Изобретение относится к целлюлозно-бумажной промышленности, в частности к вопросу получения фильтровальных материалов, которые найдут применение для очистки воздушных и жидких сред, в том числе медико-биологических.
Известны способы получения фильтровальных материалов, согласно которым в композицию добавляют термопластичные волокна, а готовое полотно подвергают горячему каландрированию, что способствует повышению механической прочности материала (Аким Э.Л. "Синтетические полимеры в бумажной промышленности". - Лесная промышленность, 1986 г., стр. 11, 18, 109).
Недостатком данного способа упрочнения материала является уплотнение фильтровального материала и, как следствие, снижение его пористости, вызванное горячим каландрированием, когда расплавленный полимер под действием термического сжатия заплавляет часть пор, в первую очередь мелких. Все это снижает воздухо- и водопроницаемость фильтровального материала, его грязеемкость и ресурс работы.
Известен способ сохранения пористой структуры при термопрессовании фильтровального материала, изготовленного из целлюлозных и термоплавких полипропиленовых волокон путем каландрирования между двумя валами, один из которых является обогреваемым, а другой холодным (Патент РФ 2072193, МКИ D 21 Н 25/04; В 01 D 39/04). В данном случае плавление термоплавких волокон происходит не по всей толщине материала, а только со стороны горячего вала. В результате чего сохранение пористости сопровождается ухудшением других показателей: снижается механическая прочность, особенно во влажном состоянии, повышается влагоемкость, приводящая к набуханию целлюлозных волокон в процессе фильтрации, что в свою очередь снижает производительность фильтра.
Задачей настоящего предлагаемого изобретения является повышение пропускной способности фильтровального материала без существенного изменения абсолютной тонкости фильтрования, увеличение механической прочности и гидрофобности.
Согласно настоящему предлагаемому изобретению поставленная задача решается тем, что в способе изготовления фильтровального материала, включающем отлив полотна из смеси целлюлозных и синтетических волокон, в том числе полипропиленовых, и горячее прессование на специальном оборудовании (каландре или прессе) между двумя горячими поверхностями, одну из этих поверхностей покрывают металлической сеткой. Наличие сетки приводит к тому, что прессование и термоскрепление фильтровального материала происходит в отдельных точках, расстояние между которыми меньше длины синтетических волокон, что позволяет надежно скрепить волокна между собой и тем самым повысить механическую прочность. При этом большая часть поверхности материала остается незапрессованной, что позволяет сохранить высоким показатель пропускной способности фильтра.
Плавление полипропиленовых волокон по всей толщине фильтровального материала снижает его влагоемкость, благодаря чему при фильтрации жидких сред сохраняется жесткость материала и стабильность размеров пор.
В результате термопрессования с сеткой одна сторона фильтровального материала, обращенная к гладкой поверхности, становится гладкой, не дающей ворсоотделения, ее рекомендуется устанавливать на выходе фильтровальной жидкости. Другая сторона, имеющая маркировку от сетки, позволит удерживать механические частицы на поверхности фильтровального материала и тем самым повысить грязеемкость фильтра.
Для изготовления образцов по предлагаемому способу брали целлюлозу хлопковую по ГОСТ 595-79, нить полипропиленовую по ТУ 6-06-18-89-87, нить полиэфирную по ТУ 6-13-0204077-17-88. Из этих компонентов были изготовлены образцы для фильтрации медико-биологических сред.
Хлопковую целлюлозу размалывали в водной среде до степени помола 40o ШР, смешивали с полиэфирными и полипропиленовыми волокнами, имеющими длину 5 мм, в пропорции 60: 20:20. Образцы картона получали в лабораторных условиях по известному режиму отлива и подвергали термопрессованию в горячем плитном прессе при температуре 190-200oС. Между нижней горячей плитой и образцом располагали металлическую сетку 12.
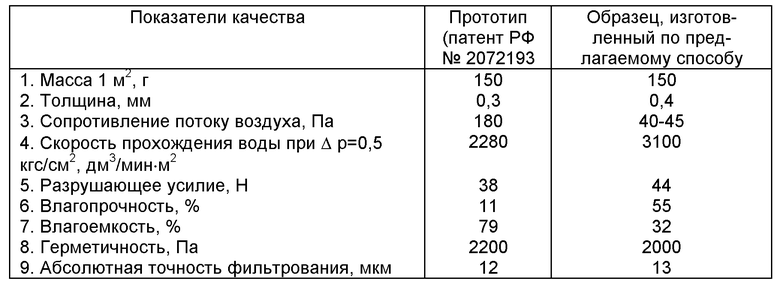
Показатели качества фильтровального материала представлены в таблице.
Одновременно были изготовлены образцы из хлопковой целлюлозы и полипропиленовых волокон по способу, указанному в патенте РФ 2072193 (прототип).
Как видно из таблицы, предлагаемый способ изготовления позволяет улучшить качество фильтровального материала, а именно повысить скорость прохождения воды, механическую прочность, особенно во влажном состоянии, снизить сопротивление потоку воздуха и влагоемкость фильтровального материала. При этом абсолютная тонкость фильтрования изменяется несущественно.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРОСОРБИРУЮЩЕГО МАТЕРИАЛА ДЛЯ СРЕДСТВА ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ ОРГАНОВ ДЫХАНИЯ | 2006 |
|
RU2327828C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРОВАЛЬНОГО МАТЕРИАЛА | 2000 |
|
RU2176697C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРОВАЛЬНОГО МАТЕРИАЛА НА ОСНОВЕ ХЛОПКОВОЙ ЦЕЛЛЮЛОЗЫ И ПОРОШКООБРАЗНОГО СОРБЕНТА | 1994 |
|
RU2081231C1 |
| УСТРОЙСТВО ДЛЯ ПЕННОГО ФОРМОВАНИЯ ПОЛОТНА БУМАГИ И КАРТОНА | 2000 |
|
RU2193613C2 |
| ФИЛЬТРОВАЛЬНЫЙ МАТЕРИАЛ ДЛЯ ЗАЩИТЫ ОРГАНОВ ДЫХАНИЯ | 1998 |
|
RU2151628C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРОВАЛЬНОЙ СОРБИРУЮЩЕЙ БУМАГИ | 1998 |
|
RU2150541C1 |
| НАПОРНЫЙ ЯЩИК ДЛЯ ФОРМОВАНИЯ ВЫСОКОПОРИСТОГО ПОЛОТНА БУМАГИ И КАРТОНА | 2000 |
|
RU2188266C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕПАРАТОРНОЙ БУМАГИ | 2001 |
|
RU2193614C1 |
| ФИЛЬТРОВАЛЬНЫЙ ПАТРОН ДЛЯ ПИТЬЕВОЙ ВОДЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2045995C1 |
| ХИМЗАЩИТНЫЙ ТЕРМОКЛЕЕВОЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ ЗАЩИТНОЙ ОДЕЖДЫ | 2004 |
|
RU2281800C2 |
Предназначено для использования в целлюлозно-бумажной промышленности. Способ изготовления фильтровального материала из смеси целлюлозных и синтетических волокон, в том числе термоплавких, осуществляют путем отлива полотна с последующим термопрессованием между горячими поверхностями, при этом термопрессование выполняют в отдельных точках, расстояние между которыми меньше длины синтетических волокон. Термопрессование выполняют на специальном оборудовании - каландре или прессе - между двумя горячими поверхностями, одну из которых покрывают металлической сеткой. Обеспечивается повышение пропускной способности фильтровального материала, увеличение механической прочности и гидрофобности. 1 табл.
Способ изготовления фильтровального материала из смеси целлюлозных и синтетических волокон, в том числе термоплавких, путем отлива полотна с последующим термопрессованием между горячими поверхностями, отличающийся тем, что термопрессование материала осуществляют в отдельных точках, расстояние между которыми меньше длины синтетических волокон.
| СПОСОБ ПОЛУЧЕНИЯ ФИЛЬТРОВАЛЬНОГО МАТЕРИАЛА | 1994 |
|
RU2072193C1 |
| КАНАРСКИЙ А.В | |||
| Фильтровальные виды бумаги и картона | |||
| - М.: Экология, 1991, с | |||
| Регулятор давления для автоматических тормозов с сжатым воздухом | 1921 |
|
SU195A1 |
| ВИРТУАЛЬНАЯ СИСТЕМА УПРАВЛЕНИЯ ПРОЦЕССОМ ВЫПУСКА ОДНОРОДНОЙ ПРОДУКЦИИ ПРЕДПРИЯТИЯ С ЕГО РЕГУЛИРОВАНИЕМ | 2017 |
|
RU2659364C1 |

