Изобретение относится к средствам многоканальной оптоволоконной связи, в частности оно может быть отнесено к устройствам коммутации многоканальной оптоволоконной связи с использованием многоканального акустооптического переключателя (МК АОП).
Световой поток, излучаемый одним или несколькими световодами, переводится коммутатором на входной торец одного из световодов, образующего вместе с другими идентичными световодами выходной оптоволоконный кабель (ОК).
Конструктивно ОК для оптических коммутаторов может быть выполнен в виде различных сборок. Так в устройствах по патентам США 4896935, 5479541, 5434936, 5483608 использована сборка выходных волокон в кабель, в которой входные торцы одинаковых волокон расположены либо по окружности, либо по линии.
Попытка увеличения числа переключаемых каналов за счет увеличения количества волокон в сборке приводит к существенному снижению быстродействия коммутатора, так как увеличивается расстояние между внешними каналами (двумя наиболее удаленными друг от друга волокнами).
В патенте ФРГ DE 10706053 А1 (кл. H 01 J 10/12) предложен ряд новых решений для конструкции ОК.
Выходные волокна собраны так, что их входные торцы образуют двумерный массив, а для более точного попадания входного пучка в центральную жилу входного волокна применяется средство для автоматического управления положением пучка, содержащее секционный кольцевой фотодетектор, расположенный вокруг наружной оболочки каждого входного волокна.
К недостаткам предложенного выше решения следует отнести снижение числа переключаемых каналов из-за увеличения площади, занимаемой торцом выходного волокна, окруженного кольцевым фотодетектором, и снижение скорости переключения за счет выделения времени на работу средства управления положением пучка.
Наиболее близким прототипом по техническому существу является патент США 5907650 (кл. H 01 J 10/12), в котором в качестве ОК в коммутаторе используют высокоточный соединитель в виде матрицы оптических волокон, и приводится метод его создания.
Матрица содержит элемент в виде маски с задней и передней поверхностями и множеством соосных отверстий в них. При этом отверстия на входной поверхности элемента больше или равны наружному диаметру волокна, а на выходной - меньше диаметра второй (светоотражающей) оболочки волока.
Входные концы волокон перед сборкой в кабель срезают на конус и вставляют в маску так, что часть волокна с конусной наружной поверхностью выступает за переднюю поверхность маски и в таком виде маска и волокна на длине маски склеиваются.
Далее происходит механическое удаление выступающих частей волокон и полировка входного торца образовавшейся жесткой сборки оптических волокон.
На входном торце кабеля расстояние между центрами волокон равно или большее размера наружного диаметра второй оболочки волокна.
Способ по данному патенту включает в себя подготовку волокон к формированию конической поверхности на их концах, подготовку отверстий в первичной маске, причем каждое отверстие на передней поверхности маски должно иметь диаметр меньший, чем диаметр второй оболочки волокна.
Затем производится введение конических концов волокон через отверстия в задней стенке до тех пор, пока конические поверхности входного конца волокон не войдут в соприкосновение со стенками отверстий маски на передней ее стенке.
Далее производится нанесение клеящего материала на переднюю поверхность маски и удаление выступающих волокон.
Затем производится шлифовка и полирование концов волокон и передней поверхности маски, на которую был нанесен клеящий материал.
На основе предложенных в патенте решений с помощью технологии эксимерных лазеров достигается точность центрирования волокна в пространстве на уровне ±2 мкм и выше.
Расстояние между центрами волокон должно превосходить наружный диаметр волокна без защитной оболочки, а это, как указывалось ранее, снижает максимально возможное число каналов в коммутаторе.
Кроме указанного недостатка следует отметить сложность технологии сборки волокон в кабель, обусловленную необходимостью изготавливать прецизионную маску, вставлять каждое волокно в отверстие на передней поверхности маски и протягивать его перед этим через направляющие отверстия, расположенные на задней поверхности маски.
Достигнутая точность сборки не устраняет полностью возможность ухудшения параметров переключателя за счет изменения положения всего торца кабеля относительно остальных элементов коммутатора, которое может быть вызвано изменениями условий внешней среды, например температуры. Известно аналогичное техническое решение (патент США 6370311 В1 от 09.04.2002), в котором предложены устройство и метод создания герметичной оптоволоконной решетки. Устройство включает, как и прототип, волокна, установленные в направляющие, перфорированные подложками. Дополнительно ведена на входе кабеля матрица из микролинз.
Устройство обладает недостатками прототипа, однако применение сборки микролинз перед ОК позволяет увеличить число волокон в сборке при том же угле сканирования.
Все решения, соответствующие современному уровню техники, обладают тем недостатком, что не обеспечивают максимально возможное число каналов и не позволяют реализовать предельные возможности МК АОП и создать на его основе коммутатор с максимальным числом каналов, не ухудшая его быстродействия и пропускания, обеспечивая при этом возможность простого и, следовательно, дешевого способа монтажа оптического кабеля.
Техническим результатом изобретения по всем трем вариантам устройства является создание ОК для МК АОП, который имел бы максимальное число каналов при минимальной площади входного торца и обеспечивал при его установке в МК АОП минимальное затухание при вводе пучка света в волокно и минимальные перекрестные связи между каналами и сохранял эти параметры неизменными в условиях нестабильной внешней среды.
Техническим результатом предложенного способа изготовления волоконно-оптических кабелей по первому и второму вариантам является упрощение технологии изготовления и уменьшение стоимости.
Указанный технический результат в устройстве по первому варианту достигается тем, что волоконно-оптический кабель содержит оптические волокна, установленные в направляющие маски, при этом участок каждого волокна, ближайший к торцу первого конца кабеля, зачищен до светоотражающей оболочки и имеет на первой своей части форму цилиндра, диаметр которого меньше диаметра светоотражающей оболочки волокна на остальной длине волокна, а на второй части зачищенного участка имеет переходную форму, у которой диаметр светоотражающей оболочки волокна увеличивается вдоль волокна от диаметра цилиндра светоотражающей оболочки волокна на первом участке до диаметра светоотражающей оболочки волокна на остальной его части, направляющие маски установлены по длине кабеля, причем первая маска, ближайшая ко второму концу кабеля, может перемещаться по длине кабеля, а вторая и третья маски соединены с волокнами жестко, при этом маски имеют систему отверстий с одинаковым их числом, а диаметр каждого отверстия первых двух масок не меньше диаметра наружной оболочки волокна, являющейся защитной, вторая маска расположена между первой и третей масками, на расстоянии от первого торца кабеля не меньше длины зачищенного участка волокна, третья направляющая маска установлена на первом конце кабеля, оси ее отверстий параллельны осям отверстий первых двух масок, диаметр каждого отверстия и расстояния между их центрами не меньше диаметра цилиндрического волокна на зачищенном участке и ее размер вдоль волокна не больше длины первой части зачищенного участка волокна, центры отверстий масок расположены в вершинах сопряженных шестигранников (для обеспечения гексагональной упаковки волокон), или квадратов, или произвольно, при этом каждое волокно проходит через соосные отверстия первых двух масок и соответствующее им отверстие третьей маски, а торцы волокон и поверхность третьей маски, являющаяся торцом первого конца кабеля, образуют единую поверхность в виде плоскости, сферы или другой фигуры.
Указанный технический результат в устройстве по второму варианту достигается тем, что волоконно-оптический кабель содержит оптические волокна, установленные в направляющие сборки из калиброванных трубок, при этом участок каждого волокна, ближайший к торцу первого конца кабеля, зачищен до светоотражающей оболочки и имеет на первой своей части форму цилиндра, диаметр которого меньше диаметра светоотражающей оболочки волокна на остальной его части, а на второй части участка имеет переходную форму, у которой диаметр светоотражающей оболочки волокна увеличивается от диаметра цилиндра светоотражающей оболочки волокна на первом участке до диаметра светоотражающей оболочки волокна на остальной его части, при этом сборки из калиброванных трубок расположены вдоль кабеля, причем первая сборка, ближайшая ко второму концу кабеля, может перемещаться по длине кабеля, а вторая и третья сборки соединены с кабелем жестко, при этом каждая сборка имеет одинаковое число трубок, а внутренний диаметр каждой трубки первых двух сборок не меньше диаметра наружной оболочки волокна, являющейся защитной, вторая сборка расположена между первой и третей сборками, на расстоянии от первого торца кабеля не меньше длины зачищенного участка волокна, третья направляющая маска установлена на первом конце кабеля, оси ее отверстий параллельны осям отверстий первой и второй сборок, диаметр каждого отверстия и расстояния между их центрами не меньше диаметра цилиндрического волокна зачищенного участка и ее размер вдоль волокна не больше длины первой части зачищенного участка волокна, а центры отверстий трубок в сборках расположены в вершинах сопряженных шестиугольников (для обеспечения гексагональной упаковки волокон) или квадратов, или произвольно, при этом каждое волокно проходит через соосные отверстия трубок первых двух сборок и соответствующее им отверстие третьей сборки, а торцы волокон и поверхность третьей сборки, являющаяся торцом первого конца кабеля, образуют единую поверхность в виде плоскости, сферы или иной фигуры.
Указанный технический результат в устройстве по третьему варианту достигается тем, что волоконно-оптический кабель содержит два отдельных жгута, первый из которых представляет собой сборку световодов в виде оптических волокон или оптических нитей, которые уложены регулярно или нерегулярно, а на торце первого конца первого жгута центры световодов уложены в вершинах сопряженных шестигранников, или квадратов, или произвольно, а расстояние между их центрами не больше того же расстояния на втором торце первого жгута, при этом у второго жгута на его первом конце световоды уложены так же, как на втором конце первого жгута, при этом первый конец первого жгута является входным концом кабеля, а световоды первого жгута на его втором конце оптически связаны и соосны со световодами на первом торце второго жгута.
Указанный технический результат способа изготовления волоконно-оптического кабеля (ВОК) по первому или второму вариантам достигается тем, что способ включает изготовление трех направляющих в виде масок с системой отверстий или сборок из калиброванных трубок, зачистку волокон до светоотражающей оболочки на длине, равной длине первого и второго участков, установку волокон в первую и вторую направляющие, склеивание волокон со второй направляющей, погружение волокон в растворитель материала светоотражающей оболочки на глубину первого участка, удержание волокон в растворителе определенное время для формирования цилиндрической поверхности волокон с заранее заданным диаметром светоотражающей оболочки и дальнейшее погружение волокон на глубину всего зачищенного участка волокна со скоростью, обеспечивающей удаление материала светоотражающей оболочки волокна по длине второго участка с образованием перехода от цилиндрической части волокна первого участка до цилиндрического волокна на необработанной (незачищенной) части волокон кабеля, удаление волокон из раствора, промывку их в нейтральной жидкости, установку волокон в третью направляющую, склеивание их, обрезку и полировку торца первого конца кабеля.
Частным техническим решением способа изготовления первого и второго варианта ВОК является то, что после сборки входного конца кабеля первую направляющую перемещают ко второму концу кабеля до момента упорядочивания волокон и производят нумерацию волокон второго конца кабеля в соответствии с нумерацией волокон первого конца кабеля, а после выполнения указанных выше операций первая направляющая удаляется.
В частных случаях выполнения ВОК по первому варианту
- диаметр внутренней световедущей жилы волокна do, расстояние между осями отверстий третьей маски D1, угол сканирования устройства, установленного перед первым концом кабеля á1, апертура пучка на торце первого конца кабеля á2 и максимальное число волокон N, уложенных в кабель, связаны соотношением N≤á1•d0/á2•D1.
- между осями (центрами) отверстий третьей маски D1 угол сканирования устройства, установленного перед первым концом кабеля á1, апертура пучка на торце первого конца кабеля á2, наружный диаметр микролинзы, устанавливаемой перед каждым волокном кабеля D2 и максимальное число волокон N, уложенных в кабель, связаны соотношением N≤á1•D2/á2•D1.
В частных случаях выполнения ВОК по второму варианту
- у третьей сборки первые концы трубок, которые образуют торцевую поверхность на первом конце кабеля, имеют внутренний диаметр не меньше диаметра цилиндрической части первого участка волокна, а вторые концы имеют внутренний диаметр не меньше диаметра светоотражающей оболочки волокна, причем расстояние между центрами отверстий первых концов трубок меньше того же расстояния между центрами отверстий вторых концов трубок, а длина направляющей сборки больше длины цилиндрической части волокон;
- диаметр световедущей жилы волокна d0, наружный диаметр трубок на торце первого конца кабеля D1 1, угол сканирования устройства, устанавливаемого перед первым концом кабеля á1, апертура пучка на торце первого конца кабеля á2 и максимальное число волокон N, уложенных в кабель, связаны соотношением N≤á1•d0/á2•D
- наружный диаметр трубок на торце первого конца кабеля D1 1, угол сканирования устройства, устанавливаемого потребителем перед первым концом кабеля á1, апертура пучка на торце первого конца кабеля á2, наружный диаметр микролинзы, устанавливаемой перед каждым волокном кабеля, D2 и максимальное число волокон N, уложенных в кабель, связаны соотношением N≤á1•D2/á2•D
В частных случаях выполнения ВОК по третьему варианту
- световоды первого жгута имеют диаметр светоотражающей оболочки меньше размера аналогичной оболочки второго жгута;
- диаметр световедущей жилы световодов первого жгута меньше диаметра световедущей жилы световодов второго жгута;
- числовая апертура световодов первого жгута не больше числовой апертуры световодов второго жгута;
- световоды первого жгута жестко соединены между собой по длине жгута и имеют изменяющиеся по длине жгута диаметр световедущей жилы и диаметр светоотражающей оболочки волокна;
- диаметр световедущей жилы волокон и диаметр светоотражающей оболочки волокна изменяются по длине жгута взаимозависимо;
- диаметр внутренней световедущей жилы волокна и диаметр светоотражающей оболочки волокна увеличиваются по линейному закону от первого конца жгута к его второму концу;
- диаметр внутренней световедущей жилы волокна и диаметр светоотражающей оболочки волокна увеличиваются по нелинейному от первого конца первого жгута к его второму концу;
- длина жгута такова, что диаметр внутренней световедущей жилы волокна и диаметр светоотражающей оболочки волокна на втором торце первого жгута равны соответственно диаметру световедущей жилы волокна и диаметру светоотражающей оболочки волокна на первом торце второго жгута, а диаметр световедущей жилы волокна d0, диаметр светоотражающей оболочки волокна на входном торце первого жгута B1, угол сканирования устройства, устанавливаемого перед первым концом кабеля á1, апертура пучка на торце первого конца кабеля á2, максимальное число волокон жгута N связаны соотношением N≤á1•d0/á2•B1;
- диаметр световедущей жилы волокон или кварцевых нитей первого жгута больше 0,3 мкм, а диаметр световедущей жилы волокон или кварцевых нитей второго жгута меньше 1 мм;
- торец первого и второго жгутов оптически связаны без зазора между световодами, при этом соединяющиеся торцы жгутов выполнены в виде сборок, в которых световоды жестко зафиксированы между собой, а сборки имеют присоединительные элементы, позволяющие установить световоды первого жгута соосно световодам второго жгута;
- торец первого и второго жгутов оптически связаны с зазором между световодами, размер которого не превосходит величину отношения диаметра световедущей жилы волокон второго жгута и числовой апертуры волокон первого жгута;
- между жгутами установлен оптический блок, проецирующий торец каждого волокна на втором конце первого жгута на соответствующий ему торец волокна на входном конце второго жгута;
- между жгутами установлены две сборки микролинз, причем в фокусе каждой микролинзы установлен торец соответствующего световода первого или второго жгута, а плоскости, на которых установлены микролинзы, параллельны между собой и перпендикулярны осям микролинз и световодов обоих жгутов, а расстояние между осями микролинз равно межосевому расстоянию световодов;
- микролинзы выполнены в виде линз Френеля или граданов;
- в качестве световодов первого жгута используются оптические волокна или кварцевые нити с диаметром световедущей жилы не меньше 4 мкм и волокна с диаметром второй оболочки не меньше 30 мкм, а у световодов второго жгута соответственно 10 мкм и 125 мкм;
- в качестве световодов первого жгута используются волокна или кварцевые нити с диаметром световедущей жилы не меньше 4 мкм и волокна с диаметром второй оболочки не меньше 30 мкм, а у световодов второго жгута соответственно для диаметра световедущей жилы больше 50 мкм, но не больше 65 мкм и волокна с диаметра светоотражающей оболочки - 125 мкм;
- волокна оптически связанных торцов первого и второго жгутов имеют стыковочный элемент в виде оптического разъема;
- диаметр светоотражающей оболочки волокна на входном торце первого жгута B1, угол сканирования устройства, устанавливаемого перед первым концом первого жгута á1, апертура пучка на торце первого конца первого жгута á2, наружный диаметр микролинзы D3 и максимальное число волокон N, уложенных в первый жгут, связаны соотношением N≤á1•D3/á2•B1;
Сущность изобретения поясняется чертежами.
На фиг. 1 представлено волокно для ВОК по первому и второму вариантам, где
1,2 - первая и вторая части зачищенного участка волокна,
1 - первая часть зачищенного участка волокна, имеющего форму цилиндра,
2 - вторая часть зачищенного участка волокна, имеющего переходную форму, например, в виде усеченного конуса,
3 - диаметр цилиндра первой части зачищенного участка волокна,
4 - наружный диаметр светоотражающей оболочки волокна,
5 - диаметр наружной оболочки волокна, являющейся защитной.
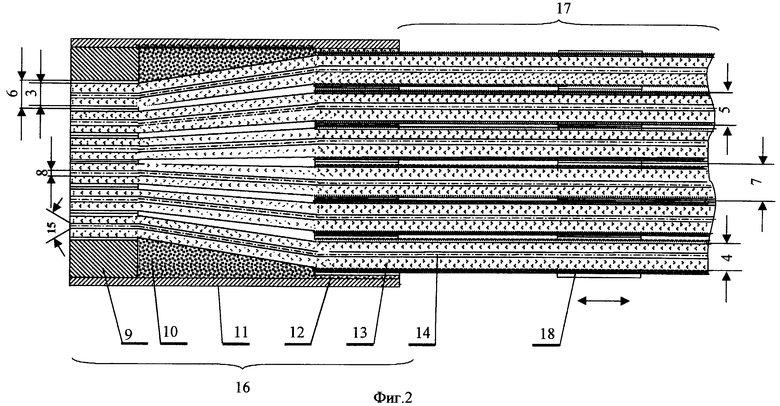
На фиг.2 представлен ВОК по первому варианту, где
6 - диаметр отверстий в третьей направляющей маске,
7 - диаметр отверстий в первой и второй третьей направляющих масках,
8 - диаметр световедущей жилы,
9 - третья направляющая маска,
10 - клеящее вещество,
11 - корпусной элемент первого конца кабеля,
12 - вторая направляющая маска,
13 - волокно на незачищенном участке,
14 - световедущая жила,
15 - апертура входного пучка,
16 - сборка входного конца кабеля,
17 - кабель,
18 - первая направляющая маска.
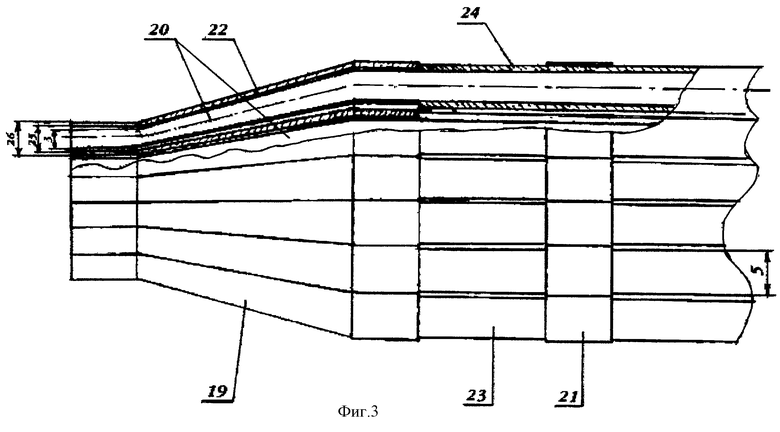
На фиг.3 представлен ВОК по второму варианту, где
19 - первый конец кабеля с третьей направляющей в виде сборки из калиброванных трубок,
20 - волокна кабеля,
21 - вторая направляющая маска в виде сборки из калиброванных трубок,
22 - калиброванная трубка третьей направляющей маски,
23 - волокно в первой оболочке, являющейся защитной,
24 - первая оболочка волокна,
3 - наружный диаметр светоотражающей оболочки волокна на входном торце кабеля,
25 - внутренний диаметр калиброванной трубки на входном торце кабеля,
26 - наружный диаметр калиброванной трубки на входном торце кабеля,
5 - диаметр наружной оболочки волокна.
На фиг.4 изображен ВОК по третьему варианта, где
27 - первый жгут,
28 - световоды первого жгута,
29 - оптические оси световодов первого жгута,
30 - второй жгут,
31 - оптические оси световодов второго жгута,
32 - световоды второго жгута,
33 - диаметр оптического волокна или оптической (кварцевой) нити на первом торце первого жгута,
34 - расстояние между осями оптического волокна или оптической нити на первом торце первого жгута,
35 - диаметр оптического волокна или оптической нити на первом торце второго жгута,
36 - расстояние между осями оптического волокна или оптической нити на первом торце второго жгута.
ВОК по первому варианту содержит на первом конце кабеля 16 оптические волокна 13, концы которых зачищены от наружной оболочки 5, до светоотражающей оболочки 4. Первый участок у зачищенных волокон 1, ближайший к торцу первого конца кабеля, имеет форму цилиндра с диаметром 3, меньше этого же диаметра волокон 4 на остальной части кабеля. Второй участок 2, следующий за первым, имеет переходную форму, например, усеченного конуса, обращенного вершиной к торцу первого конца кабеля. Направляющие маски 9, 12, 18 установлены по длине кабеля, причем первая маска 18, ближайшая ко второму концу кабеля 17, может перемещаться по длине кабеля. Вторая 12 и третья маски 9 соединены с кабелем жестко. Каждая маска имеет систему с одинаковым числом отверстий, а диаметр каждого отверстия 7 первых двух масок 12, 18 больше или равен диаметру наружной оболочки волокна 5. У третьей направляющей маски 9, установленной на первом конце кабеля 16, оси отверстий параллельны осям отверстий первых двух масок, диаметр каждого отверстия 6 и расстояния между их центрами не меньше диаметра волокна на первой части зачищенного участка волокна 3 и ее длина не больше длины первой части зачищенного участка волокна, а центры отверстий масок расположены в вершинах шестигранника, или квадрата, или произвольно. Волокна установлены в масках так, что каждое волокно проходит через соосные отверстия первых двух масок и соответствующее им отверстие третьей маски. Все волокна установлены в третью маску так, что торцы волокон и поверхность третьей маски, являющаяся торцом первого конца кабеля, образуют единую поверхность в виде плоскости, сферы или другой фигуры.
Устройство по первому варианту работает следующим образом. Сфокусированный пучок с апертурой 15 наводится МК АОП на входной торец так, чтобы диаметр входного пучка на торце кабеля равнялся диаметру световедущей жилы волокна 8, ось пучка была бы перпендикулярна торцу световедущей жилы, а апертура пучка 15 была бы меньше или равна числовой апертуры волокна 14. Далее пучок по световедущей жиле передается на выход кабеля. Приводится зависимость максимально возможного числа волокон в кабеле при заданных параметрах схемы ВОК. При установке перед торцом первого конца кабеля сборки микролинз их диаметр аналогично определяет максимально возможное число волокон в кабеле при заданных параметрах схемы ВОК. Наличие на торце первого конца кабеля маски с уменьшенным расстоянием между центрами волокон и их соответствующих ей волокон позволяет в устройстве использовать максимальное число волокон при заданном размере входного торца кабеля. А применение волокон с цилиндрической светоотражающей оболочкой на первом конце кабеля и маски с цилиндрическими отверстиями под волокно позволяет создать устройство, у которого оси волокон на входном торце параллельны друг другу и перпендикулярны входной поверхности торца кабеля.
ВОК по второму варианту содержит на первом конце оптические волокна 20, концы которых зачищены от первой оболочки 24, являющейся защитной, а первый участок у зачищенных волокон, ближайший к торцу первого конца кабеля, имеет форму цилиндра с диаметром 3 меньше этого же диаметра волокна на остальной части кабеля. Второй участок, следующий за первым, имеет форму усеченного конуса, обращенного вершиной к торцу первого конца кабеля. Три сборки из калиброванных стеклянных трубок расположены вдоль кабеля. Первая сборка, ближайшая ко второму концу кабеля, может перемещаться по длине кабеля, а вторая 21 и третья сборки 19 соединены с кабелем жестко, при этом каждая сборка имеет одинаковое число трубок. Внутренний диаметр у каждой трубки первых двух сборок не меньше диаметра первой оболочки волокна 5, а у третьей сборки 19, установленной на первом конце кабеля, оси отверстий параллельны осям отверстий первой и второй сборок, диаметр каждого отверстия 25 и расстояния между их центрами не меньше диаметра цилиндрического участка волокна 3, а центры отверстий трубок в сборках расположены в вершинах шестиугольника, или квадрата, или произвольно, при этом волокна соединены со сборками так, что каждое волокно проходит через соосные отверстия трубок первых двух сборок и соответствующее им отверстие третьей сборки, а все волокна установлены в третью сборку так, что торцы волокон и поверхность третьей сборки, являющаяся торцом первого конца кабеля, образуют единую поверхность в виде плоскости, сферы или иной формы.
ВОК по второму варианту работает аналогично устройству по первому варианту.
ВОК по третьему варианту содержит два жгута 27 и 30. Первый жгут 27 представляет собой сборку световодов 28 в виде волокон или кварцевых нитей с наружным диаметром 33, которые уложены регулярно или не регулярно. На торце первого конца первого жгута центры световодов уложены либо в вершинах сопряженных шестиугольников или квадратов, либо произвольно так, что расстояние между их центрами 34 не больше того же расстояния 36 на втором торце первого жгута и первом торце второго жгута. Первый конец первого жгута является входным концом кабеля, а второй конец первого жгута оптически связан с первым концом второго жгута так, что световоды первого жгута на его втором конце соосны со световодами на первом торце второго жгута.
У второго жгута 30 на его первом конце световоды 32 с диаметром 35 уложены так же, как на втором конце первого жгута, и имеют одинаковое расстояние между осями 29 и 31, а на втором конце волокна не соединены друг с другом.
Первый и второй жгуты оптически соединены друг с другом без зазора или через оптические элементы типа объектива или сборок микролинз (не показаны).
Предложенные варианты ВОК и их модификации, изложенные в зависимых пунктах формулы изобретния, позволяют наиболее полно решить задачу увеличения числа каналов в кабеле при ограниченном угле сканирования МК АОП. В предложенных модификациях устройства максимально учтены потребности оптоволоконных линий связи в оптических МК, построенных на базе АОД.
Способ изготовления ВОК по первым двум вариантам устройства включает изготовление направляющих масок с отверстиями или сборок из калиброванных трубок, зачистку волокон от защитной оболочки на длине, равной длине первой и второй частей участка, примыкающего к первому торцу волокон, установку волокон в первую и вторую направляющие, склеивание волокна со второй направляющей, погружение волокон в растворитель материала второй оболочки на глубину первой части участка и дальнейшее погружение волокон на глубину всего зачищенного участка волокна с равномерной скоростью, обеспечивающей удаление материала второй оболочки волокна на конус по длине второй части участка, удаление волокон из раствора, промывку их в нейтральной жидкости, установку волокон в третью направляющую, заливку кабеля клеем в третьей направляющей, обрезку и полировку торца первого конца кабеля.
В частном случае после сборки входного конца кабеля первую направляющую перемещают ко второму концу кабеля до момента упорядочивания волокон и производят нумерацию волокон второго конца кабеля в соответствии с нумерацией волокон первого конца кабеля и удаляют ее с кабеля.
При изготовлении ВОК по третьему варианту волокна с помощью направляющих укладывают регулярно с гексагональной либо с квадратной укладкой торцов волокон в жесткие сборки, осуществляют стыковку второго торца сборки первого жгута с первым торцом сборки второго жгута, при этом направляющую матрицу для первого торца сборки второго жгута изготавливают с помощью фотолитографии или высокоточной лазерной обработки материала, для чего вплотную ко второму торцу первого жгута устанавливают пластину с фоторезистивным слоем на поверхности, обращенной ко второму торцу первого жгута, освещают первый торец первого жгута и создают на поверхности пластины позитивное изображение второго торца первого жгута, далее, в случае использования фотолитографии, удаляют фоторезистивный слой с засвеченных участков, помещая пластину в проявитель, а затем удаляют материал пластины в местах, где отсутствует фоторезистивный слой электрохимическим или иным способом, а в случае использования высокоточной лазерной обработки материала полученное позитивное изображение обрабатывают, например, оптическим сканером и образуют файл с компьютерным изображением второго торца первого жгута, который используют при лазерной обработке материала пластины в местах, где отсутствует фоторезистивный слой. Возможно применение при изготовлении цифровой фотокамеры, для этого вплотную к торцу второго конца первого жгута устанавливают цифровую фотокамеру на расстоянии, равном фокусному расстоянию микролинз, обращенных ко второму торцу первого жгута или цифровую фотокамеру устанавливают за объективом в месте резкого изображения торца второго конца первого жгута на фотоприемнике фотокамеры.
При изготовлении первого жгута в виде жесткой сборки волокна первого жгута по всей длине укладывают в жесткую сборку, нагревают ее, производят вытяжку волокон либо с равномерной, либо с неравномерной скоростью, удерживая жгут за один из его торцов, охлаждение жгута, обрезку его торцов и их обработку, причем место обрезки каждого из торцов выбирают с учетом получения торцов с нужным соотношением диаметров внутренней световедущей жилы и второй оболочки волока;
Как показал проведенный заявителями информационный поиск, из уровня техники не известно устройство с перечисленной совокупностью существенных признаков, т. е. заявляемое устройство обладает новизной в сравнении с прототипом, отличаясь от него тем, что в сборку первого конца ВОК входят волокна, по меньшей мере часть из которых содержит по длине волокна участок с диаметром светоотражающей оболочки меньше диаметра этой же оболочки волокна на остальной длине ВОК, при этом на указанном выше участке на одной из его частей волокна образуют усеченный конус, направленный своей вершиной к торцу первого конца ВОК, а на другой его части, ближайшей к торцу первого конца ВОК, волокна уложены так, что их оси перпендикулярны к поверхности торца первого конца ВОК, образуя своими торцами плоскость или часть сферы, или иную поверхность, занимая при укладке минимальную площадь торца первого конца ВОК.
Впервые предложено формировать входной конец ВОК из волокон, введенных в калиброванные трубки, которые образуют направляющие сборки. Две направляющие сборки имеют на входе и выходе трубок одинаковые диаметры. При этом вторая сборка жестко связана с волокнами кабеля, а другая имеет возможность двигаться вдоль кабеля. Третья матрица образована калиброванными трубками, которые имеют разные диаметры на входе и выходе. Для этого уложенные плотно трубки нагревают и вытягивают за один конец так, что образуется направляющая, имеющая три участка. Первый участок имеет параллельное расположение трубок, которые имеют внутренний и внешний диаметры не меньше диаметра светоотражающей оболочки волокон кабеля на первой части зачищенного участка, второй - наклонное, а третий - снова параллельное, но внутренний диаметр трубок больше диаметров трубок на входе кабеля и не меньше диаметра светоотражающей оболочки волокон на остальной длине кабеля. В устройстве предложена взаимосвязь между параметрами световедущей оболочки, направляющей матрицы, углом сканирования и параметрами входного пучка, при которой реализуется кабель с максимальным числом волокон. При использовании на входе ВОК сборки микролинз предложено их световой диаметр и параметры третьей направляющей матрицы выбирать с учетом допустимого числа волокон.
В третьем варианте устройства предложен ВОК, состоящий из двух оптически связанных жгутов. При этом связь между жгутами может осуществляться при прямом соосном контакте волокон первого и второго жгутов либо через согласующие оптические элементы: граданы, микролинзы, объектив. Первый жгут может быть изготовлен жестким, в виде сборки регулярно либо нерегулярно уложенных волокон. Диаметры световедущей жилы и отражающей оболочки могут быть при этом неизменными по длине первого жгута либо увеличиваться от входного конца кабеля линейно либо не линейно.
Способ изготовления прелагаемого ВОК отличается от известного уровня техники простотой и стоимостью, так как нет сложных и дорогостоящих операций по созданию направляющих масок.
Предложенные ВОК с учетом зависимых пунктов формулы позволяют создать разнообразные образцы ВОК с быстродействием переключения на уровне единиц микросекунд с числом переключаемых каналов, приближающимся к 10000 каналов, что позволит наиболее полно удовлетворить разнообразные запросы средств оптоволоконной связи и телекоммуникаций.
ВОК и способ его изготовления с учетом предложенных вариантов могут быть реализованы с применением современного оборудования и технологий и могут найти широкое применение в средствах оптоволоконной связи и телекоммуникаций.

Изобретение относится к средствам многоканальной оптоволоконной связи. В первом и втором вариантах ВОК включает оптические волокна, последовательно установленные в трех направляющих сборках, которые могут быть выполнены в виде матриц с системой отверстий или в виде узла из калиброванных стеклянных трубок. Волокна имеют на входном конце участок, очищенный от защитной оболочки, который после обработки его в растворителе имеет последовательно расположенные цилиндрическую и коническую части. Первая направляющая сборка установлена на волокнах с защитной оболочкой с возможностью перемещения вдоль волокон. Вторая сборка жестко соединена с волокнами. Третья маска по первому варианту имеет массив одинаковых отверстий, диаметры которых больше или равны диаметру цилиндрической части волокна, а межосевое расстояние меньше межосевого расстояния системы отверстий второй и третьей масок. В качестве третьей сборки в ВОК по второму варианту предложено использовать сборку калиброванных стеклянных трубок. Третий вариант кабеля содержит два жгута волокон. Жгуты состыкованы между собой без зазора либо с зазором через согласующий оптический элемент. Первый жгут состоит из волокон, входные торцы которых собраны с минимальным размером входного торца кабеля, а выходные торцы имеют межосевое расстояние, равное межосевому расстоянию на входном торце второго жгута. Изобретение обеспечивает получение максимального числа каналов при минимальной площади входного торца ВОК, минимальное затухание при вводе излучения в волокно, минимальные перекрестные связи между каналами и постоянство параметров ВОК в условиях нестабильной внешней среды. Способ обеспечивает упрощение технологий изготовления и уменьшение стоимости. 4 с. и 25 з.п. ф-лы, 4 ил.
3. Волоконно-оптический кабель по п. 1, отличающийся тем, расстояние между осями отверстий третьей маски D1, угол сканирования устройства, установленного перед первым концом кабеля á1, апертура пучка на торце первого конца кабеля á2, наружный диаметр микролинзы, устанавливаемой перед каждым волокном кабеля, D2 и максимальное число волокон N, уложенных в кабель, связаны соотношением N≤á1•D2/á2•D1.
4. Волоконно-оптический кабель, содержащий оптические волокна, установленные в направляющие сборки из калиброванных трубок, при этом участок каждого волокна, ближайший к торцу первого конца кабеля, зачищен до светоотражающей оболочки и имеет на первой своей части форму цилиндра, диаметр которого меньше диаметра светоотражающей оболочки волокна на остальной его части, а на второй части участка имеет переходную форму, у которой диаметр светоотражающей оболочки волокна увеличивается от диаметра цилиндра светоотражающей оболочки волокна на первой части до диаметра светоотражающей оболочки волокна на остальной его части, при этом сборки из калиброванных трубок расположены вдоль кабеля, причем первая сборка, ближайшая ко второму концу кабеля, выполнена с возможностью перемещения вдоль волокон, а вторая и третья сборки соединены с кабелем жестко, при этом каждая сборка имеет одинаковое число трубок, внутренний диаметр каждой трубки первой и второй сборок не меньше диаметра наружной оболочки волокна, являющейся защитной, вторая сборка расположена между первой и третьей сборками на расстоянии от первого торца кабеля не меньше длины зачищенного участка волокна, третья направляющая сборка установлена на первом конце кабеля, центры отверстий трубок в сборках расположены в вершинах сопряженных шестиугольников или квадратов или произвольно, при этом каждое волокно проходит через соосные отверстия трубок первой и второй сборок и соответствующее им отверстие третьей сборки, а первые торцы волокон и поверхность третьей сборки, являющаяся торцом первого конца кабеля, образуют единую поверхность в виде плоскости, или сферы, или иной формы.
8. Волоконно-оптический кабель по любому из пп. 4-6, отличающийся тем, что наружный диаметр трубок на торце первого конца кабеля D1 1, угол сканирования устройства, устанавливаемого потребителем перед первым концом кабеля á1, апертура пучка на торце первого конца кабеля á2, наружный диаметр микролинзы, устанавливаемой перед каждым волокном кабеля, D2 и максимальное число волокон N, уложенных в кабель, связаны соотношением N≤á1•D2/á2•D
9. Волоконно-оптический кабель, содержащий два отдельных жгута, первый из которых представляет собой сборку световодов в виде оптических волокон или оптических нитей, которые уложены регулярно или нерегулярно, а на торце первого конца первого жгута центры световодов уложены либо в вершинах сопряженных шестиугольников или квадратов или произвольно так, что расстояние между их центрами не больше того же расстояния на втором торце первого жгута, а у второго жгута на его первом конце световоды уложены так же, как на втором конце первого жгута, при этом первый конец первого жгута является входным концом кабеля, а второй конец первого жгута оптически связан с первым концом второго жгута так, что световоды первого жгута на его втором конце соосны со световодами на первом торце второго жгута.
18. Волоконно-оптический кабель по п. 17, отличающийся тем, что диаметр внутренней световедущей жилы волокон или диаметр кварцевых нитей первого жгута больше 0,3 мкм, а диаметр внутренней световедущей жилы волокон или диаметр кварцевых нитей второго жгута меньше 1 мм.
28. Способ изготовления волоконно-оптического кабеля, включающий изготовление трех направляющих в виде масок с системой отверстий или сборок из стеклянных трубок, зачистку каждого волокна от первой защитной оболочки на длине, равной длине первой и второй частей участка, расположенного у первого торца волокна, установку волокон в первую и вторую направляющие, склеивание волокон со второй направляющей, погружение волокон в растворитель материала второй оболочки, являющейся светоотражающей, на глубину первой части зачищенного участка и дальнейшее погружение волокон на глубину всего зачищенного участка волокна с равномерной скоростью, обеспечивающей удаление материала второй оболочки волокна на конус по длине второго участка, удаление волокон из раствора, промывку их в нейтральной жидкости, установку волокон в третью направляющую, заливку кабеля клеем, полировку торца первого конца кабеля.
| US 5907650 A, 25.05.1999 | |||
| EP 0230679 A1, 05.08.1987 | |||
| US 6370311 B1, 09.04.2002 | |||
| US 6208788 B1, 27.03.2001 | |||
| JP 57208512, 21.12.1982 | |||
| RU 2000584 C1, 07.09.1993. |

