по известным технологиям.
В настоящее время у исследователей определенный интерес вызывает возможность использования современных материалов, включая композиты. Они считают, что если с помощью таких материалов можно соорудить однодисковую плавающую крышу при хорошей сопротивляемости ветровой нагрузке, то это может дать значительную экономическую выгоду по сравнению с обычной стальной двухдисковой плавающей крышей.
Плавающая крыша, изготовленная по заявляемой технологии, имеет значительную жесткость однодечной части за счет системы распределенных поплавков в виде решетки из полых дутых элементов. Иными словами, она по эксплуатационным характеристикам может успешно конкурировать с двудечными плавающими крышами, а по экономическим - выгодно отличаться от них.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Арзунян А. С., Афанасьев А.А., Прохоров А.Д. Сооружение нефтегазохранилищ. - М.: Недра, 1986. - 330 с.
2. Каравайченко М.Г., Бабин Л.А., Усманов P.M. Резервуары с плавающими крышами. - М.: Недра, 1992 - 236 с.
3. Евтихин В.Ф. Транспорт и хранение нефтепродуктов за рубежом. Тематический обзор. - М.: ЦНИИТЭнефтехим, 1977. - 67 с.
4. Патент 1191461 Великобритании, MKИ3 EIT (E 04 H 7/12), 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАВАЮЩЕЙ КРЫШИ | 2005 |
|
RU2284956C1 |
| СПОСОБ ВОЗВЕДЕНИЯ МЕТАЛЛИЧЕСКИХ ЕМКОСТЕЙ ИЗ РУЛОННЫХ ЗАГОТОВОК | 2003 |
|
RU2250331C1 |
| СПОСОБ ВОЗВЕДЕНИЯ ЕМКОСТЕЙ ИЗ РУЛОННЫХ ЗАГОТОВОК | 2003 |
|
RU2250330C1 |
| ВЕРТИКАЛЬНЫЙ ЦИЛИНДРИЧЕСКИЙ РЕЗЕРВУАР | 2002 |
|
RU2236526C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И МОНТАЖА ЦИЛИНДРИЧЕСКИХ КОРПУСОВ | 2006 |
|
RU2312192C1 |
| РЕЗЕРВУАР ДЛЯ ХРАНЕНИЯ НЕФТЕПРОДУКТОВ И ПЛАВУЧИЙ ЭЛЕМЕНТ ДЛЯ УКАЗАННОГО РЕЗЕРВУАРА | 2014 |
|
RU2574961C1 |
| Купольное покрытие | 1982 |
|
SU1108178A1 |
| ПЛАВАЮЩАЯ КРЫША ВЕРТИКАЛЬНОГО РЕЗЕРВУАРА | 2005 |
|
RU2302989C1 |
| СПОСОБ МОНТАЖА ЦИЛИНДРИЧЕСКИХ КОРПУСОВ ЛИСТОВЫХ КОНСТРУКЦИЙ | 2004 |
|
RU2269394C2 |
| СТАЦИОНАРНАЯ КРЫША ВЕРТИКАЛЬНОГО ДВУХСТЕНОЧНОГО СТАЛЬНОГО РЕЗЕРВУАРА | 2008 |
|
RU2363636C1 |
Изобретение относится к резервуаростроению, в частности к технологии изготовления плавающих крыш. В способе изготовления плавающей крыши, содержащей настил и решетку, состоящую из пустотелых элементов, на настил крепят, располагая в виде сетки, плоские заготовки стержней в виде прямоугольников и узловых элементов в виде многоугольников. При этом плоские заготовки стержней крепят к настилу длинными сторонами и соединяют между собой через узловые элементы, приваривая короткие стороны поочередно к сторонам узловых элементов, пропуская по одной стороне, через которые узловые элементы крепят к настилу. Полученную заготовку крыши сворачивают в рулон и транспортируют к месту монтажа и последующей эксплуатации, где осуществляют формообразование решетки за счет пластической деформации материала заготовок стержней и узловых элементов и части настила, расположенной под этими заготовками, путем подачи в пространство решетки сжатого воздуха и легкого заполнителя через штуцера, которыми снабжают часть узловых элементов. Изобретение позволяет снизить трудоемкость сооружения и повысить транспортабельность. 1 з.п. ф-лы, 7 ил.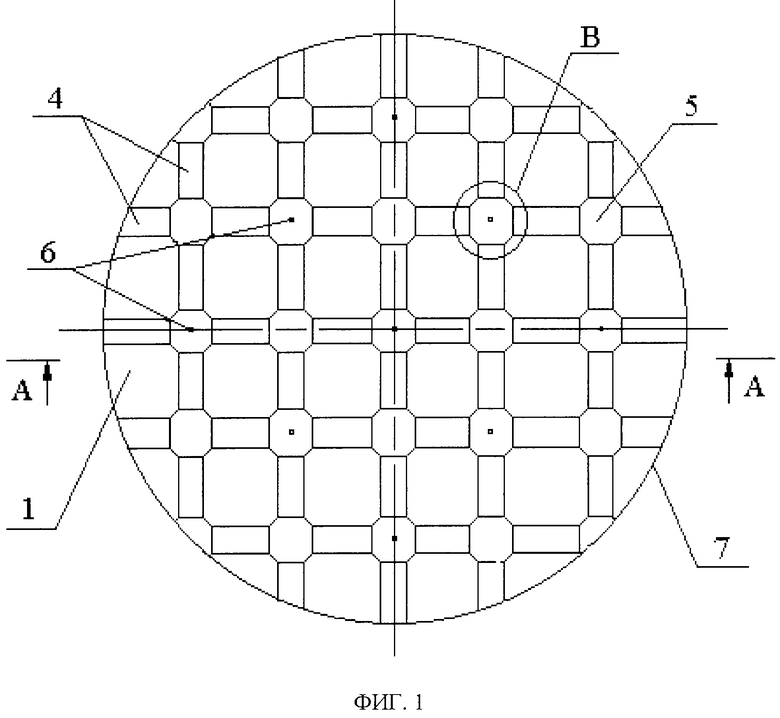
| Устройство для счета колоний микроорганизмов | 1983 |
|
SU1191461A1 |
| ПЛАВАЮЩЕЕ ПОКРЫТИЕ ДЛЯ РЕЗЕРВУАРА | 1997 |
|
RU2127216C1 |
| ЗАТВОР К ПОНТОНУ РЕЗЕРВУАРА | 1999 |
|
RU2163559C1 |

