Изобретение касается устройств, которые используются в физиотерапии, в частности в рефлексотерапии, для стимулирования специфических рефлекторных точек на поверхности человеческого тела, в частности модульных аппликаторов, и может быть использовано в лечебных и спортивных учреждениях и бытовых условиях для рефлексотерапии, в частности, при необходимости обеспечения действия игл на эпидерму пользователя при выполнении им упражнений, связанных с большими амплитудами махов, сгибов и скручиваний отдельных членов тела.
Наиболее близким к предложенному аппликатору является модульный аппликатор, содержащий эластичную основу и закрепленные на ней цельнолитые из пластмассы модули, каждый из которых имеет головку и выполненные за одно целое с ней перпендикулярные ей иглы, причем в головке выполнено по меньшей мере одно отверстие для крепежного элемента (авторское свидетельство СССР 986422, М.кл. А 61 Н 11/00, 1983).
Изготовление модулей из пластмассы и обусловленное этим использование для их изготовления сравнительно дорогой технологии - литья обусловливают недостаточно крепкую связь игл с головкой модуля и, следовательно, возможность их отламывания, сравнительную массивность модуля, недостаточно тонкие и острые иглы, относительно дискомфортное восприятие аппликаторов пользователями. Изготовление модулей из пластмассы также обусловливает невозможность оснащения модулей крепежными элементами, выполненными за одно целое с модулями, поскольку эти элементы отламывались бы при их отгибании на поверхность основы аппликатора или не обеспечивали бы достаточно жесткую связь модуля с этой основой, которая, в свою очередь, обусловливает необходимость в дополнительных средствах - крепежных элементах, использование которых обусловливает усложнение технологии закрепления модулей на основе аппликатора и не позволяет ее механизировать. Кроме того, изготовление модулей из пластмассы практически исключает возможность нанесения на модуль в целом или на иглы металлических покрытий, поскольку это связано с известными усложнениями и трудностями, а нанесенные на пластмассу покрытия непрочные, отделяются от нее, что исключает возможность воздействия в процессе рефлексотерапии гальваническими токами, которые могли бы возникать между иглами или модулями, изготовленными из разных металлов или покрытыми разными металлами. Это также исключает возможность электрофореза. Указанные два фактора обусловливают ограничение возможностей рефлексотерапии.
В основу изобретения положена задача усовершенствования модульного аппликатора путем выполнения каждого из модулей металлическим и оснащение его по меньшей мере одним выполненным за одно целое с головкой и перпендикулярным ей крепежным элементом, что обеспечивает возможность изготовления модулей более дешевым методом - штамповкою, исключает необходимость в отдельных средствах - крепежных элементах, обеспечивает прочную связь игл и крепежных элементов с головками модулей и исключает их отламывание, позволяет выполнять модули менее массивными, иглы более тонкими и острыми, обеспечивает более комфортное восприятие действия игл пользователями, упрощает технологию закрепления модулей на основе аппликатора и позволяет ее механизировать, а также обусловливает возможность изготовления модулей из разных металлов и возможность нанесения на модули разного рода прочных покрытий из разных материалов.
Поставленная задача решается тем, что в модульном аппликаторе, содержащем эластичную основу и закрепленные на ней модули, каждый из которых имеет головку по меньшей мере с одной перпендикулярной головке иглой, согласно изобретению модули выполнены металлическими, а каждый из них оснащен по меньшей мере одним крепежным элементом, выполненным за одно целое с головкой модуля и отогнутым от нее в одном с иглой или иглами направлении или в противоположном, причем каждый крепежный элемент или вместе с ним каждая игла пропущены сквозь основу аппликатора, а каждый крепежный элемент отогнут на ее поверхность.
Выполнение модулей металлическими делает целесообразным изготовление крепежных элементов за одно целое с головками модулей, а изготовление модулей не литьем, а штамповкою (например, вырубкой крепежных элементов и игл в теле головки модуля и отгибом их от головки). Металлические иглы и крепежные элементы, выполненные штамповкой за одно целое с головкой, прочно связаны с головкой, поэтому не отламываются от нее при отгибах в процессе изготовления модулей и закрепления их на основе аппликатора, а также при эксплуатационных нагрузках. Использование штамповки позволяет выполнять модули менее массивными, иглы - более тонкими и острыми, а головку более тонкой. Действие металлических игл более комфортно воспринимается пользователями. Кроме того, все это упрощает технологию закрепления модулей на основе аппликатора, поскольку здесь необходимо лишь пропустить крепежные элементы сквозь основу и отогнуть их на ее поверхность, что поддается механизации путем использования матриц для установки модулей с заданным расположением относительно основы аппликатора и путем использования роликов для отгиба крепежных элементов на поверхность основы. Выполнение модулей металлическими обусловливает также возможность изготовления модулей из разных металлов или нанесения на модули разного рода прочных покрытий (одно- или многослойных, сплошных или частичных) из разных металлов, что расширяет диапазон рефлексотерапии (наряду с механическим раздражением эпидермы пользователя имеет место действие гальванических микротоков между иглами или модулями, а также электрофорез с переносом из модулей в тело пользователя нужных микроэлементов).
Крепежные элементы могут быть выполнены в виде по меньшей мере одного набора расположенных по кругу лепестков, полученных вытяжкой коническим пуансоном, что обусловливает компактное расположение нескольких крепежных элементов, обеспечивает большую прочность связи модулей с основой аппликатора и оставляет большую площадь для размещения игл, но усложняет технологию как изготовления модулей, так и закрепления их на основе аппликатора.
Крепежные элементы, а также иглы могут быть выполнены в виде треугольных зубцов, вырубленных в теле головки на расстоянии от ее периферии по двум сторонам зубца и отогнутых вокруг третьей стороны под прямым углом от головки в одном или противоположных направлениях.
Крепежные элементы и/или иглы могут быть выполнены в виде треугольных зубцов, вырубленных в теле головки начиная от ее периферии по одной стороне зубца и отогнутых вокруг второй стороны от головки в одном или противоположных направлениях, причем третья сторона зубца образована участком периферийной кромки головки.
Выполнение как крепежных элементов, так и игл в виде указанных зубцов, в особенности с одними размерами, позволяет использовать одинаковые операции для выполнения как крепежных элементов, так и игл, причем на одном оборудовании (вырубные изгибающие штампы), и уменьшить количество технологических операций, что значительно упрощает технологию изготовления модулей. Первый вариант выполнения зубцов несколько более сложный, но более надежный, а второй - более простой, но менее надежный. Выполнение зубцов одного модуля в двух вариантах позволяет без увеличения размеров головки создать большее количество крепежных элементов и/или игл. Отгиб всех зубцов, то есть исполняющих как функцию игл, так и функцию крепежных элементов, в одном направлении упрощает изготовление модулей, но требует пропускания всех зубцов сквозь основу аппликатора, что ослабляет ее, кроме того, нагрузки при использовании аппликатора воспринимаются лишь крепежными элементами, а не головкой, что обусловливает возможность отламывания крепежных элементов от головки или ослабление связи между модулем и основой аппликатора. Отгиб зубцов в противоположных направлениях несколько усложняет изготовление модулей, но требует пропускания сквозь основу аппликатора только крепежных элементов, а не всех зубцов, кроме того, нагрузки при использовании аппликатора воспринимаются всей головкой, а не только крепежными элементами.
Модуль может быть выполнен в виде треугольника с прямолинейными или криволинейными вогнутыми сторонами, а по меньшей мере часть игл или крепежных элементов - в виде треугольных зубцов, образованных отогнутыми под прямым углом его вершинами.
Следует отметить, что треугольники могут быть выполнены равносторонними, или равнобокими, или неправильными. Равносторонние треугольники обеспечивают равномерное расположение игл на плоской основе аппликатора, а равнобокие и неправильные - на криволинейной основе.
Модуль может быть выполнен в виде ромба, а по меньшей мере часть игл или крепежных элементов - в виде треугольных зубцов, образованных отогнутыми под прямым углом остроугольными вершинами ромба.
Модуль может быть выполнен в форме шестиугольника с двумя остроугольными вершинами, а по меньшей мере часть игл или крепежных элементов - в виде треугольных зубцов, образованных отогнутыми под прямым углом его остроугольными вершинами.
Выполнение зубцов в виде остроугольных вершин геометрической фигуры повышает прочность связи зубцов с головкой, а также исключает из технологического процесса изготовления модуля операцию вырубки зубцов в теле головки, однако требует дополнительных зубцов, вырубленных в теле головки, поскольку зубцы в виде вершин указанных геометрических фигур могут выполнять или функцию крепежных элементов, или функцию игл.
Каждый модуль может быть также выполнен в виде прямоугольника с вырубленными в нем выступающими наружу по двум противоположным его сторонам треугольными лучами, расположенными вплотную один к другому, а по меньшей мере часть игл или крепежных элементов - в виде треугольных зубцов, образованных этими лучами или их концами, отогнутыми от головки модуля в противоположных направлениях, или концами этих лучей, отогнутыми в одном направлении.
Кроме того, каждый модуль может быть выполнен в виде прямоугольника с вырубленными в нем выступающими наружу по двум противоположным его сторонам треугольными лучами, расположенными с промежутками между ними, а по меньшей мере часть игл или крепежных элементов выполнена в виде треугольных зубцов, образованных этими лучами или их концами.
Расположение лучей с промежутками исключает какую-либо возможность перерезания основы аппликатора при пропускании их через основу, т.е. исключает отделение участков основы аппликатора в местах установления модулей от остальной части основы, а следовательно, обеспечивает экономию материала между смежными зубцами, но увеличивает размеры модуля и уменьшает гибкость аппликатора. Расположение лучей вплотную один к другому исключает разрезание основы аппликатора лишь при отгибе зубцов в противоположных направлениях. Такое расположение лучей обусловливает небольшие размеры модулей и, следовательно, повышенную гибкость аппликатора.
При этом на противоположных сторонах прямоугольника может быть выполнено по два зубца, из которых два, расположенные по одной диагонали, отогнуты в одну сторону, а два, расположенные по другой диагонали, - в другую, или на этих сторонах прямоугольника может быть также выполнено по три зубца, из которых центральные отогнуты в одну сторону, а крайние - в другую.
Одни зубцы указанных фигур могут выполнять функцию игл, а другие - функцию крепежных элементов, что исключает необходимость в дополнительных зубцах.
Следует отметить, что в модуле с двумя зубцами на противоположных сторонах прямоугольника зубцы могут быть отогнуты симметрично оси прямоугольника или симметрично его центру. В последнем случае обеспечивается более жесткое крепление модулей к основе аппликатора.
Модуль, кроме того, может быть выполнен в форме звезды с многоугольной, или круговой, или овальной основой и выступающими из основы по меньшей мере тремя треугольными лучами, расположенными вплотную один к другому, причем по меньшей мере часть игл или крепежных элементов может быть выполнена в виде треугольных зубцов, образованных отогнутыми от головки в одном направлении концами лучей или отогнутыми в противоположных направлениях этими лучами или их концами.
Каждый модуль может быть также выполнен в форме звезды с многоугольной, или круговой, или овальной основой и выступающими из основы по меньшей мере тремя треугольными лучами, расположенными с промежутками между ними, причем по меньшей мере часть игл или крепежных элементов может быть выполнена в виде треугольных зубцов, образованных этими лучами или их концами, отогнутыми от головки в одном или противоположных направлениях.
Такое выполнение модуля обеспечивает жесткую связь зубцов с головкой. Расположение лучей с промежутками исключает любую возможность разрезания основы аппликатора зубцами при пропускании их сквозь основу. Расположение лучей вплотную один к другому исключает разрезание основы аппликатора лишь при отгибе лучей в противоположных направлениях или при отгибе их в одном направлении, но образовании их отогнутыми концами лучей. Выполнение звезды с тремя лучами требует дополнительных зубцов, выполнение же звезд с количеством зубцов, большим трех, их не требует, поскольку одни зубцы могут быть иглами, а другие - крепежными элементами.
Модуль может быть выполнен в виде круга, или овала, или правильного или неправильного многоугольника с центральным отверстием с образованием между периферией головки и отверстием узкой перемычки, причем по меньшей мере часть игл или крепежных элементов может быть выполнена в виде выступающих из отверстия в направлении центра головки треугольными лучами, расположенными вплотную один к другому, причем по меньшей мере часть игл или крепежных элементов может быть выполнена в виде треугольных зубцов, образованных отогнутыми от головки модуля в противоположных направлениях этими треугольными лучами, или их концами, или отогнутыми в одном направлении концами этих лучей.
Каждый модуль может быть также выполнен в виде круга, или овала, или правильного или неправильного многоугольника с центральным отверстием с образованием между периферией головки и отверстием узкой перемычки и выступающими из центрального отверстия в направления центра головки модуля треугольными лучами, расположенными с промежутками между ними, причем по меньшей мере часть игл или крепежных элементов может быть выполнена в виде треугольных зубцов, образованных отогнутыми от головки модуля в одном или противоположных направлениях треугольными лучами или их концами.
Такое выполнение модулей обеспечивает значительное количество крепежных элементов и/или игл при сравнительно небольших размерах модулей и малой их массе. Отгиб расположенных с промежутками или вплотную друг к другу лучей или их концов в одном или противоположных направлениях исключает разрезание основы аппликатора зубцами модулей, как это было указан выше для других форм выполнения модулей.
При этом каждый модуль с центральным отверстием может быть выполнен с выступающими с периферии головки наружу треугольными лучами, расположенными вплотную один к другому, и оснащен дополнительными треугольными зубцами, образованными отогнутыми от головки в одном направлении концами этих лучей или отогнутыми в противоположных направлениях этими лучами или их концами, или же каждый модуль может быть выполнен с выступающими с периферии головки треугольными лучами, расположенными с промежутками между ними, и оснащен дополнительными треугольными зубцами, образованными отогнутыми от головки в одном или противоположных направлениях лучами или их концами.
Указанное оснащение модуля дополнительными зубцами увеличивает количество игл и/или крепежных элементов без увеличения габаритов модулей. Отгиб расположенных с промежутками или вплотную выступающих наружу лучей или их концов в одном или противоположных направлениях исключает разрезание основы аппликатора зубцами модулей, как это было указано выше для других форм выполнения модулей.
Модули в любой форме выполнения из вышеприведенных - с отогнутыми вершинами геометрических фигур, с зубцами на периферии - могут иметь дополнительные вырубленные в теле головки зубцы, что увеличивает количество игл и/или крепежных элементов.
Каждый модуль может быть составлен из двух расположенных один над другим на противоположных поверхностях основы аппликатора и скрепленных между собою полумодулей с одинаковыми по форме и размерам головками, причем один полумодуль может быть оснащен иглами, а другой - крепежными элементами в виде треугольных зубцов, выполненных за одно целое с головками полумодулей, расположенных с промежутками между ними и отогнутых от головок под прямым углом в одном направлении, причем по меньшей мере зубцы одного полумодуля пропущены сквозь основу аппликатора и промежутки между зубцами второго полумодуля и отогнуты на поверхность последнего, а размер промежутков между зубцами полумодулей выбран из условия сохранения материала основы между смежными зубцами.
Такая форма выполнения аппликатора обеспечивает более жесткую связь модулей с основой аппликатора. Полумодули являются взаимозаменяемыми, то есть каждый полумодуль может нести на себе или иглы, или крепежные элементы, поскольку оба полумодуля изготавливают по одной и тот же технологии. Закрепление модулей на основе аппликатора несколько усложняется, поскольку необходимо установить два полумодуля в определенных позициях относительно друг друга.
При этом полумодули могут быть выполнены в виде двух равносторонних треугольников с прямолинейными или вогнутыми сторонами и треугольными зубцами в виде отогнутых от головки в одном направлении под прямым углом вершин треугольников, причем один треугольник повернут в своей плоскости относительно другого на 60o.
Такая форма выполнения полумодулей обеспечивает более жесткую связь зубцов с головками и, следовательно, более жесткую связь между полумодулями и, как следствие, более жесткую связь между модулями и основой аппликатора. Угловое смещение треугольников обеспечивает проход зубцов одного модуля в промежутках между зубцами другого.
Полумодули могут быть выполнены круговыми, или овальными, или многоугольными с выступающими с периферии головок и отогнутыми от них треугольными зубцами.
Такие полумодули обеспечивают возможность увеличения густоты расположения игл и количества крепежных элементов.
При этом полумодуль с иглами может быть выполнен с центральным отверстием и оснащен дополнительными иглами в виде треугольных зубцов, выступающих из центрального отверстия в направлении к центру головки полумодуля и отогнутых от головки в том же направлении, что и иглы модуля.
Это дополнительно повышает густоту расположения игл в аппликаторе.
Каждый из полумодулей может быть выполнен с центральным отверстием с образованием между периферией головки и центральным отверстием узкой перемычки и с треугольными зубцами, выступающими из центрального отверстия остриями в направлении центра головки и отогнутыми от нее.
Такое выполнение модулей обеспечивает большую густоту расположения игл и значительное количество крепежных элементов при сравнительно небольших размерах модулей и малой их массе.
При этом полумодуль с иглами может быть оснащен дополнительными иглами в виде треугольных зубцов, выступающих с периферии головки наружу и отогнутых в том же направлении, что и иглы модуля.
Это увеличивает количество игл на одном модуле, поскольку увеличивает густоту их расположения в аппликаторе без увеличения габаритов модуля.
Треугольные зубцы во всех формах выполнения модулей или полумодулей могут быть выполнены вытянутыми с криволинейными вогнутыми или выпуклыми сторонами.
Это делает иглы более тонкими и острыми.
При всех формах выполнения полумодулей их зубцы могут быть пропущены сквозь основу аппликатора во встречных направлениях. Это ослабляет основу аппликатора, но снимает нагрузку с крепежных элементов при использовании аппликатора.
Полумодули с иглами, кроме выполненных с центральными отверстиями, могут быть оснащены дополнительными иглами в виде треугольных зубцов, вырубленных в теле головки на расстоянии от ее периферии и отогнутых под прямым углом от головки в том же направлении, что и иглы модуля.
Это увеличивает количество игл без увеличения габаритов модулей.
Количество зубцов может быть большим, что обусловливает возможность повышения густоты расположения игл в аппликаторе и/или увеличение количества крепежных элементов, однако увеличение количества зубцов обусловливает увеличение размеров головок полумодулей и, следовательно, уменьшение гибкости аппликатора.
Целесообразно выбирать количество зубцов, выполняющих функцию игл, в пределах от одного до семи.
Следует отметить, что иглы могут быть выполнены в виде закрепленных в головках модулей или полумодулей заостренных стержней, гвоздей или кнопок, а крепежные элементы - в виде закрепленных в головках модулей или полумодулей пластинок.
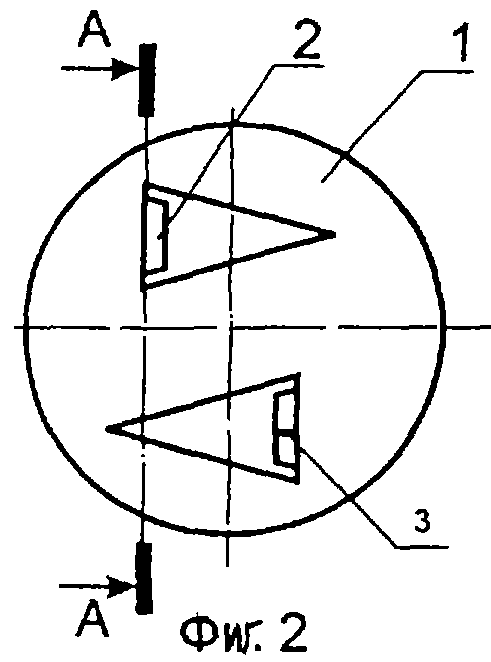
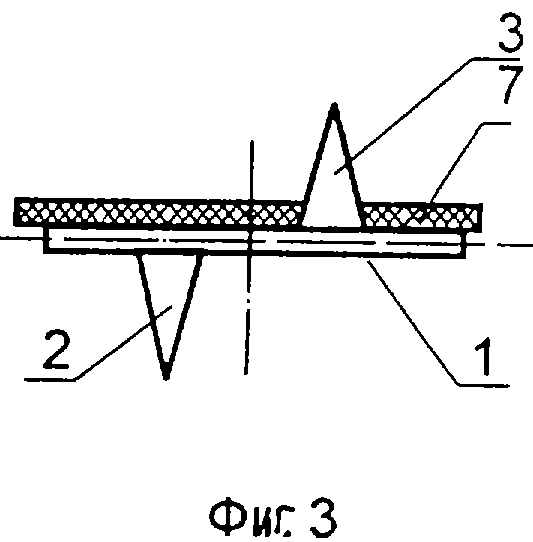
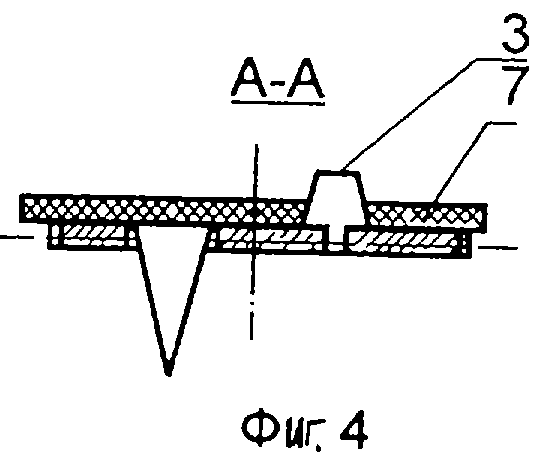
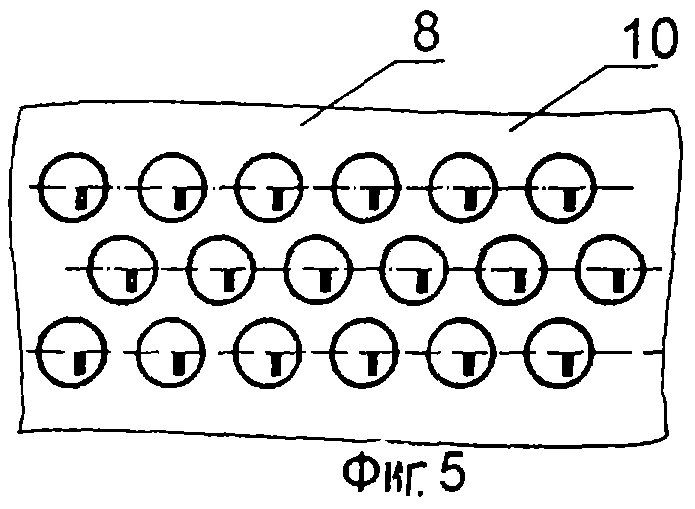
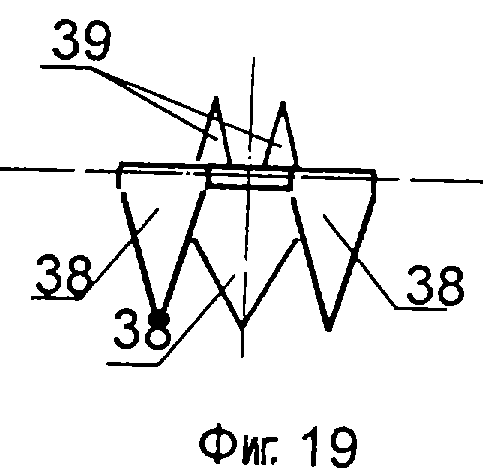
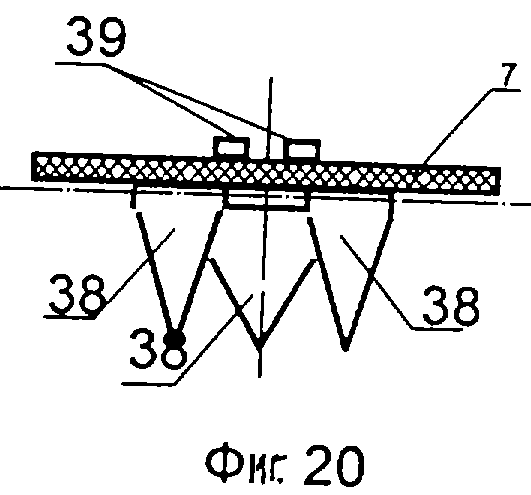
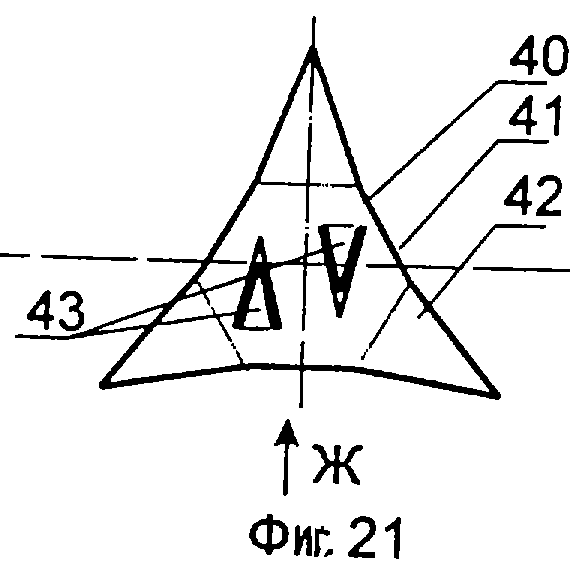
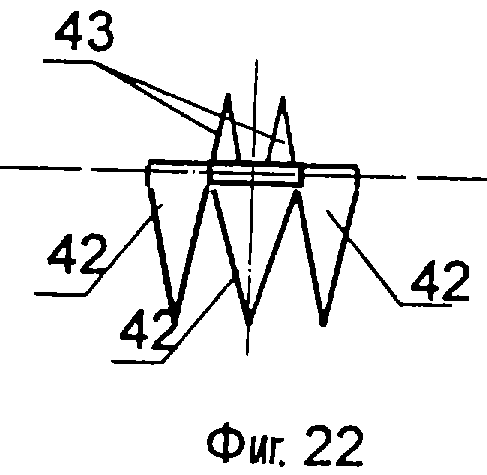
Сущность изобретения поясняется чертежами, где на фиг.1 приведен модуль аппликатора с двумя треугольными зубцами перед отгибом зубцов от головки, вид сверху; на фиг.2 - модуль аппликатора после отгиба зубцов в противоположных направлениях, вид сверху; на фиг.3 - схема установки модуля в основе, вид сбоку фиг. 2; на фиг.4 - фрагмент аппликатора с модулем фиг.2, разрез А-А; на фиг.5 -матрица для расположения модулей, вид сверху; на фиг.6 - устройство для установки модулей в основе аппликатора, поперечный разрез; на фиг.7 - схема модульного аппликатора с модулями, один из которых приведен на фиг. 2; на фиг.8 - фрагмент аппликатора с модулем, оснащенным двумя зубцами (крепежным элементом и иглой), отогнутыми в одном направлении, разрез по игле; на фиг. 9 -схема выполнения набора лепестков, поперечный разрез; на фиг.10 - модуль с четырьмя иглами и крепежными элементами в виде набора лепестков, полученных вытяжкой коническим пуансоном, вид сверху; на фиг.11 - фрагмент аппликатора с модулем фиг.9 перед отгибом лепестков, вид на модуль по стрелке Б фиг.10; на фиг.12 - фрагмент аппликатора с отогнутыми на поверхность его основы лепестками; на фиг.13 - модуль аппликатора с двумя крепежными элементами в виде зубцов, вырубленных в теле головки на расстоянии от ее периферии, и двумя иглами в виде зубцов, вырубленных на периферии головки, перед отгибом зубцов, вид сверху; на фиг.14 - то же, после отгиба зубцов; на фиг.15 - фрагмент аппликатора, вид на модуль по стрелке Г фиг.14; на фиг.16 - модуль аппликатора с двумя иглами в виде зубцов, вырубленных в теле головки на расстоянии от ее периферии, и двумя крепежными элементами в виде зубцов, вырубленных на периферии головки, перед отгибом зубцов, вид сверху; на фиг.17 - фрагмент аппликатора, разрез Д-Д модуля фиг.16; на фиг.18 - модуль аппликатора в виде треугольника с прямолинейными сторонами, с крепежными элементами в виде отогнутых его вершин и иглами в виде вырубленных в теле головки зубцов, перед отгибом зубцов, вид сверху; на фиг.19 - то же, после отгиба зубцов, вид по стрелке Е фиг.18; на фиг.20 - фрагмент аппликатора с модулем, приведенным на фиг. 18, 19, вид по стрелке Е фиг.18; на фиг.21 - модуль аппликатора в виде треугольника с вогнутыми сторонами, с иглами в виде отогнутых его вершин и крепежными элементами в виде вырубленных в теле головки зубцов, перед отгибом зубцов, вид сверху; на фиг.22 - то же, после отгиба зубцов, вид по стрелке Ж фиг.21; на фиг.23 - фрагмент аппликатора с модулем, приведенным на фиг. 21, 22, вид по стрелке Ж фиг.18; на фиг.24 - модуль аппликатора в виде ромба с иглами в виде двух отогнутых остроугольных его вершин и крепежными элементами в виде вырубленных в теле головки зубцов, перед отгибом зубцов, вид сверху; на фиг.25 - то же, после отгиба зубцов, вид по стрелке З фиг.24; на фиг.26 - фрагмент аппликатора с модулем, приведенным на фиг.24, 25, вид модуля по стрелке З фиг.24; на фиг.27 - модуль аппликатора в виде прямоугольника с двумя зубцами на противоположных его сторонах, перед отгибом зубцов, вид сверху; на фиг.28 - то же, после отгиба зубцов, вид сверху; на фиг.29 - то же, после отгиба зубцов, вид по стрелке И фиг.27; на фиг.30 - модуль аппликатора в виде прямоугольника с тремя зубцами на противоположных его сторонах, перед отгибом зубцов, вид сверху; на фиг.31 - то же, после отгиба зубцов, вид сверху; на фиг.32 - то же, после отгиба зубцов, вид по стрелке К фиг.30; на фиг.33 - аппликатор с модулем, приведенным на фиг. 30-32, с шайбой между отогнутыми зубцами и основой аппликатора, вид по стрелке К фиг.30;
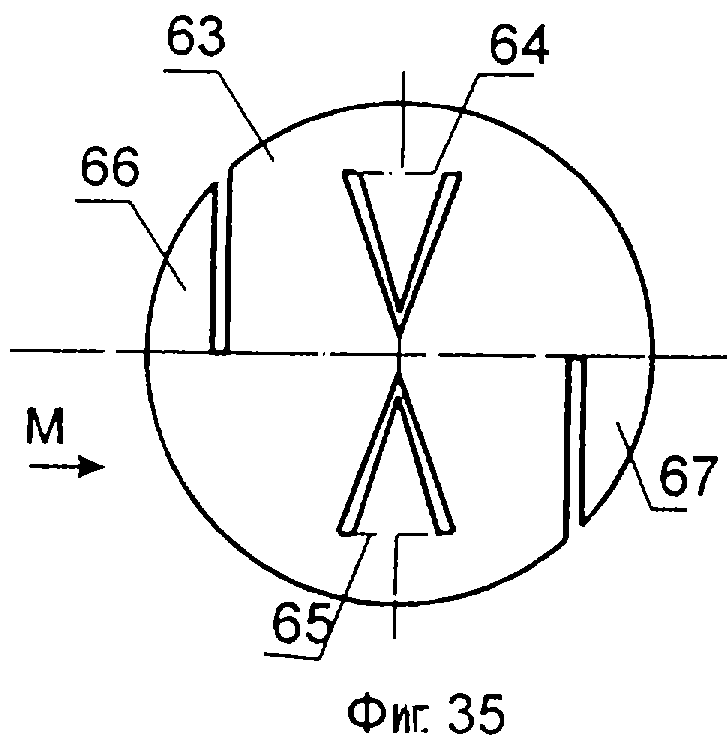
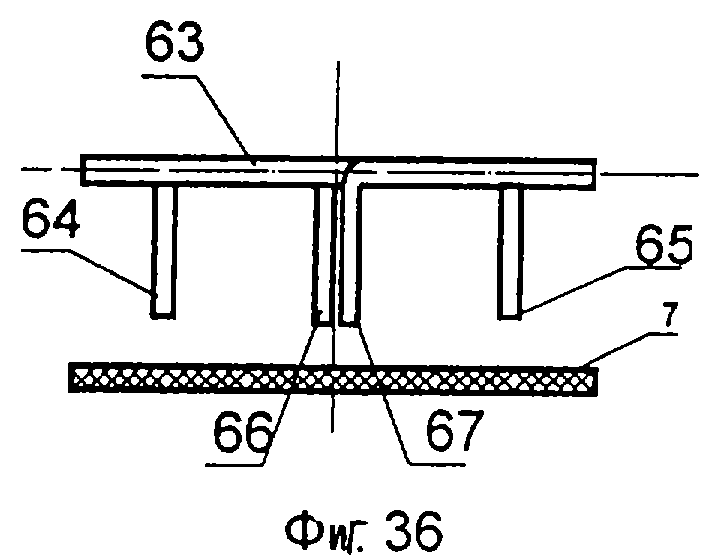
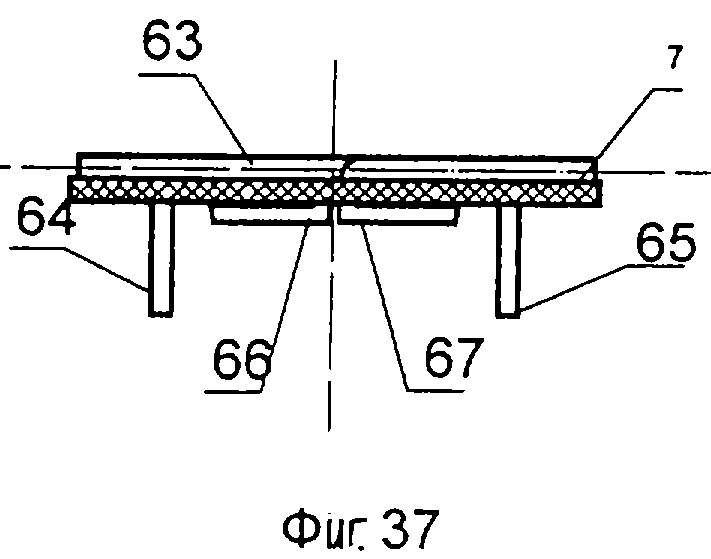
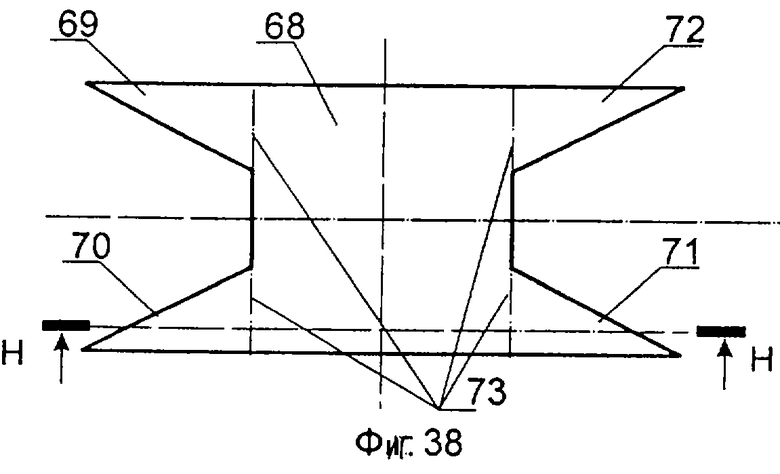
на фиг.34 - то же, вид по стрелке Л фиг.33; на фиг.35 - модуль аппликатора с двумя зубцами на расстоянии от периферии головки и двумя зубцами на периферии головки, вид сверху; на фиг.36 - то же, с отогнутыми в одном направлении зубцами, вид по стрелке М фиг.35; на фиг.37 - фрагмент аппликатора, вид по стрелке М фиг.35; на фиг.38 - модуль аппликатора с головкой в виде прямоугольника с двумя зубцами на противоположных его сторонах, вид сверху; на фиг. 39 - фрагмент аппликатора с модулем фиг.38, разрез Н-Н фиг.38; на фиг. 40 -модуль аппликатора с головкой в виде шестиугольника с двумя зубцами в виде отогнутых остроугольных его вершин и двумя зубцами на расстоянии от его периферии, вид сверху; на фиг.41 - то же, с отогнутыми зубцами, вид по стрелке О фиг. 40; на фиг.42 - фрагмент аппликатора с модулем фиг.40 и 41, вид по стрелке О фиг.40; на фиг.43 - то же, с шайбой между отогнутыми крепежными элементами и поверхностью основы аппликатора; на фиг.44 - модуль аппликатора с круглой головкой, зубцами по ее периферии и одним зубцом в центре головки, вид сверху; на фиг.45 - то же, с отогнутыми зубцами; на фиг.46 - то же, вид по стрелке П фиг.45; на фиг.47 - фрагмент аппликатора с модулем фиг. 44-46 и шайбой между отогнутыми зубцами и основой аппликатора, основа условно смещена, вид сверху; на фиг.48 - то же, вид по стрелке Р фиг.47; на фиг. 49 - модуль аппликатора в виде шестиугольника с треугольными зубцами, основы которых расположены на центральных участках сторон шестиугольника, вид сверху; на фиг. 50 - то же, с отогнутыми зубцами, вид сверху; на фиг.51 - фрагмент аппликатора, вид по стрелке С фиг.50; на фиг.52 - модуль аппликатора в виде шестиугольника с треугольными зубцами, основы которых расположены на центральных участках сторон шестиугольника, и зубцами по периферии центрального отверстия в головке, вид сверху; на фиг.53 - то же, с отогнутыми зубцами; на фиг.54 - вид по стрелке Т фиг.53; на фиг.55-57 - модули аппликаторов в виде шестилучевих звезд, вид сверху; на фиг.58 - то же, с зубцами в виде отогнутых лучей звезды, вид сверху; на фиг.59 - то же, с зубцами в виде отогнутых концов лучей, вид сверху; на фиг.60 - модуль аппликатора в виде круга с центральными круговым отверстием, по периферии которого выполнены зубцы, вид сверху; на фиг.61- то же, с отогнутыми в противоположных направлениях зубцами, вид сверху; на фиг.62 - фрагмент аппликатора, вид по стрелке У фиг.61; на фиг.63 - модуль фиг.60 с отогнутыми в одном направлении зубцами; на фиг.64 - фрагмент аппликатора, вид по стрелке Ф фиг.63; на фиг. 65 - полумодули в виде треугольников, вид сверху; на фиг.66 - схема установки полумодулей фиг.65 на основу аппликатора, вид по стрелке X;
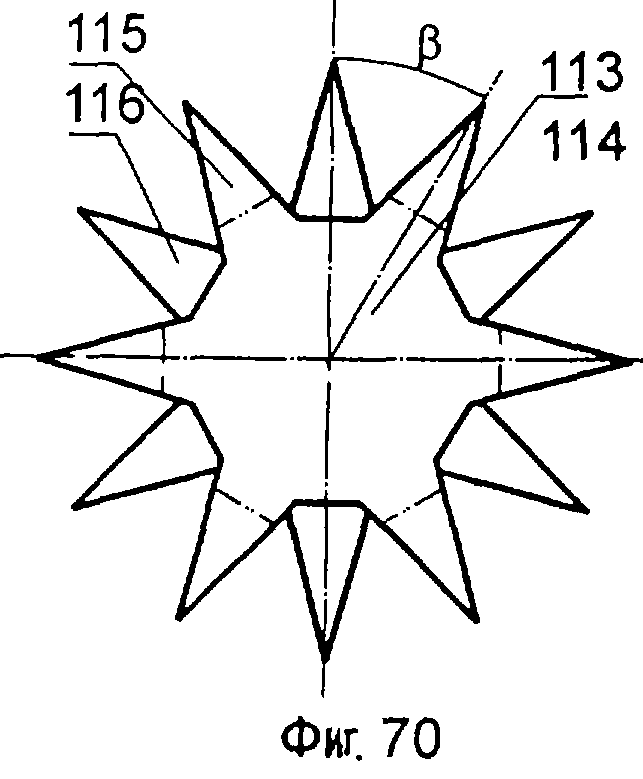
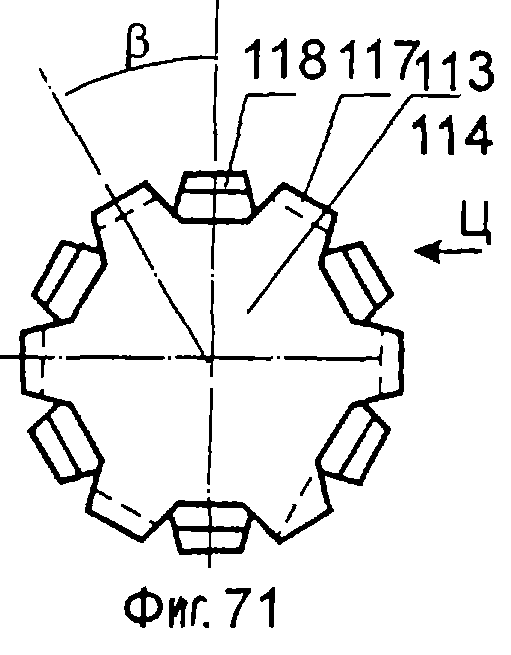
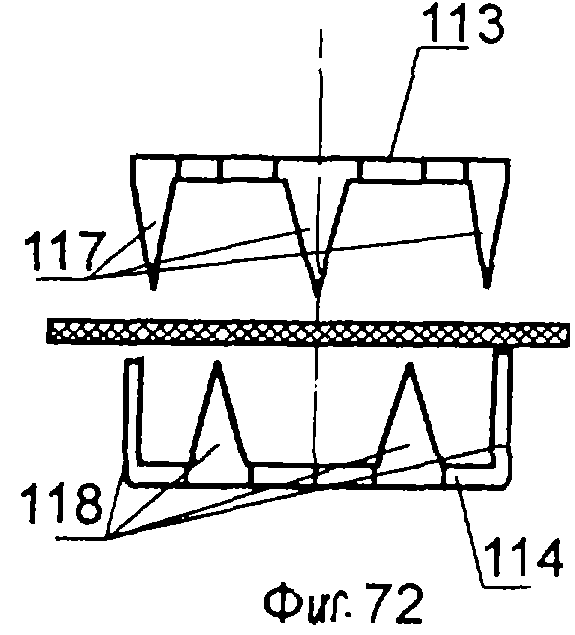
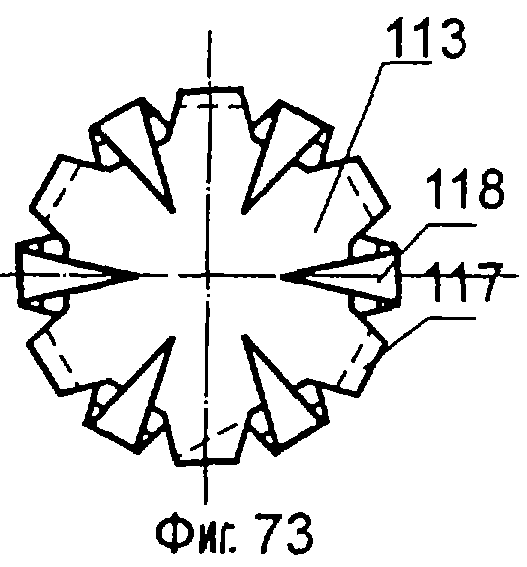
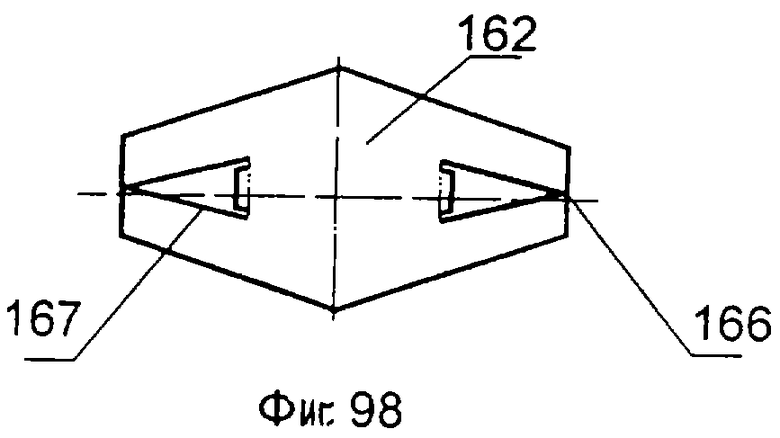
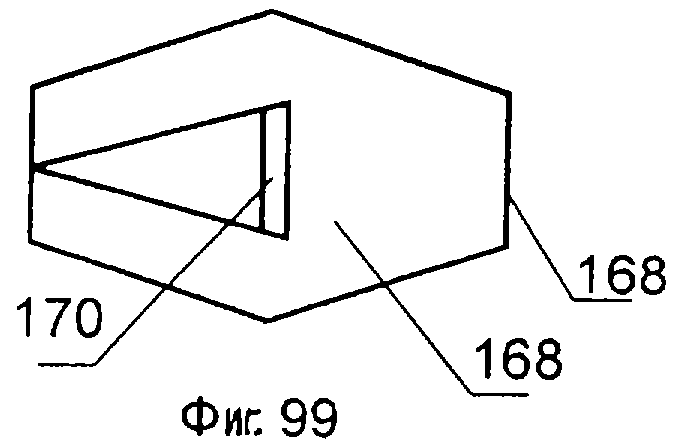
на фиг.67-фрагмент аппликатора с треугольными полумодулями; на фиг.68 - фрагмент аппликатора с одним пропущенным сквозь его основу полумодулем, вид сбоку; на фиг.69 - фрагмент аппликатора с полумодулями в виде треугольников с вогнутыми сторонами и центральными отверстиями, вид сверху; на фиг.70 - полумодули в виде звезд, вид сверху; на фиг.71 - то же, с отогнутыми зубцами, вид сверху; на фиг.72 - схема установки полумодулей фиг.70,71 на основу аппликатора, вид по стрелке Ц фиг.71; на фиг.73 - фрагмент аппликатора с установленными полумодулями фиг.70, 71, вид сверху; на фиг.74 - фрагмент аппликатора с установленными полумодулями фиг.70, 71, вид сбоку; на фиг.75 - фрагмент аппликатора с установленными полумодулями фиг.70, 71 с пропусканием сквозь основу одного полумодуля, вид сбоку; на фиг.76 - полумодуль в виде звезды с дополнительными иглами, выполненными в теле головки, вид сверху; на фиг. 77 - полумодуль в виде звезды с дополнительными иглами, выполненными по центральному отверстию в головке, вид сверху; на фиг.78 - полумодули в виде кругов с центральными отверстиями, по которым выполнены зубцы, вид сверху; на фиг. 79 - то же, с отогнутыми зубцами, вид сверху; на фиг.80 - схема установки полумодулей фиг.79 на основу аппликатора, вид по стрелке Ч фиг.79; на фиг.81 - фрагмент аппликатора с полумодулями фиг.80, вид сбоку; на фиг.82 - вид по стрелке Ш фиг.81; на фиг.83 - полумодули в виде круга с центральными отверстиями, по которым выполнены зубцы, и дополнительными зубцами по периферии одного из модулей, вид сверху; на фиг.84 - то же с отогнутыми зубцами, вид сверху; на фиг.85 - установка полумоделей на основу аппликатора, вид по стрелке Щ фиг.84; на фиг.86 - фрагмент аппликатора с полумодулями фиг. 85, вид сбоку; на фиг.87 - полумодули в виде шестиугольников с центральными шестиугольными отверстиями, по бокам которых выполнены зубцы, вид сверху; на фиг.89 - фрагмент аппликатора, вид по стрелке Э фиг.88; на фиг. 90 - схема установления полумодулей фиг.87, 88 на основу аппликатора, вид сверху; на фиг.91 - то же, вид сбоку, сечение Ю-Ю, на фиг.92 - схема расположения на основе аппликатора модулей в виде треугольников с зубцами в виде отогнутых вершин треугольников и трех выполненных в теле головки зубцов, схема головки зубцов, вид сверху; на фиг.93 - схема расположения головок зубцов, вид сверху; на фиг.93 - схема расположения на основе аппликатора модулей в виде треугольников с зубцами в виде отогнутых вершин треугольников и трех выполненных в теле головки зубцов, вид сверху; на фиг.94 - схема расположения на основе аппликатора модулей в виде шестиугольников с центральными отверстиями с зубцами в виде отогнутых из отверстий лучей и дополнительных модулей другой формы, вид сверху; на фиг.95 - круглый полумодуль для аппликатора фиг.94 с иглой и двумя отверстиями для заклепок, вид сверху; на фиг.96 - круглый полумодуль с двумя отверстиями для заклепок, вид сверху; на фиг.97 - схема установки полумодулей фиг. 95, 96 на основу аппликатора, вид сбоку; на фиг.98 - ромбовидный полумодуль с двумя головками и двумя креплениями, вид сверху; на фиг.99 - ромбовидный модуль с одной головкой и двумя креплениями.
Модульный аппликатор содержит модуль с головкой 1 (фиг.1) с одной иглой и одним крепежным элементом, выполненными в теле головки 1 за одно целое с ней в виде треугольных зубцов 2 и 3 соответственно, отогнутых под прямым углом от головки 1 в противоположных направлениях (фиг.2, 3), причем зубцы 2 и 3 вырублены в теле головки 1 по двум сторонам 4 и 5 и отогнуты от головки 1 по третьей стороне, то есть по основе 6 зубца 2 или 3 (фиг.1). Крепежный элемент, то есть треугольный зубец 3, пропущен сквозь основу 7 аппликатора (фиг. 3) и отогнут (фиг.4) с прижимом к противоположной головке модулю поверхности основы аппликатора.
Модули изготавливают, например, на вырубных и изгибающих штампах по известной технологии. Для установки модулей в основе аппликатора используют две матрицы 8 и 9 (фиг.5, 6) с соответствующими зубцам 2 и 3 по форме отверстиями 10 и 11. Отверстия 10 расположены в матрице 10 в соответствии с требуемым расположением игл (зубцов 2) в аппликаторе, а отверстия 11 - в соответствии с расположением крепежных элементов (зубцов 3) на матрице 9. Модули устанавливают зубцами 2 в отверстия 10 матрицы 8, сверху накладывают основу 7, а на основу 7 - матрицу 9 таким образом, чтобы ее отверстия 11 соответствовали расположению зубцов 3. Матрицу 9 перемещают под давлением к матрице 8, благодаря чему зубцы 3, то есть крепежные элементы, проходят сквозь основу 7, после чего снимают матрицу 9 и отгибают зубцы 3 на поверхность основы 7 и прижимают к ней с использованием, например, ролика или роликового агрегата (не показаны).
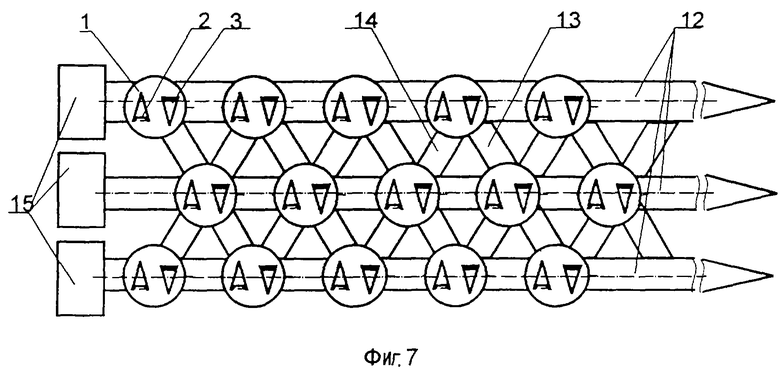
Аппликатор может быть изготовлен, например, с основой в виде лент 12, соединенных между собою лентами 13 и 14 (фиг.7). В пересечениях этих лент закрепляют крепежными элементами (зубцами 3) модули с головками 1 и иглами ( зубцами 2). На одних концах лент 12 закрепляют замки или пряжки 15, в которых закрепляют другие концы лент 12.
Модульный аппликатор работает таким образом.
Заданную часть тела пользователя, например голень, предплечье, охватывают аппликатором с направлением остриев игл 2 к поверхности тела и фиксируют его на этой части, закрепляя концы лент 12 в замках или пряжках 15. После этого пользователь выполняет упражнения, связанные с большими амплитудами махов, сгибов, скручиваний отдельных членов тела, при этом иглы 2 действуют на эпидерму пользователя с непостоянной интенсивностью, что дает хороший рефлексотерапевтический эффект. При нажиме аппликатора на тело пользователя иглы 2 передают усилия этого нажима на головки 1 модулей, а последние всей своей площадью передают их на основу 7 аппликатора. Таким образом, крепежные элементы 3 не нагружаются эксплуатационными усилиями, они только препятствуют отделению модулей от основы 7 и их колебаниям.
Этот аппликатор, как очевидно из фиг.7, имеет равномерное заполнение основы 7 иглами 2, а также большую гибкость, обусловленную малыми размерами головок 1, но он также имеет малую степень заполненности иглами 2 основы 7 и малые прочность и жесткость крепления модулей к основе 7. Кроме того, аппликатор характеризуется наиболее простой технологией изготовления модулей, поскольку как иглы (зубцы 2), так и крепежные элементы (зубцы 3) изготавливают с использованием одних и тех же операций (вырубки и отгиба зубцов), и наиболее простой технологии сборки аппликатора, поскольку она позволяет использовать для отгиба зубцов 3 ролики или роликовый агрегат, чтобы отгибать зубцы 3 за один проход.
Следует заметить, что основа 7 аппликатора может быть выполнена сплошной, например, из тканого материала.
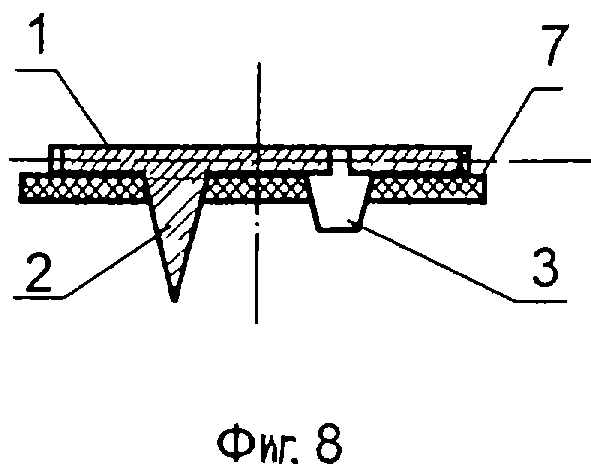
Зубцы 2 и 3 приведенного на фиг.1 модуля могут быть отогнуты от головки 1 в одном направлении (фиг.8). Зубцы 2 и 3 пропущенны сквозь основу 7 аппликатора, причем зубцы 3 (крепежные элементы) отогнуты на поверхность основы 7. Операция отгиба зубцов 2 и 3 в одном направлении более простая, чем отгиб их в противоположных направлениях, но это требует пропускания как зубцов 2, так и зубцов 3 сквозь основу 7 аппликатора, что ослабляет ее, а также усложняет отгиб зубцов 3 на поверхность основы 7, поскольку отгибающие ролики необходимо прокатывать, обминая зубцы 2.
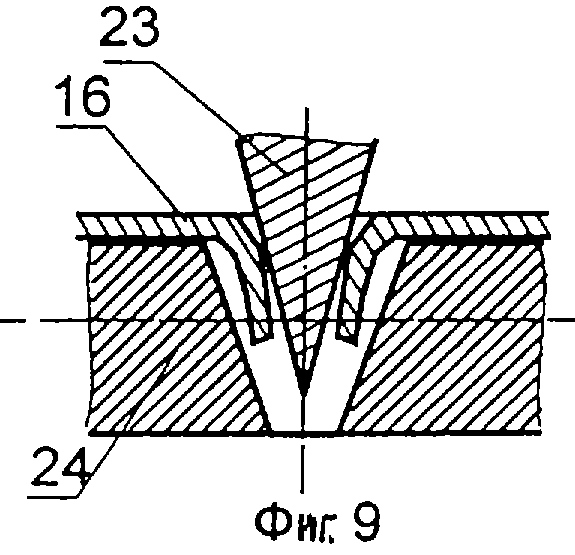
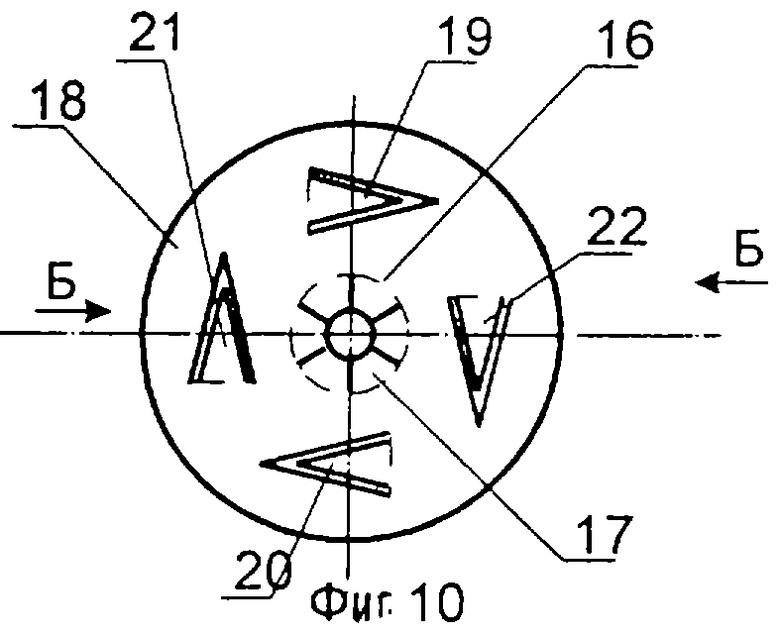
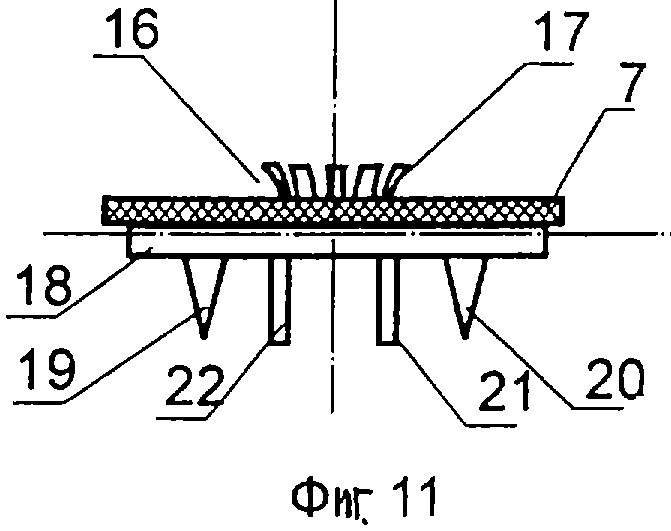
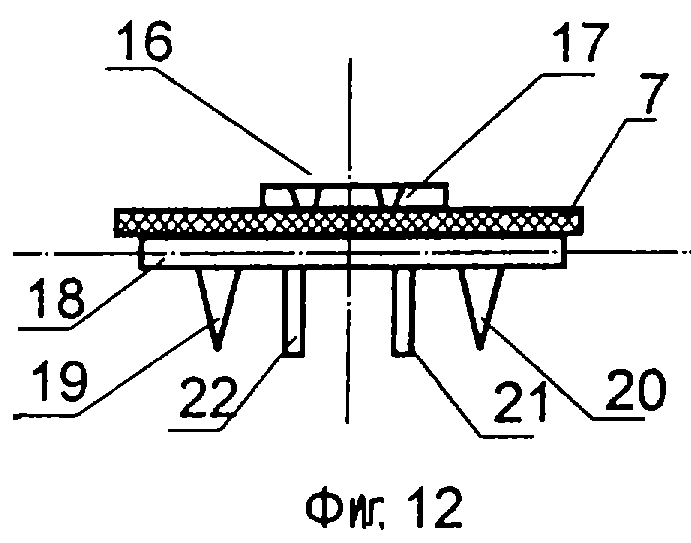
Крепежный элемент может быть выполнен в виде по меньшей мере одного набора 16 расположенных по кругу лепестков 17 (фиг.9, 10), выполненных в головке 18 модуля, например, в направлении, противоположном зубцам 19-22, исполняющим функцию игл. Набор 16 лепестков 17 получают (фиг.9) вытяжкой с использованием конического пуансона 23 и матрицы 24, при этом набор 16 разрывается на отдельные лепестки 17. Лепестки 17 пропускают сквозь основу 7 аппликатора (фиг.11) и отгибают по радиусам круга на поверхность основы 7 (фиг. 12). Набор 16 лепестков 17 обеспечивает компактное расположение нескольких крепежных элементов, что обусловливает большую прочность связи модулей с основой аппликатора и оставляет большую площадь для размещения игл, то есть четырех зубцов 19-22, но усложняет технологию как изготовления модулей, так и закрепление их на основе 7 аппликатора.
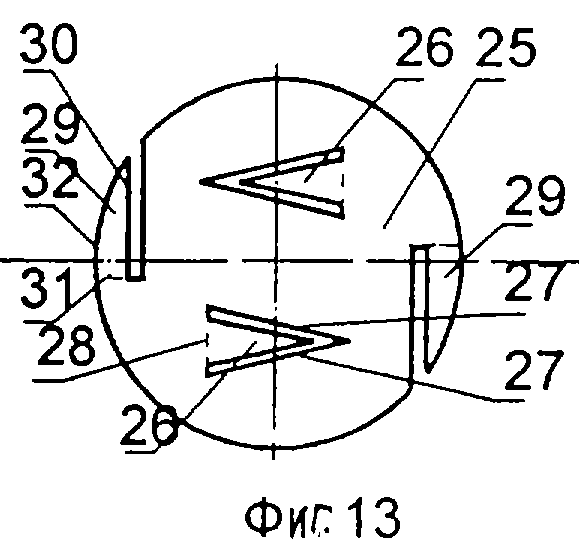
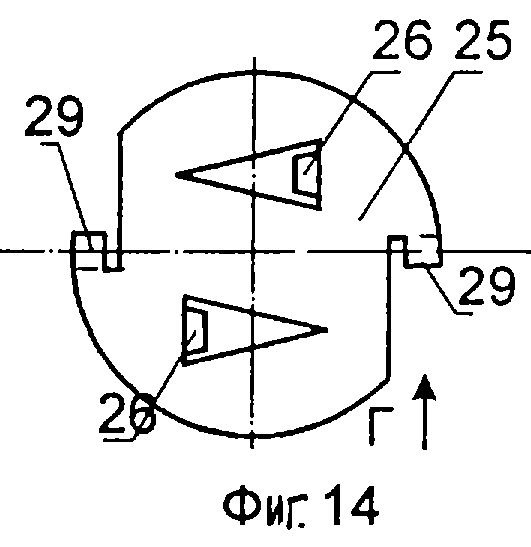
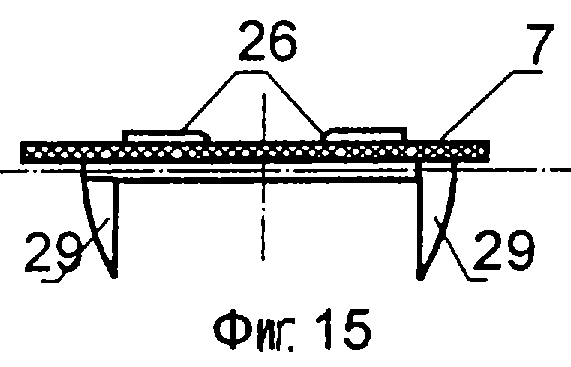
Модуль (фиг.13-15) выполнен с головкой 25, двумя крепежными элементами в виде треугольных зубцов 26, вырубленных в теле головки 25 на расстоянии от ее периферии по двум сторонам 27 зубца 26 и отогнутых под прямым углом вокруг третьей стороны 28, и двумя иглами в виде треугольных зубцов 29, вырубленных в головке 25 начиная от ее периферии по одной стороне 30 зубца 29 и отогнутых под прямым углом по второй стороне 31, причем другая сторона 32 зубца 29 образована участком периферийной кромки головки 25.
Изготовление модулей и установка их на основу 7 подобны изображенным на фиг. 1-7. Эта форма выполнения модулей обеспечивает большую прочность связи модулей с основой 7 аппликатора и большую густоту расположения игл (зубцов 26) на основе 7 при том же диаметре головки 25, что и при использовании модулей с головками 1 (фиг.1, 2).
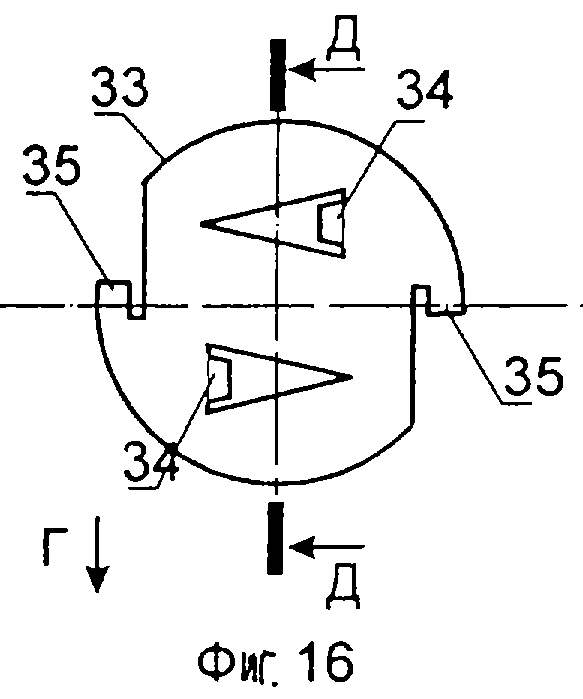
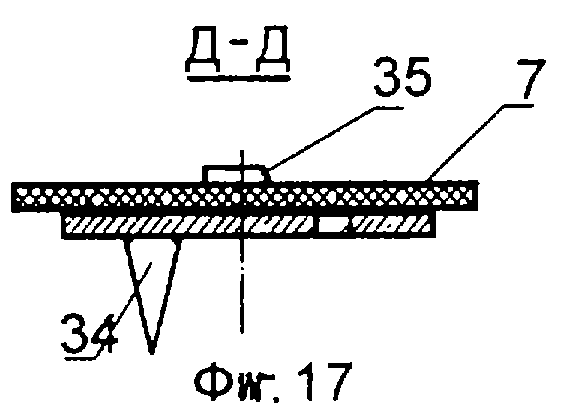
Модуль с головкой 33 (фиг.16, 17) выполнен с двумя иглами в виде треугольных зубцов 34, вырубленных в теле головки 33 на расстоянии от ее периферии, и двумя крепежными элементами в виде треугольных зубцов 35, вырубленных в головке 33 начиная от ее периферии и отогнутых под прямым углом от нее. Зубцы 35 (крепежные элементы) пропущены сквозь основу 7 аппликатора, отогнуты на ее поверхность и прижаты к ней (фиг.17). По сравнению с предыдущим этот аппликатор обеспечивает несколько большие прочность и жесткость крепления головок 33 к основе 7, поскольку зубцы 35, то есть крепежные элементы, расположены на большем расстоянии один от другого.
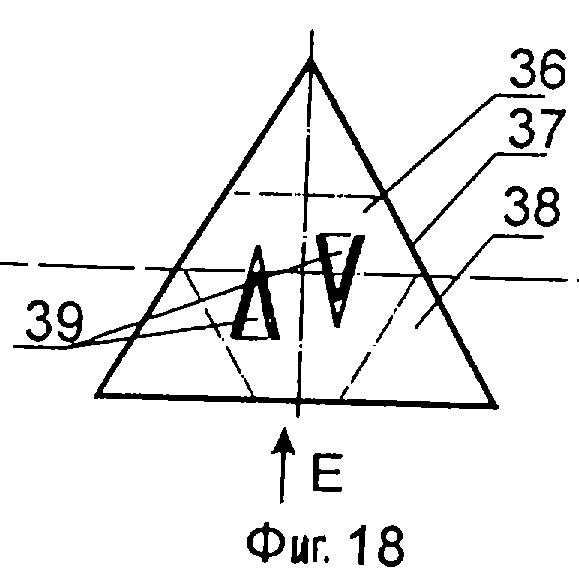
Головка 36 модуля выполнена в виде треугольника с прямолинейными сторонами 37 (фиг. 18-20), а иглы - в виде треугольных зубцов 38, образованных отгибанием под прямым углом вершин указанного треугольника. Крепежные элементы могут быть выполнены в виде треугольных зубцов 39, вырубленных в теле головки 36 и отогнутых под прямым углом от нее в противоположном зубцам 38 направлении. Зубцы 39 пропущены сквозь основу 7 аппликатора, отогнуты на ее поверхность и прижаты к ней (фиг.20). Технология изготовления этих модулей несколько отличается от приведенной на фиг.5, 6, поскольку зубцы 38 не вырубают в теле головки 36, а лишь отгибают. Указанное выполнение зубцов 38 обеспечивает более прочную их связь с головкой 36.
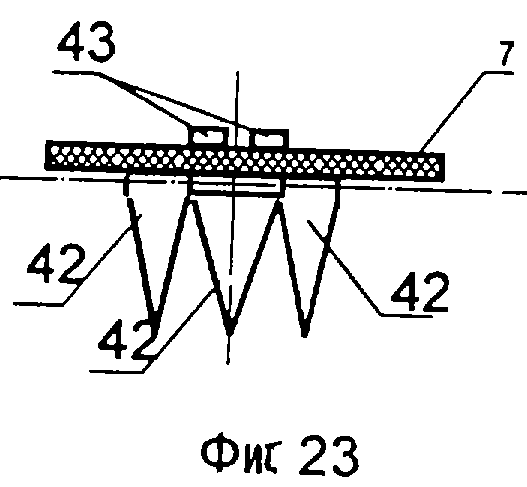
Модуль с головкой 40 выполнен в виде треугольника с криволинейными вогнутыми сторонами 41 (фиг.21), а иглы - в виде треугольных зубцов 42, образованных отогнутыми под прямым углом его вершинами (фиг.22). Крепежные элементы выполнены в виде треугольных зубцов 43, вырубленных в теле головки 40 и отогнутых под прямым углом от нее. Зубцы 43 пропущены сквозь основу 7, отогнуты на ее поверхность и прижаты к ней (фиг.23). Такое выполнение модуля обеспечивает большую остроту зубцов 42 (игл).
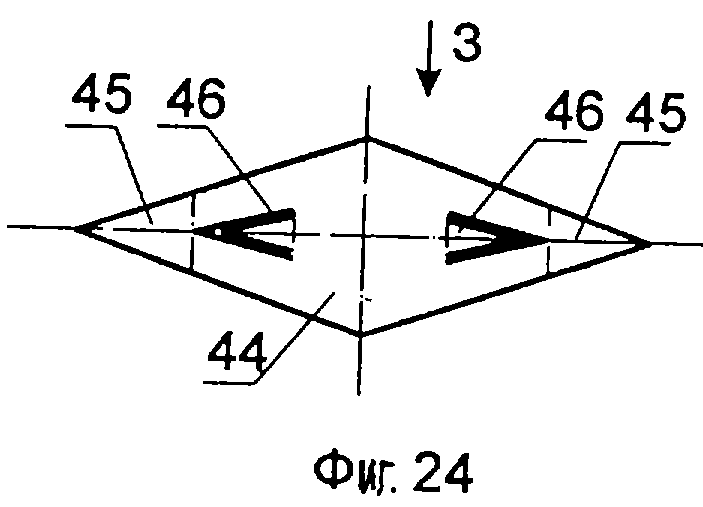
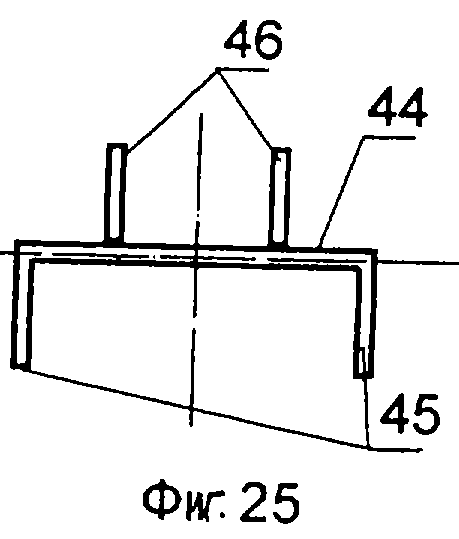
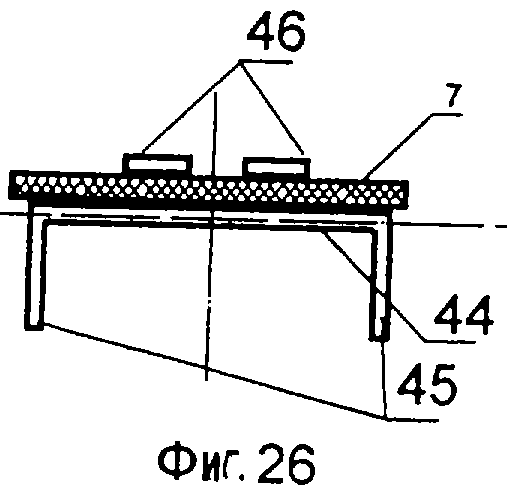
Модуль с головкой 44 выполнен в виде ромба (фиг.24), а иглы или крепежные элементы - в виде треугольных зубцов 45, образованных отогнутыми под прямым углом двумя остроугольными его вершинами (фиг.25). Зубцы 46 выполняют, например, функцию игл, функцию же крепежных элементов выполняют, например, два треугольных зубца 46, вырубленных в теле головки 44 и отогнутых под прямым углом от нее. Зубцы 46 пропущены сквозь основу 7 аппликатора, отогнуты на ее поверхность и прижаты к ней (фиг.26). Модуль с головкой 44 подобен по своим свойствам и технологии изготовления модулю с головкой 40.
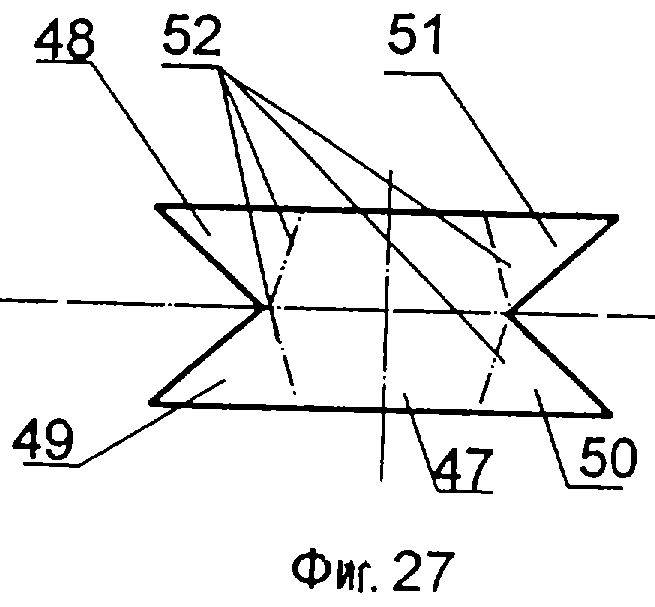
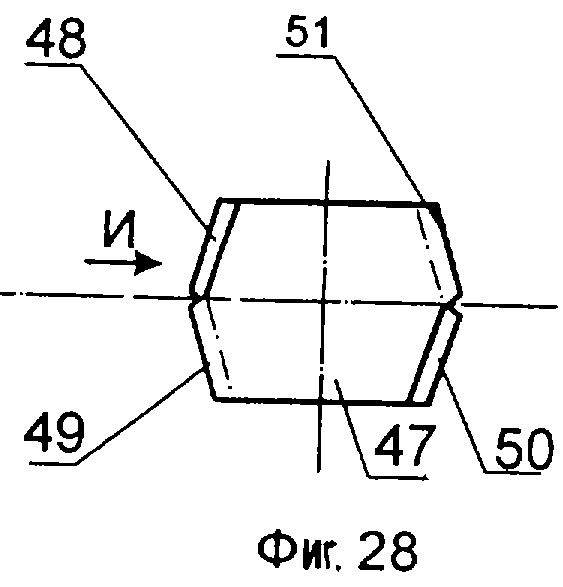
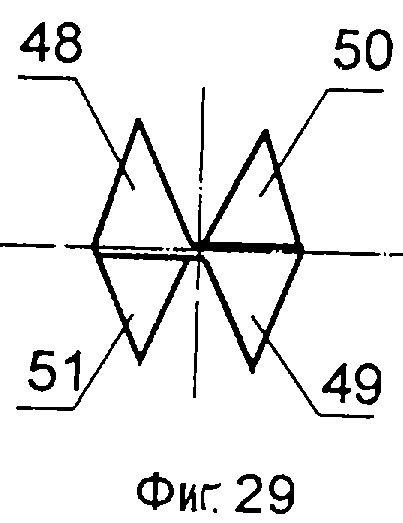
Модуль с головкой 47 выполнен в виде прямоугольника (фиг.27-29), а иглы и крепежные элементы - в виде треугольных зубцов 48-51, образованных треугольными лучами, которые выступают с двух противоположных сторон прямоугольника с расположением их основ 52 на этих сторонах вплотную одна к другой и направлением остриев зубцов наружу от головки 47, причем два расположенных по одной диагонали зубца 48 и 50 отогнуты по линиям сгиба 52 в одну сторону, а два расположенных по другой диагонали зубца 49, 51 - в другую (фиг.28, 29). Если все зубцы 48-51 отогнуть в одном направлении, то они бы при пропускании их всех сквозь основу 7 аппликатора разрезали ее в местах расположения зубцов 48-51, кроме того, было бы необходимо выполнять дополнительные зубцы, которые выполняли бы функцию крепежных элементов, например, в виде вырубленных на расстоянии от периферии головки 47 зубцов.
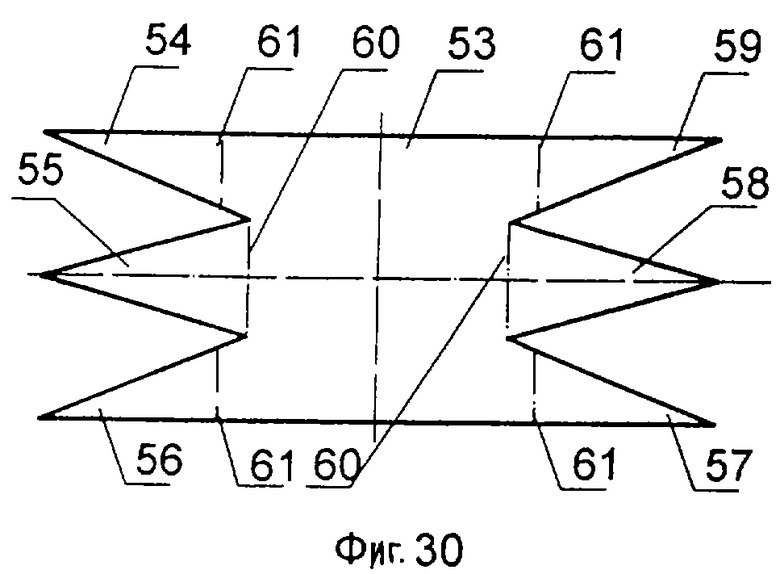
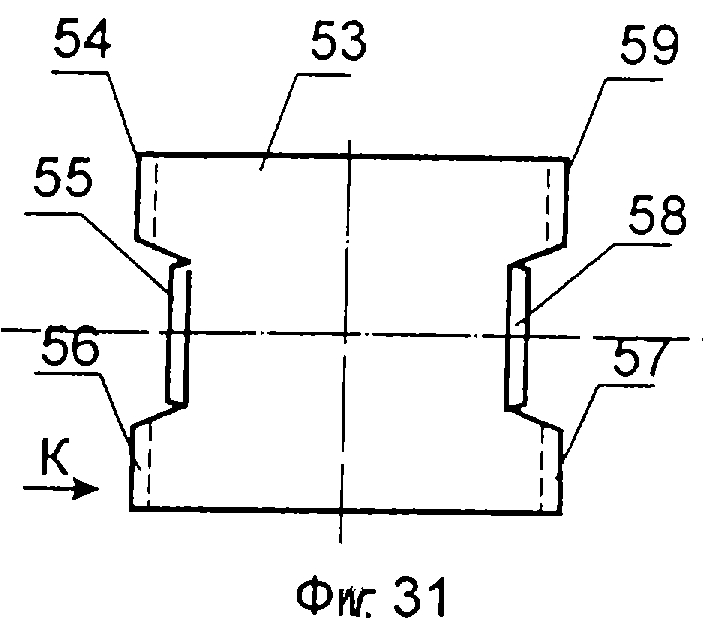
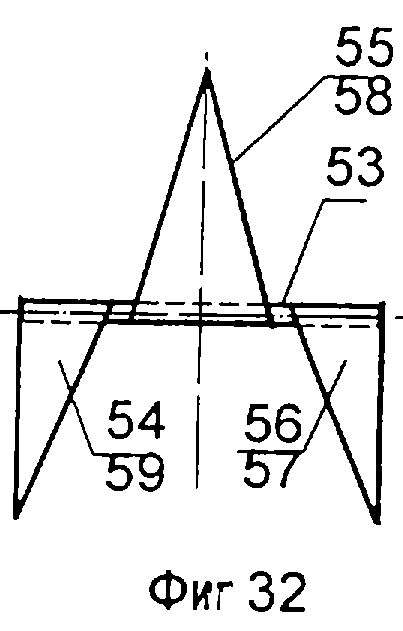
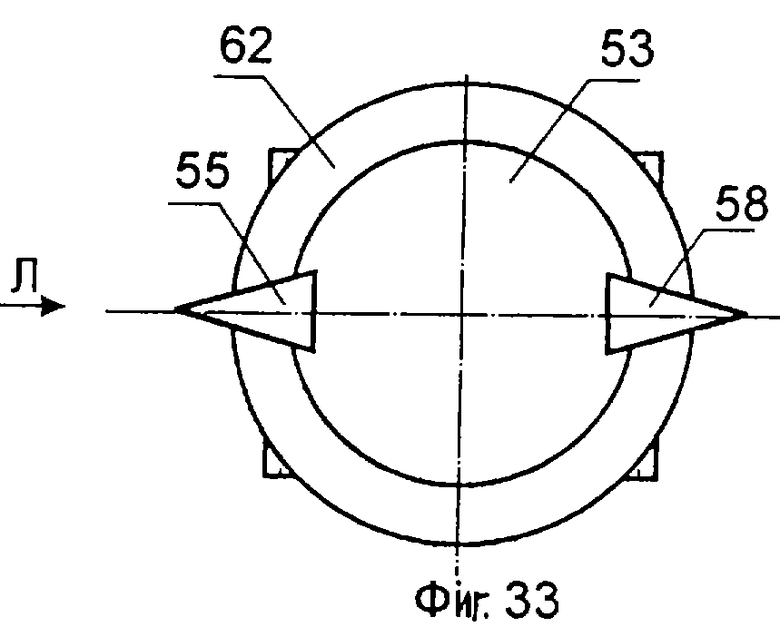
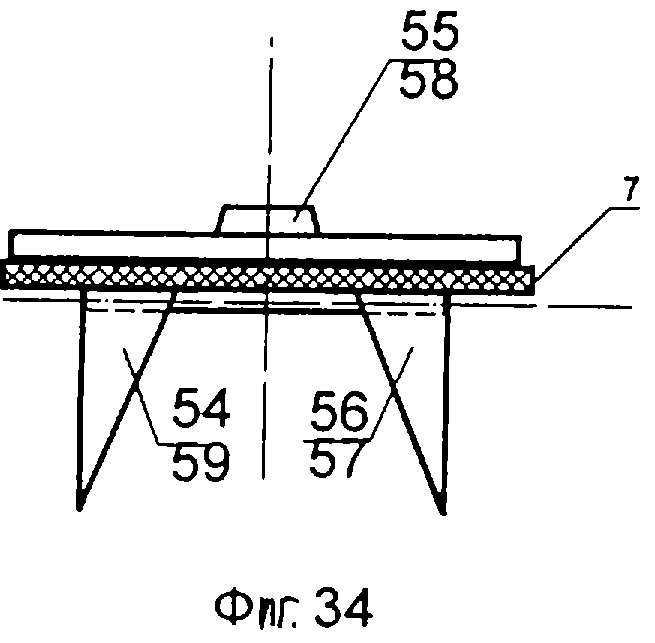
На сторонах прямоугольной головки 53 (фиг.30-32) может быть выполнено по три зубца 54-59, из которых центральные зубцы 55 и 58 отогнуты по линиям сгиба 60 в одну сторону, а крайние 54, 56, 57 и 59 - по линиям сгиба 61 в другую. Центральные зубцы 55 и 58 (крепежные элементы) (фиг.33, 34) пропущены сквозь основу 7 аппликатора и отверстие в шайбе 62, отогнуты на поверхность шайбы 62 и прижаты к ней. Зубцы 54, 56, 57 и 59 выполняют функцию игл.
Аппликаторы с вышеописанными модулями работают таким же образом, что и аппликаторы с модулями, изображенными на фиг.1-4, 7.
Модуль с головкой 63 (фиг.35) выполнен с четырьмя зубцами 64-67, отогнутыми в одну сторону (фиг.36). Все зубцы 64-67 пропущены сквозь основу 7 аппликатора (фиг. 37), причем зубцы 66 и 67, выполняющие функцию крепежных элементов, отогнуты на поверхность основы 7 аппликатора, а зубцы 64 и 65 выполняют функцию игл.
Аппликатор с вышеуказанными модулями работает следующим образом.
Иглы 64, 65 передают усилия от нажима аппликатора на тело пользователя на головки 63 модулей, а последние - на крепежные элементы 66, 67, нагружая их изгибающими моментами, что обусловливает недостаточную надежность и долговечность модулей.
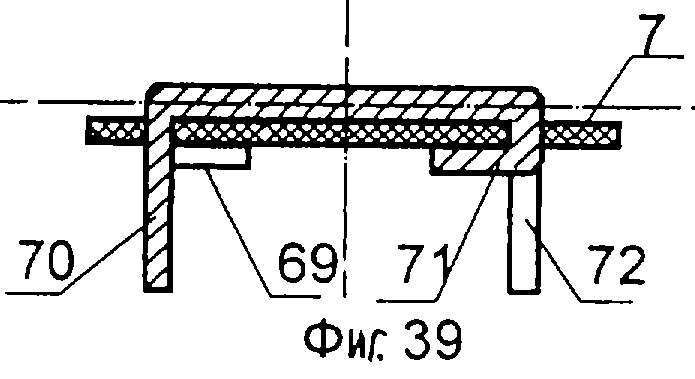
Головка 68 (фиг.38) выполнена с четырмя зубцами 69-72, отогнутыми в одну сторону, причем зубцы 69 и 70, а также зубцы 71 и 72 расположены с промежутками между их основами 73. Все зубцы 69-72 пропущены сквозь основу 7 аппликатора, причем зубцы 70 и 72 (иглы) остаются неотогнутыми, а зубцы 69 и 71 (крепежные элементы) отогнуты на поверхность основы 7 аппликатора (фиг.39).
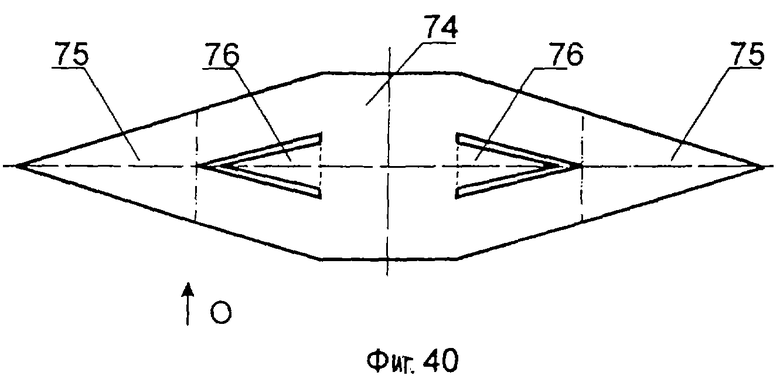
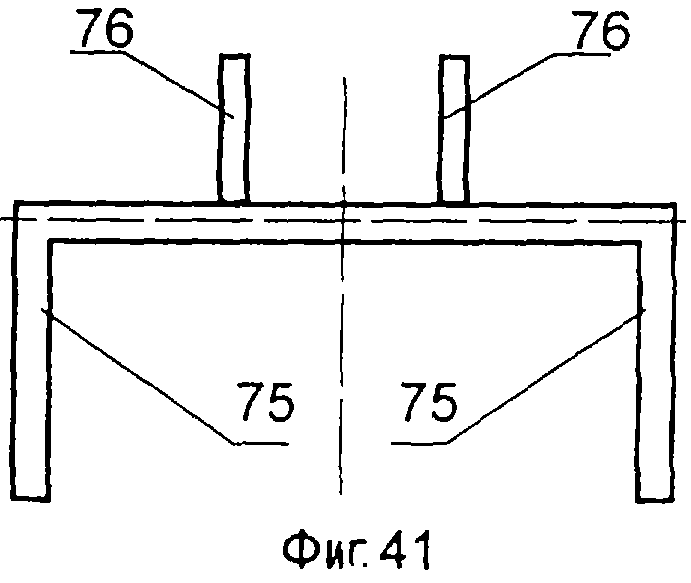
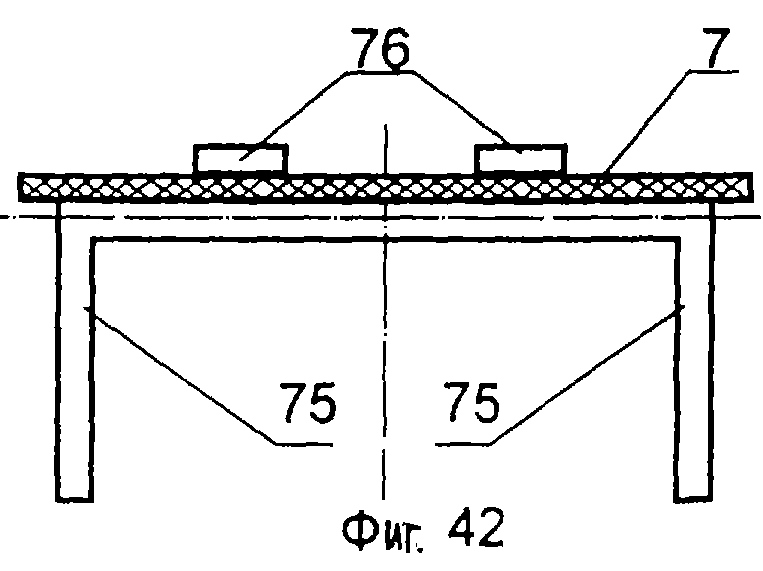
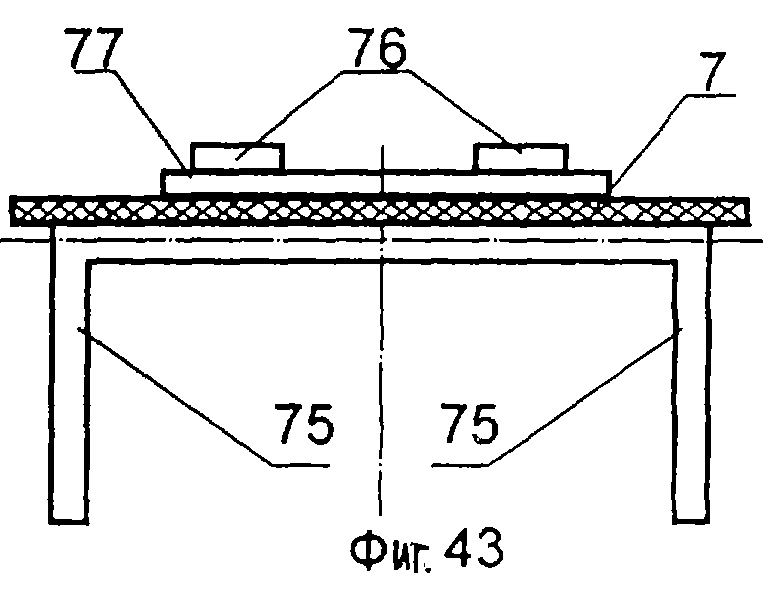
Модуль с головкой 74 выполнен в форме ромба (фиг.40, 41), а иголки - в виде треугольных зубцов 75, образованных отогнутыми под прямым углом двумя остроугольными его вершинами. Функцию крепежных элементов выполняют два треугольных зубца 76, вырубленных в теле головки 74 и отогнутых под прямым углом от нее в противоположном зубцам 75 направлении. Зубцы 76 пропущены сквозь основу 7, отогнуты на ее поверхность и прижаты к ней (фиг.42). Между зубцами 76 и основой 7 аппликатора может быть установлена шайба 77 (фиг.43).
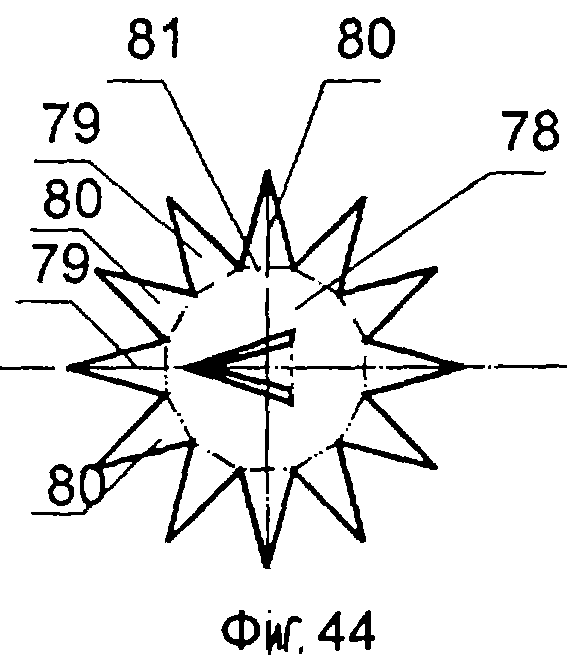
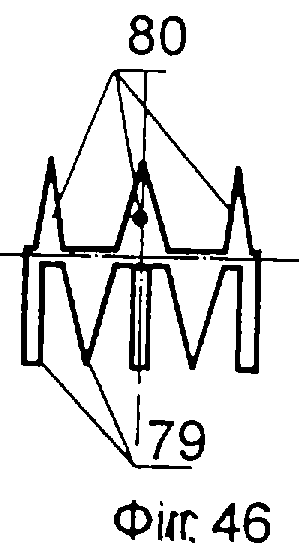
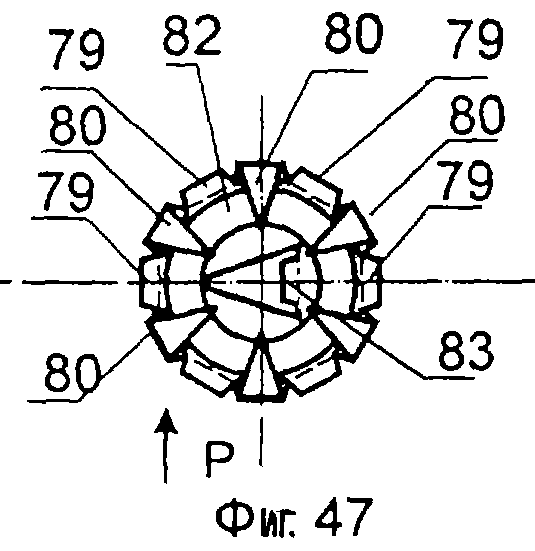
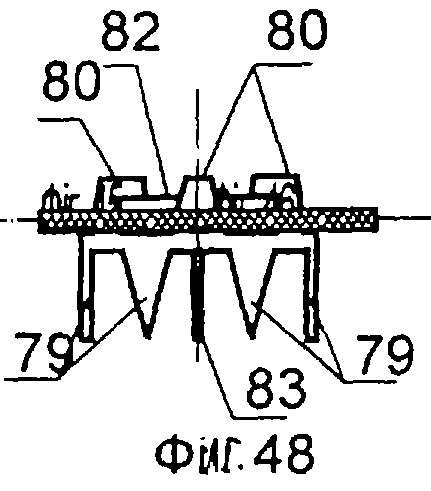
Модуль с головкой 78 (фиг.44) выполнен в форме круга, а иглы и крепежные элементы - в виде треугольных зубцов 79, 80, образованных лучами, которые выступают с периферии головки 78 с расположением их основ 81 по этой периферии вплотную одна к другой. Зубцы 79, 80 отогнуты от головки 78 в противоположных направлениях через один зубец. Зубцы 80 (крепежные элементы) отогнуты на поверхность основы 7 аппликатора (фиг.47, 48), а зубцы 79 (иглы) остаются неотогнутыми, причем между зубцами 80 и основой 7 установлена шайба 82. В головке 78 вырублен еще один зубец 83 (игла).
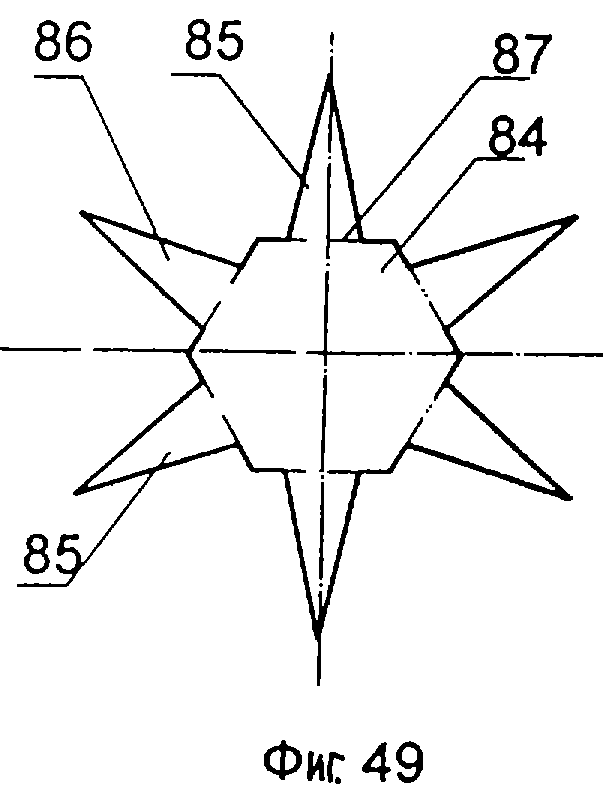
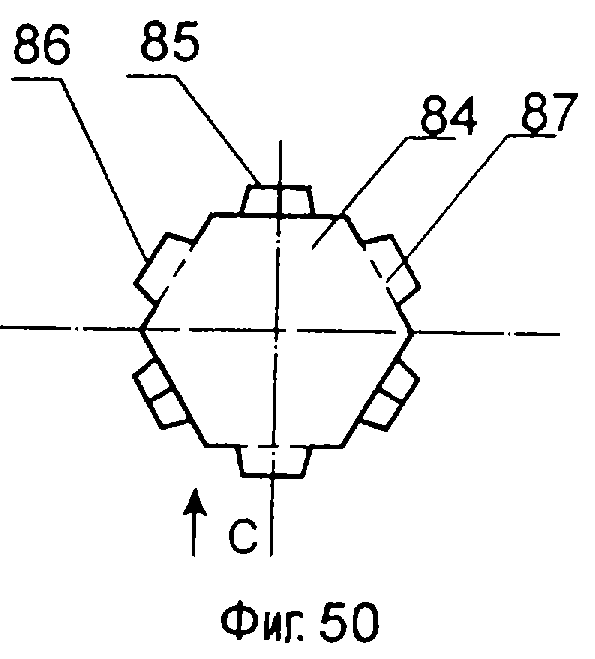
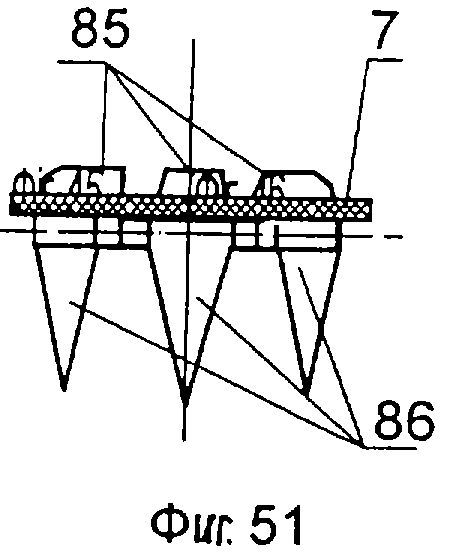
Модуль с головкой 84 выполнен в форме правильного многоугольника (фиг. 49), а иглы и крепежные элементы - в виде треугольных зубцов 85, 86, образованных лучами, которые выступают со сторон головки 84 с расположением их основ 87 по центральным участкам этих сторон. Зубцы 85, 86 отогнуты от головки 84 в противоположных направлениях через один зубец (фиг.50). Зубцы 85 (крепежные элементы) пропущены сквозь основу 7 аппликатора, отогнуты на ее поверхность и прижаты к ней (фиг.51), а зубцы 86 (иглы) остаются неотогнутыми.
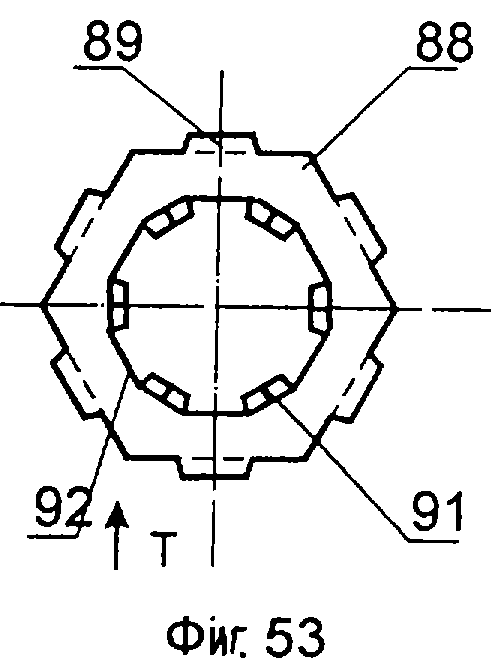
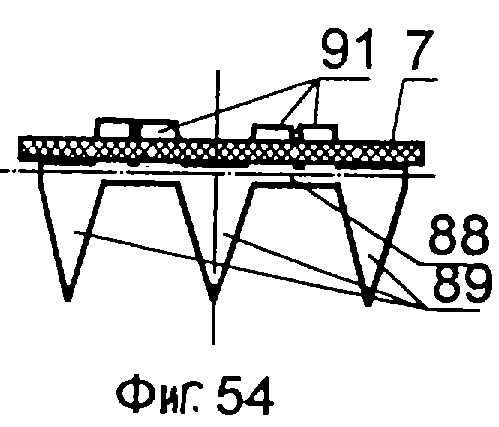
Модуль с головкой 88, выполненный в форме правильного многоугольника (фиг. 52), может быть оснащен вместе с зубцами 89, выполненными по центральным участкам 90 любого по бокам многоугольника, также зубцами 91, образованными лучами, которые выступают из центрального круга 92 остриями в направлении центра головки 88. Зубцы 91, которые выполняют функцию крепежных элементов, отогнуты от головки 88 в одном направлении (фиг.53), а зубцы 89, которые выполняют функцию игл, - в противоположном. Зубцы 91 (крепежные элементы), пропущенные сквозь основу 7 аппликатора (фиг.54), отогнуты на ее поверхность и прижаты к ней (фиг.54), а зубцы 89 (иглы) остаются неотогнутыми.
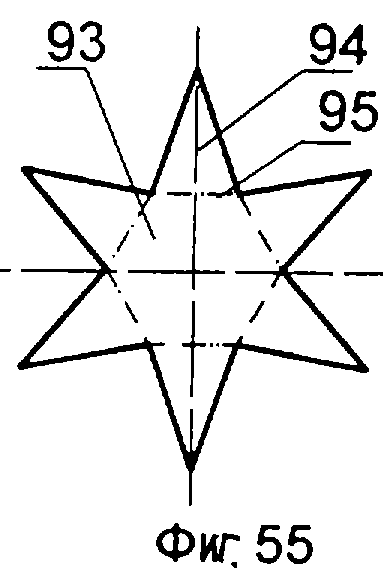
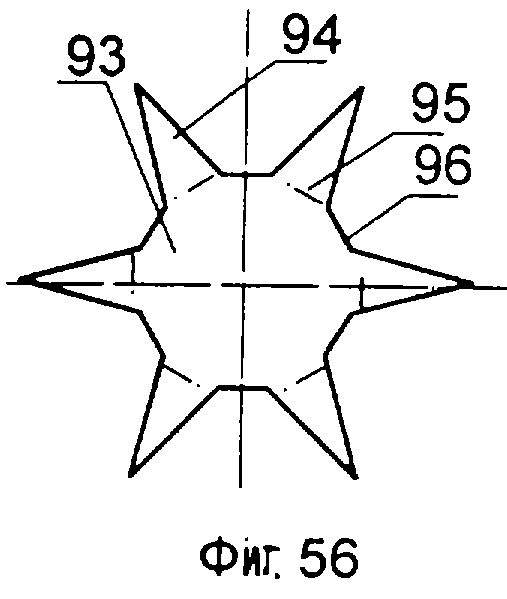
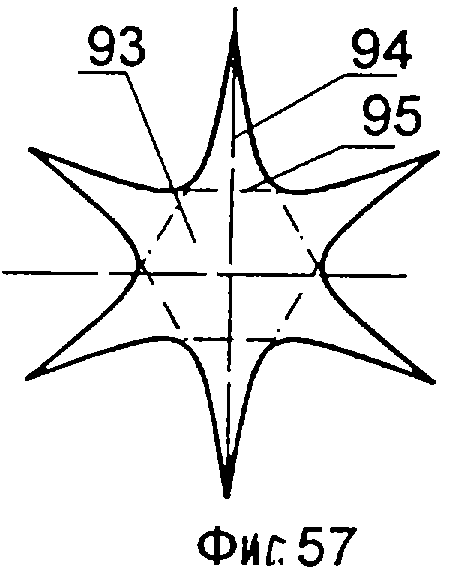
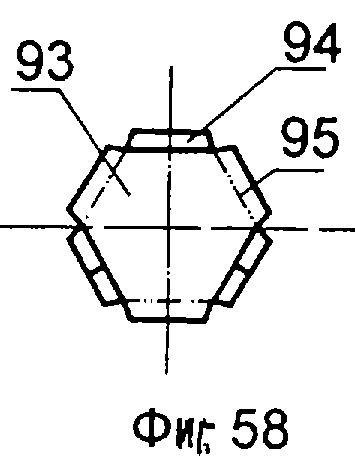
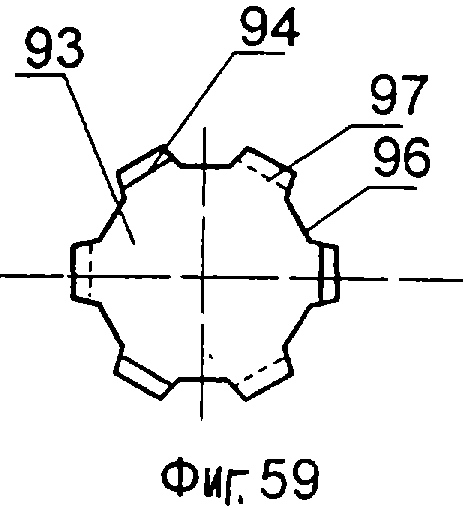
Модуль с головкой 93 выполнен в форме звезды (фиг.55-57), например, с шестью лучами 94, расположенными своими основами 95 вплотную один к другому (фиг. 55), или с промежутками 96 между ними (фиг.56, 57), а иглы и крепежные элементы - в виде треугольных зубцов, образованных этими лучами, отогнутыми от головки 93 под прямым углом в противоположных направлениях через один зубец (фиг.58). Треугольные зубцы могут быть также отогнуты (фиг.59) своими концами по линиям сгиба 97. Установка этих модулей на основу аппликатора подобна описанным выше.
Каждый из описанных выше модулей может быть оснащен дополнительными иглами в виде вырубленных в теле головки на расстоянии от ее периферии треугольных зубцов.
При использовании любого из описанных выше модулей между основой аппликатора и пропущенными сквозь нее зубцами может быть установлена шайба.
Аппликаторы с вышеописанными модулями работают таким же образом, что и аппликаторы с модулями, изображенными на фиг.1-4, 7.
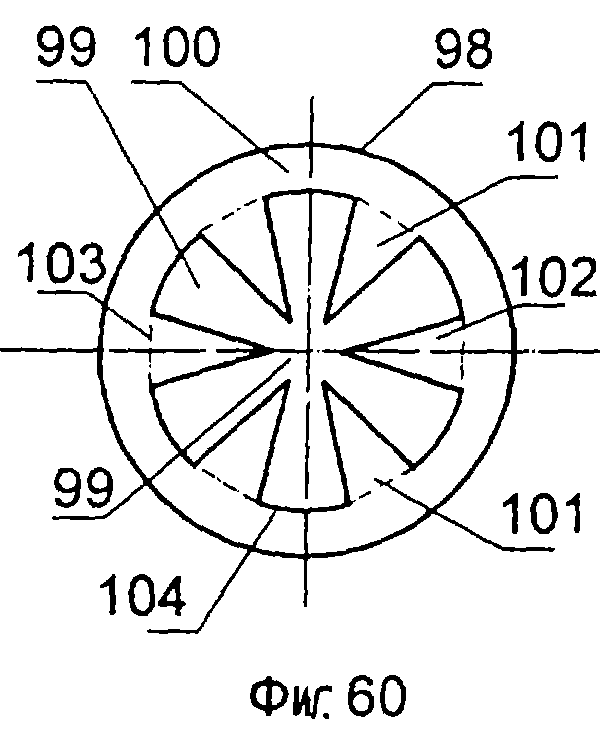
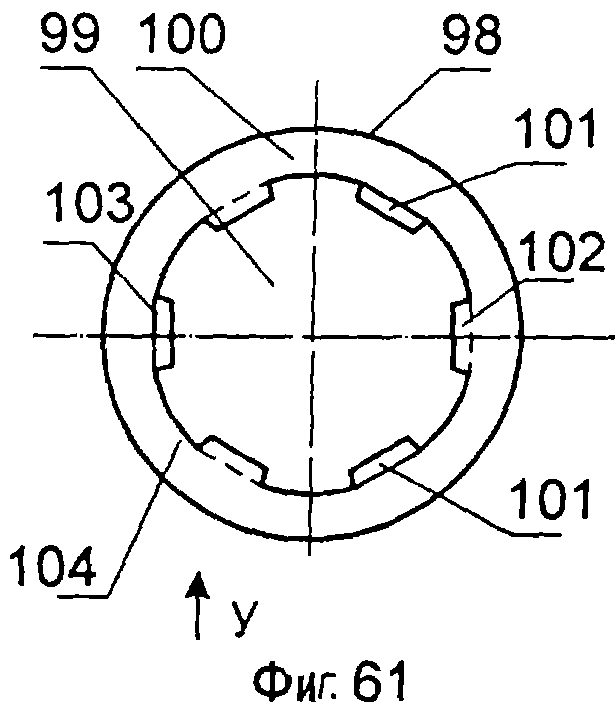
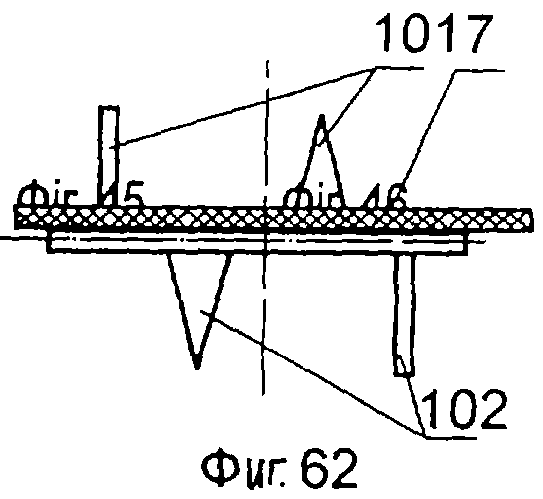
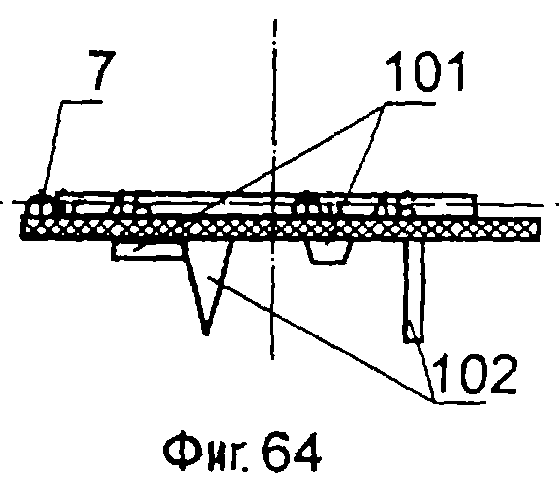
Модуль с головкой 98 выполнен в форме круга (фиг.60) с центральным круговым отверстием 99 с образованием между периферией головки 98 и отверстием 99 узкой перемычки 100, причем по периметру отверстия 99 выступают остриями к центру головки 98 треугольные зубцы 101 и 102 с расположением основ 103 зубцов по периметру отверстия с промежутками 104. Зубцы 101 и 102 отогнуты (фиг.61) от головки 98 под прямым углом в противоположных направлениях. Зубцы 101 (крепежные элементы) пропущены сквозь основу 7 аппликатора (фиг.62) и отогнуты на ее поверхность. Зубцы 101 и 102 могут быть также отогнуты в одном направлении (фиг.63) и пропущены сквозь основу 7 аппликатора, причем зубцы 101 (крепежные элементы) отогнуты на поверхность основы 7 с той стороны, где находятся зубцы 102 (иглы) (фиг.64).
Такое выполнение модулей обеспечивает большую густоту расположения игл и значительное количество крепежных элементов при сравнительно небольших размерах модулей и малой их массе.
Аппликатор с модулями, показанными на фиг.63, 64, работает таким образом. Благодаря промежуткам 103 между зубцами 101 и 102 иглы 102 и крепежные элементы 101, хотя и отогнуты в одом направлени и вместе пропущены сквозь основу 7 аппликатора, все же не разрезают полностью основу 7 благодаря наличию промежутков 104 между ними. Иглы 102 передают усилия от нажима аппликатора на тело пользователя на головки 98 модулей, а последние - на крепежные элементы 101, нагружая их изгибающими моментами, что обусловливает недостаточную надежность и долговечность модулей.
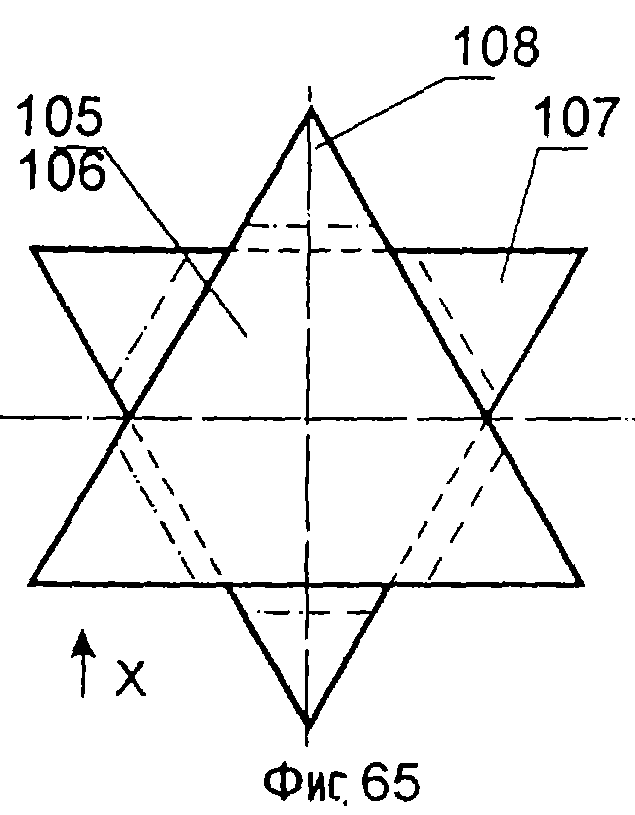
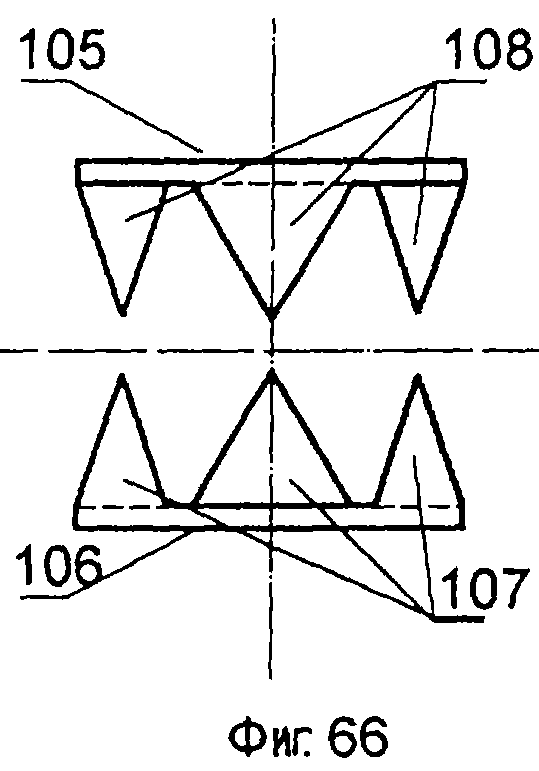
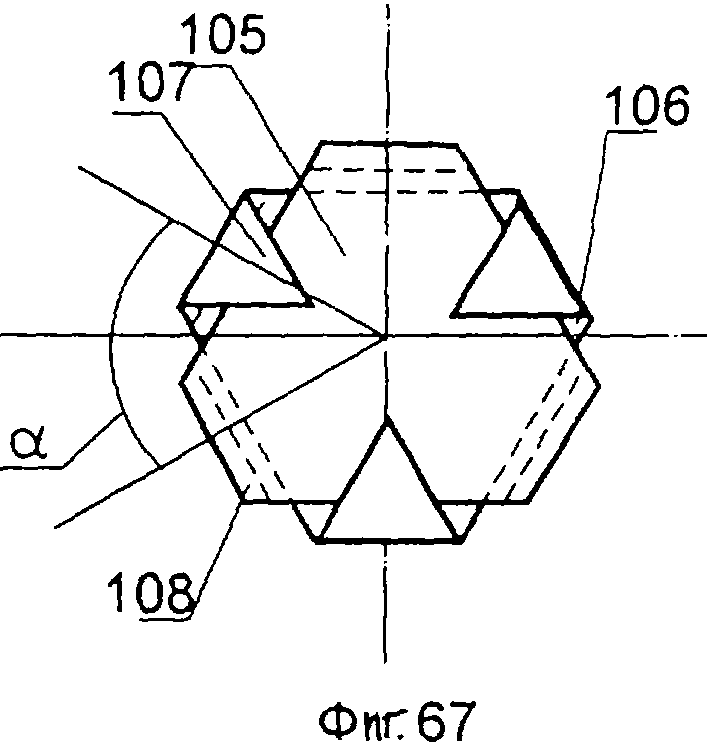
Каждый модуль может быть составлен из двух расположенных один над другим на противоположных поверхностях основы 7 аппликатора полумодулей с одинаковыми по форме и размерам головками 105 (фиг.65) и 106 в виде треугольников с отогнутыми под прямым углом к головкам 105 и 106 в одном направлении вершинами (фиг.66), которые образуют треугольные зубцы 107 и 108 (крепежные элементы и иглы соответственно). Один треугольник (головка 106) повернут в своей плоскости относительно другого (головки 105) под углом 60o (фиг.67), зубцы 107 и 108 пропущены сквозь основу 7 апликатора в противоположных направлениях (фиг.66, 67), причем зубцы 107 головки 106 отогнуты на поверхность головки 105, а зубцы 108 головки 105 не отогнуты и выполняют функцию игл (фиг.67).
Указанный вариант выполнения модульного аппликатора обеспечивает более жесткую связь модулей с основой 7 аппликатора. Полумодули взаимозаменяемы, то есть каждый полумодуль может нести на себt или иглы, или крепежные элементы, поскольку оба полумодуля изготавливают по одной и той же технологии, то есть изготовление модулей не отличается от изготовления их для аппликаторов, выполненных по первому варианту, формы исполнения которого показаны на фиг.1-4 и на фиг.8-82. Закрепление модулей на основе 7 аппликатора несколько сложнее, чем в аппликаторах, выполненных по первому варианту, поскольку необходимо установить два полумодуля в определенных положениях один относительно другого.
Аппликатор с указанными модулями работает следующим образом.
Полумодули с головками 105 и 106 размещают на противоположных поверхностях основы 7 аппликатора (фиг.65, 66) таким образом, чтобы один треугольник (головка106) был повернут в своей плоскости относительно другого (головки 105) под углом 60o, и пропускают крепежные элементы 107 головок 105 сквозь основу 7, после чего крепежные элементы 107 отгибают на поверхности головок 105. При нажиме аппликатора на тело пользователя иглы 108 передают усилия этого нажима на головки 106 полумодулей, а последние всей своей площадью передают их на основу 7 аппликатора. Таким образом, крепежные элементы 107 не нагружаются эксплуатационными усилиями, они только препятствуют отделению полумодулей от основы 7 и их колебаниям.
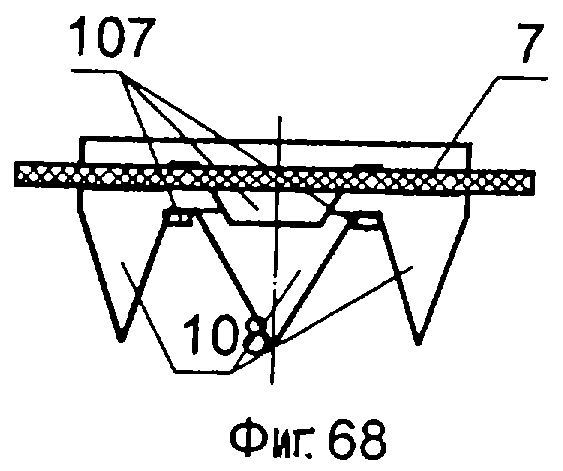
Через основу 7 аппликатора могут быть пропущены только зубцы 107 головки 105 (фиг.68). Они направлены остриями в том же направлении, что и зубцы 108 головки 106 и отогнуты на поверхность головки 105.
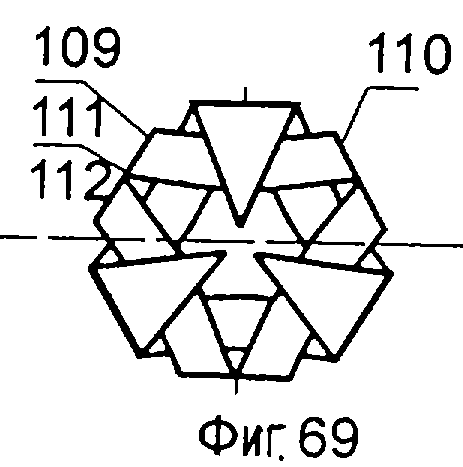
Головки 109 и 110 полумодулей могут быть выполнены в виде треугольников с криволинейными вогнутыми сторонами (фиг.69) и центральными отверстиями 111 и 112, что делает зубцы, выполняющие функцию игл, более острыми.
Выполнение полумодулей в виде треугольников обеспечивает более жесткую связь зубцов с телом головок, поскольку имеется более жесткая связь между полумодулями и, как следствие, более жесткая связь между модулями и основой аппликатора.
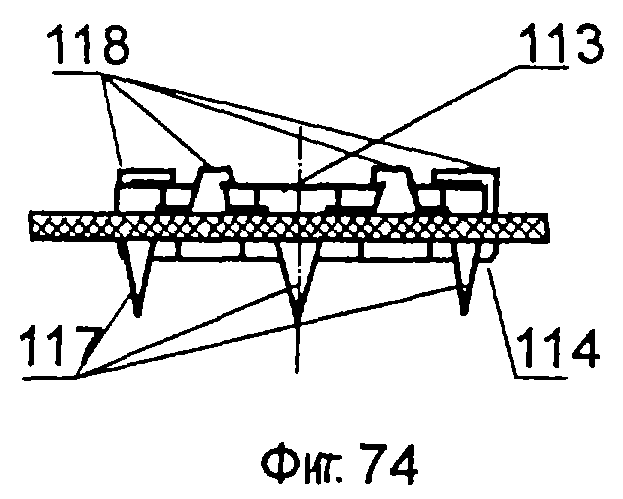
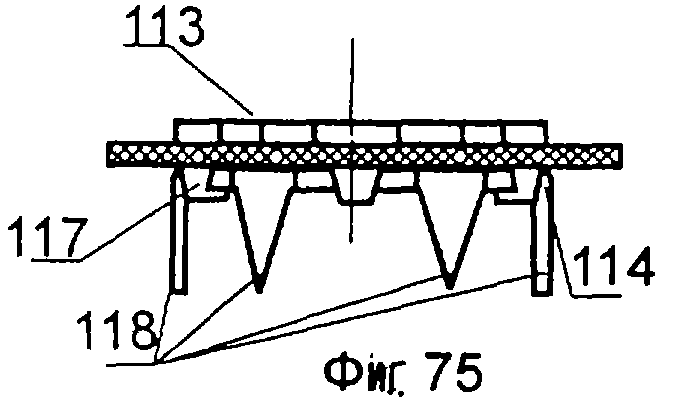
Головки 113 и 114 полумодулей могут быть выполнены в виде двух одинаковых по форме и размерам звезд, одна из которых выполнена с лучами 115, а вторая - с лучами 116 (фиг.70). Концы лучей 115 отогнуты под прямым углом в одном направлении с образованием треугольных зубцов 117, а концы лучей 116 также отогнуты под прямым углом в одном направлении с образованием треугольных зубцов 118 (фиг.71), причем головка 113 повернута в своей плоскости относительно головки 114 на угол 180o/n, где n - число лучей одной звезды, то есть в данном случае под углом 30o. Зубцы 117 и 118 пропущены сквозь основу 7 аппликатора в противоположных направлениях (фиг.72), причем зубцы 118 пропущены через промежутки между зубцами 117, а зубцы 117 - через промежутки между зубцами 118 и отогнуты на поверхность головки 113 (фиг.73, 74). Сквозь основу 7 аппликатора могут быть пропущены лишь зубцы 117 в направлении расположения остриев зубцов 118 и отогнуты на поверхность головки 114 (фиг.75). Такое выполнение модулей обеспечивает возможность увеличения густоты расположения игл и количества крепежных элементов.
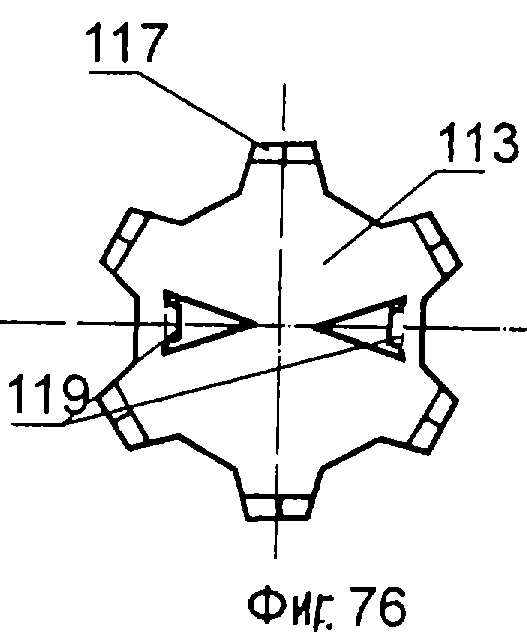
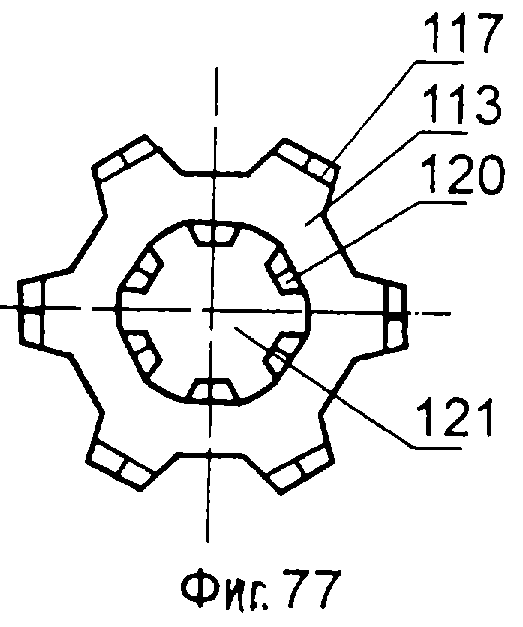
Один из полумодулей, в котором зубцы выполняют функцию игл, например полумодуль с головкой 114 на фиг.74 и 75, может быть оснащен двумя дополнительными иглами в виде треугольных зубцов 119, вырубленных в теле головки 113 на расстоянии от ее периферии и отогнутых под прямым углом от головки 113 (фиг.76), или шестью иглами в виде треугольных зубцов 120, выполненных в круговом отверстии 121 головки 113 (фиг.77), что еще более повышает густоту расположения игл и количество крепежных элементов.
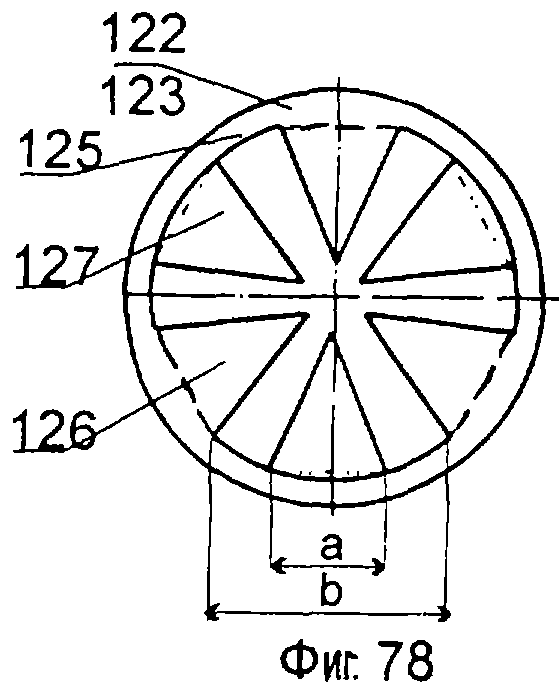
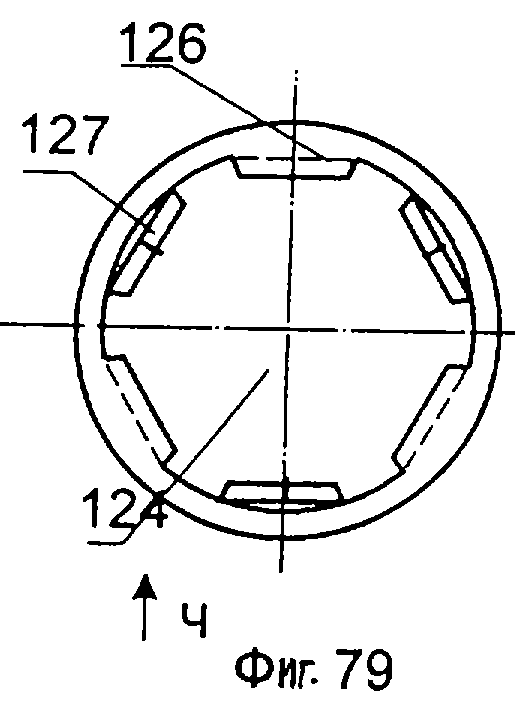
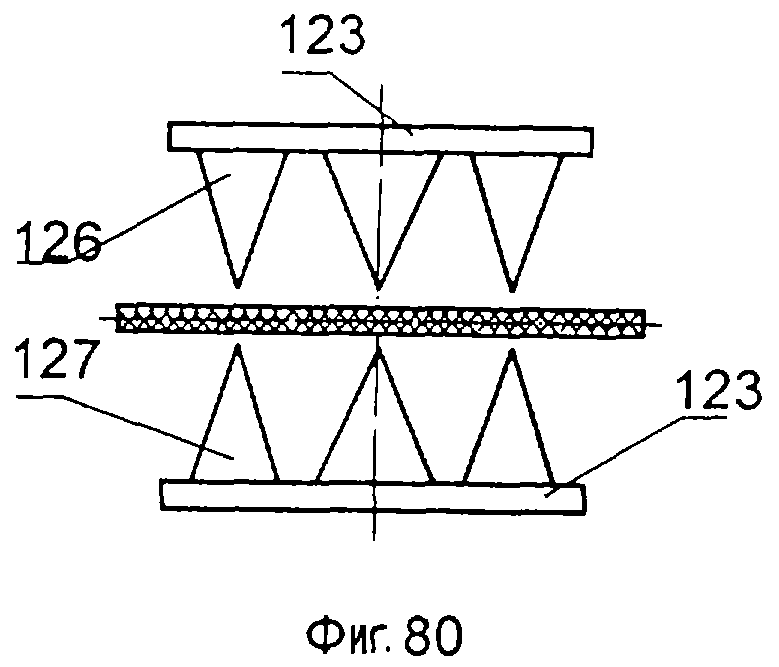
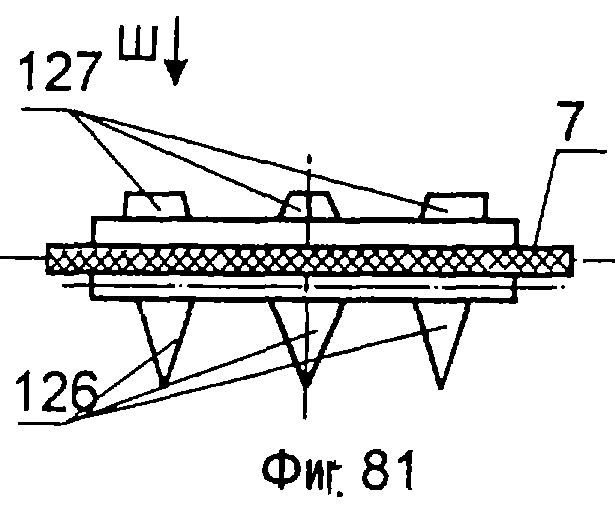
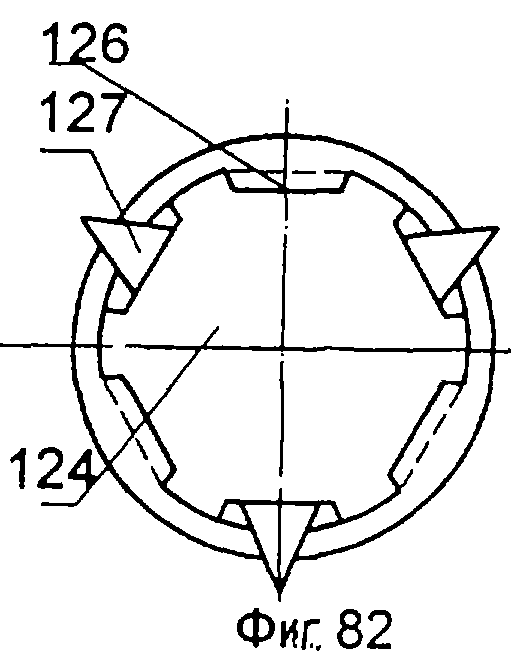
Каждый модуль может быть составлен из двух расположенных один над другим на противоположных поверхностях основы 7 аппликатора полумодулей с одинаковыми по форме и размерам круговыми головками 122 и 123 (фиг.78), каждая из которых выполнена с концентрическим ее периферии центральным круговым отверстием 124 с образованием между периферией головки и отверстием 124 узкой перемычки 125, причем по периметру центральных отверстий 124 в головках 122 и 123 выполнены по три выступающих по направлению к центру головок 122 и 123 треугольных зубца 126 и 127 соответственно с расположением основ а зубцов по периметру отверстия с промежутками b, большими по ширине основ а. Зубцы 126 и 127 отогнуты от головок 122 и 123 под прямыми углом (фиг.79), пропущены в противоположных направлениях сквозь основу 7 аппликатора и промежутки b между основами а зубцов 127 и 126 соответственно, причем зубцы 127 отогнуты на поверхность головки 122 и прижаты к ней (фиг.80-82). Головка 122 повернута в своей плоскости относительно головки 123 на угол 180o/n, где n - число зубцов каждого из кругов, то есть в данном случае на 60o.
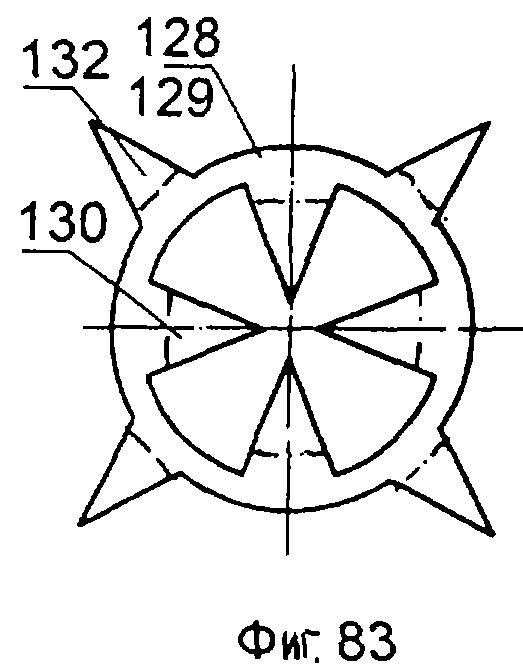
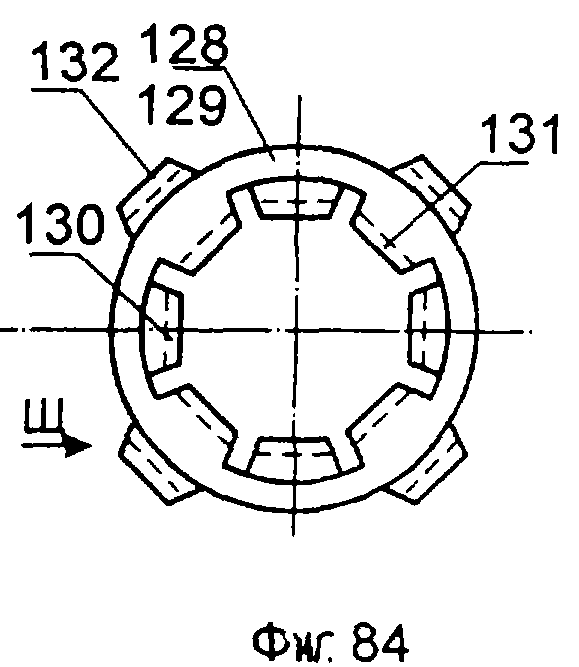
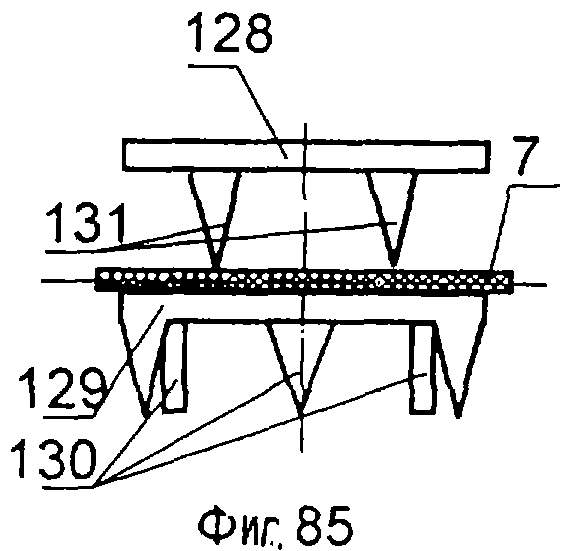
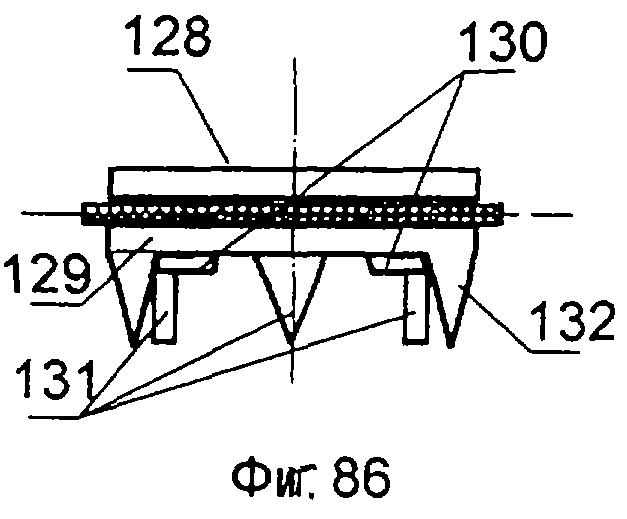
Модули с головками 128 и 129 могут быть выполнены с четырмя зубцами 130, 131 на каждой (фиг.83, 84). Зубцы 130 головки 128 пропущены сквозь основу 7 аппликатора (фиг. 85) и промежутки между зубцами 131 головки 129 и отогнуты на ее поверхность (фиг.86). Головка 129, зубцы 130 которой выполняют функцию игл, может быть оснащена дополнительными иглами в виде зубцов 132.
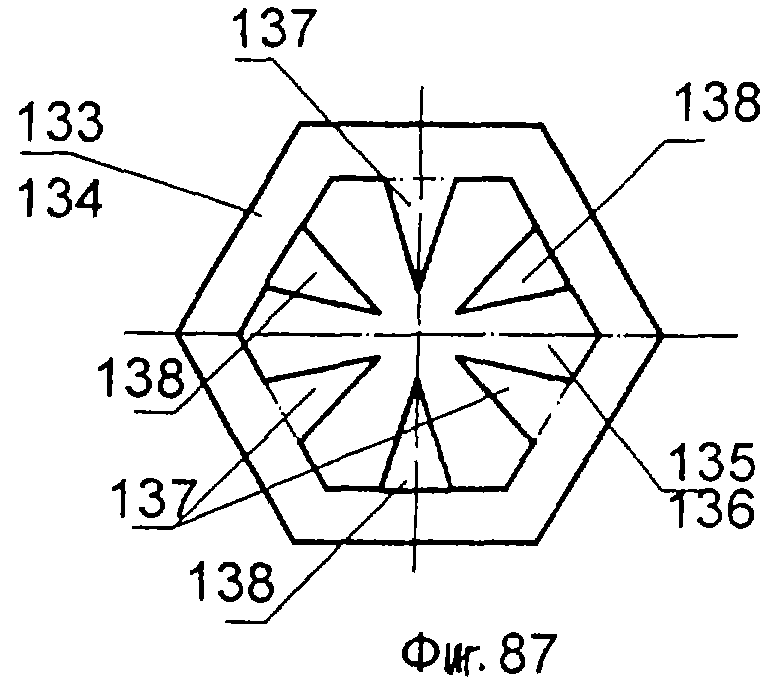
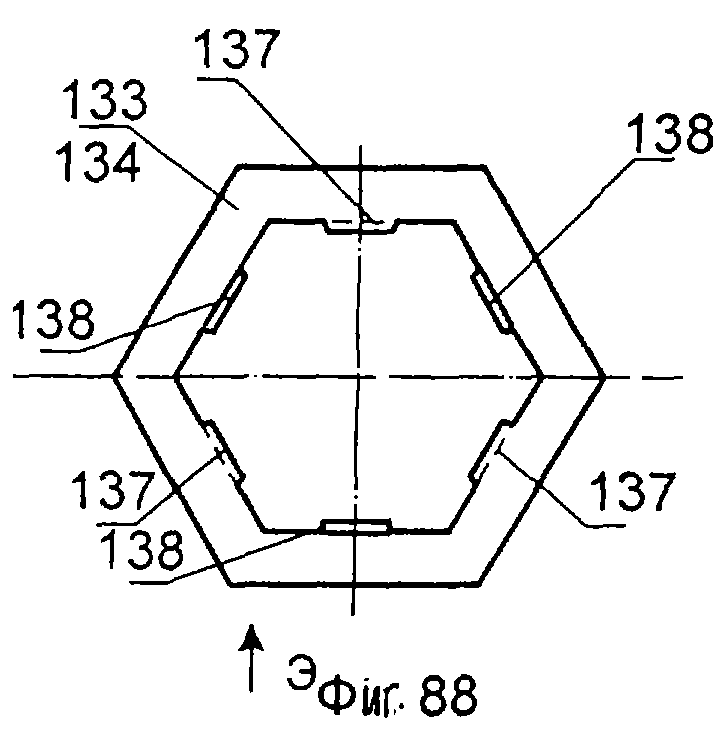
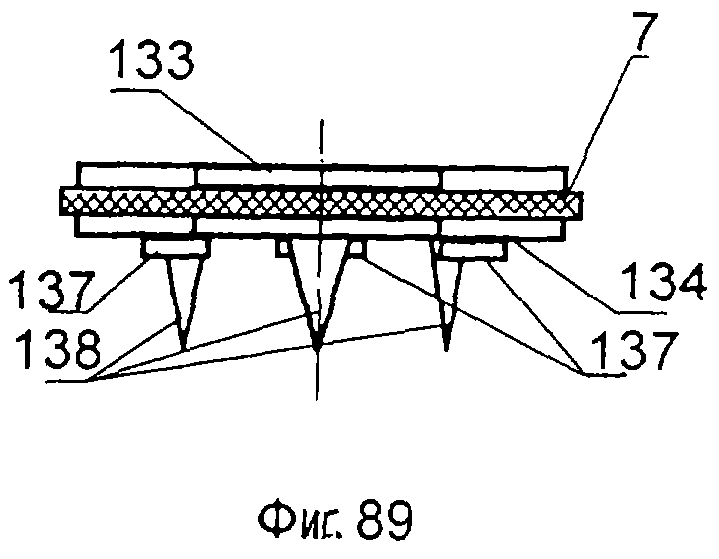
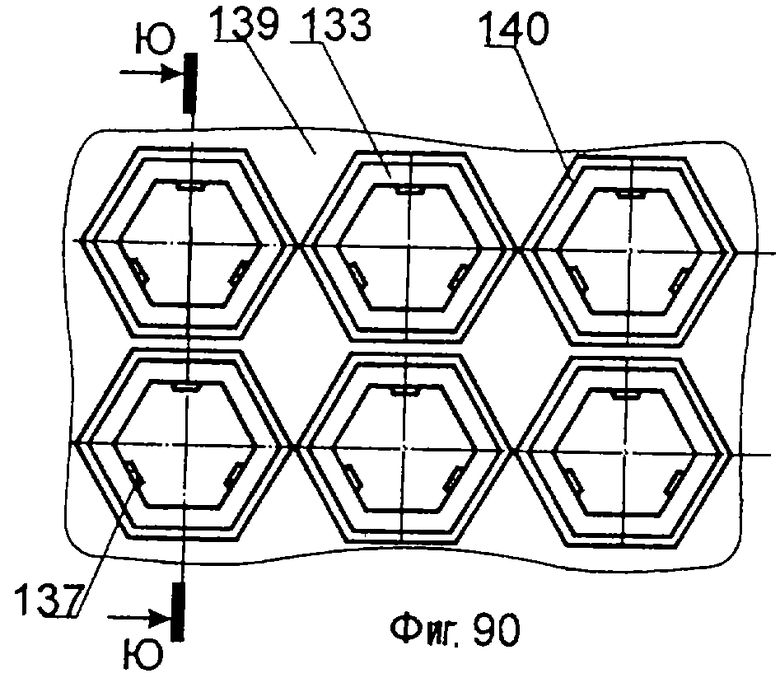
Головки 133, 134 (фиг.87) полумодулей могут быть выполнены в виде двух одинаковых по форме и размерам шестиугольников с шестиугольными центральными отверстиями 135, 136, оснащенных треугольными зубцами 137 и 138 соответственно, которые отогнуты от головок 133, 134 под прямым углом (фиг.88). Зубцы 137 (крепежные элементы) головки 133 пропущены сквозь основу 7 аппликатора (фиг. 89) и отогнуты на поверхность головки 134, зубцы 138 которой выполняют функцию игл.
Изображенные на фиг.77-89 формы выполнения модулей обеспечивают большую густоту расположения игл и значительное количество крепежных элементов при сравнительно небольших размерах модулей и малой их массе.
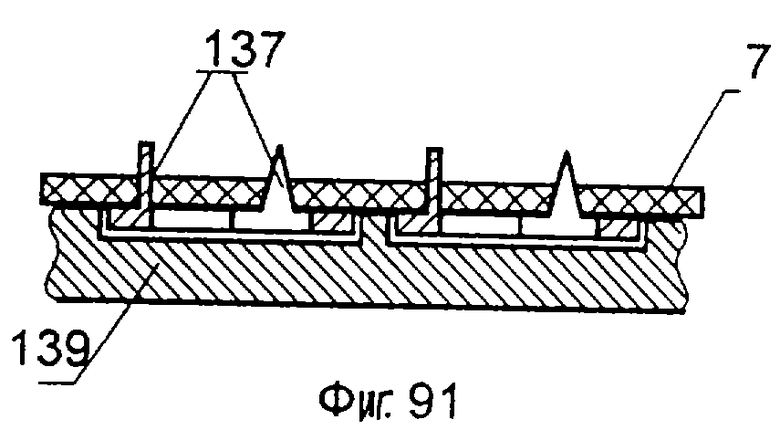
Полумодули, приведенные на фиг. 65-89, изготавливают так же, как описанные раньше модули, то есть вырубкой головок, вырубкой и отгибом зубцов или вырубкой головок и отгибом зубцов. Закрепление модулей, составленных из двух полумодулей, например модулей, изображенных на фиг.87-89, осуществляют с использованием двух матриц, одна из которых, 139, показана на фиг.90 и 91. В матрицах 139 выполнены отверстия 140 в соответствии с формой и размерами головок 133 полумодулей. Отверстия 140 расположены в матрицах 139 в соответствии с заданным расположением модулей на основе 7 аппликатора. Вторая матрица (не показана) выполнена одинаковой с матрицей 139. В ней установлены головки 134 полумодулей. В отверстия 139 устанавливают головки 133 остриями зубцов 137 вверх, на острия зубцов 137 накладывают основу 7 аппликатора и закрепляют ее кромки на матрице 139. Таким же образом в другую матрицу устанавливают головки 134, после чего матрицу 139 с головками 133 и основой 7 устанавливают остриями зубцов 137 вниз на другую матрицу, при этом основа 7 удерживает головки 133 в матрице 139, препятствуя выпадению головок 133 из отверстий 140 матрицы 139. Матрицу 139 перемещают под давлением в направлениb второй матрицы, благодаря чему зубцы 137 и 138 перемещаются навстречу друг другу, прокалывая основу 7. После контакта головок 133 и 134 с противоположными поверхностями основы 7 зубцы 138 головок 134 отгибают на поверхности головок 133, скрепляя полумодули между собой и закрепляя модули на основе 7.
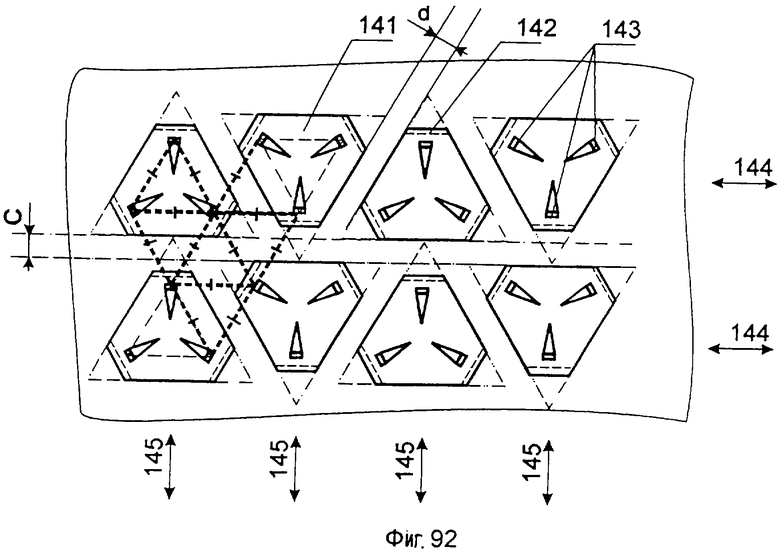
Модульный аппликатор (фиг. 92) составлен из основы 7 аппликатора и модулей с головками 141 в форме треугольников с крепежными элементами в виде треугольных зубцов 142, образованных отогнутыми вершинами треугольников, и иглами в виде трех треугольных зубцов 143 в каждой головке 141, вырубленных в ее теле и отогнутых под прямым углом в противоположном зубцам 142 направлении. Зубцы 142 пропущены сквозь основу 7 и отогнуты на ее поверхность. Головки 141 расположены на основе 7 параллельными рядами 144 и перпендикулярными этим рядам параллельными рядами 145, которые пересекаются с рядами 144. В рядах 144 каждые две смежные головки 141 расположены одна основой треугольника на линии, где другая головка расположена вершиной треугольника. Между рядами 144 предусмотрены промежутки с, а между смежными головками в ряду 144 - промежутки d. Величины промежутков c и d выбраны из условия, чтобы расстояния каждого из зубцов 143 (головок) до смежных были одинаковыми, что обеспечивает равномерную заполненность основы 7 аппликатора иглами 143, это видно из того, что иглы 143 расположены в вершинах равносторонних треугольников 146.
Наибольшую гибкость аппликатор имеет вокруг осей, расположенных в промежутках с.
Аппликатор в этой форме выполнения характеризуется большей, чем аппликатор, изображенный на фиг.7, густотой расположения игл, большими прочностью и жесткостью соединения модулей с основой 7, поскольку каждый модуль соединен с основой 7 тремя зубцами 142, прочнее и более жестко соединенными с головкой 141.
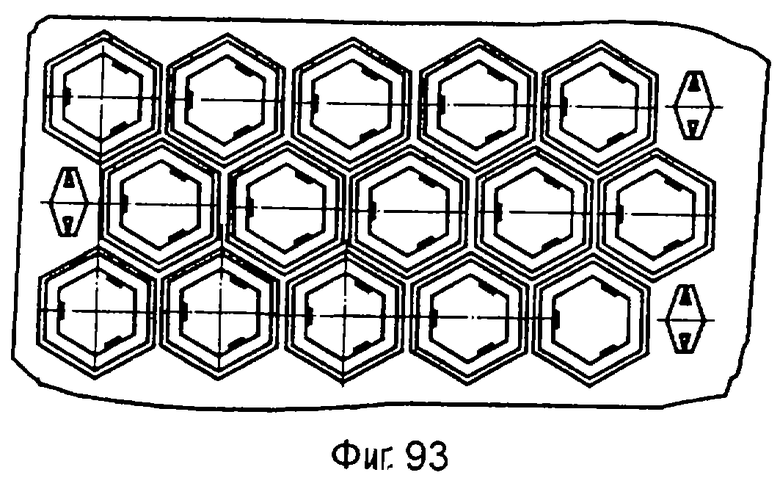
Модульный аппликатор (фиг.93) составлен из основы 7 и модулей с шестиугольными головками 147 с центральными шестиугольными отверстиями 148, крепежными элементами в виде трех треугольных зубцов 149, образованных отогнутыми треугольными выступами на сторонах отверстий 148, и иглами в виде трех треугольных зубцов 150 в каждой головке 147, вырубленных в ее теле и отогнутых под прямым углом в противоположном зубцам 149 направлении. Зубцы 149 (крепежные элементы) пропущены сквозь основу 7 и отогнуты на ее поверхность. Головки 147 расположены на основе 7 параллельными рядами 151 и перпендикулярными этим рядам параллельными рядами 152, которые пересекаются с рядами 151. По краям основы 7 установлены модули с головками 153 для заполнения иглами незаполненных иглами модулей 147 мест основы 7. Эти модули выполнены в форме ромбов с отогнутыми острыми вершинами 154, которые выполняют функцию крепежных элементов, и с вырубленными в теле головок 147 и отогнутыми от них треугольными зубцами 155, которые выполняют функцию игл. Такое расположение модулей обеспечивает равномерное заполнение иглами 150 и 155 всей площади основы 7, поскольку все иглы 150 и 155 расположены по вершинам равносторонних треугольников 156.
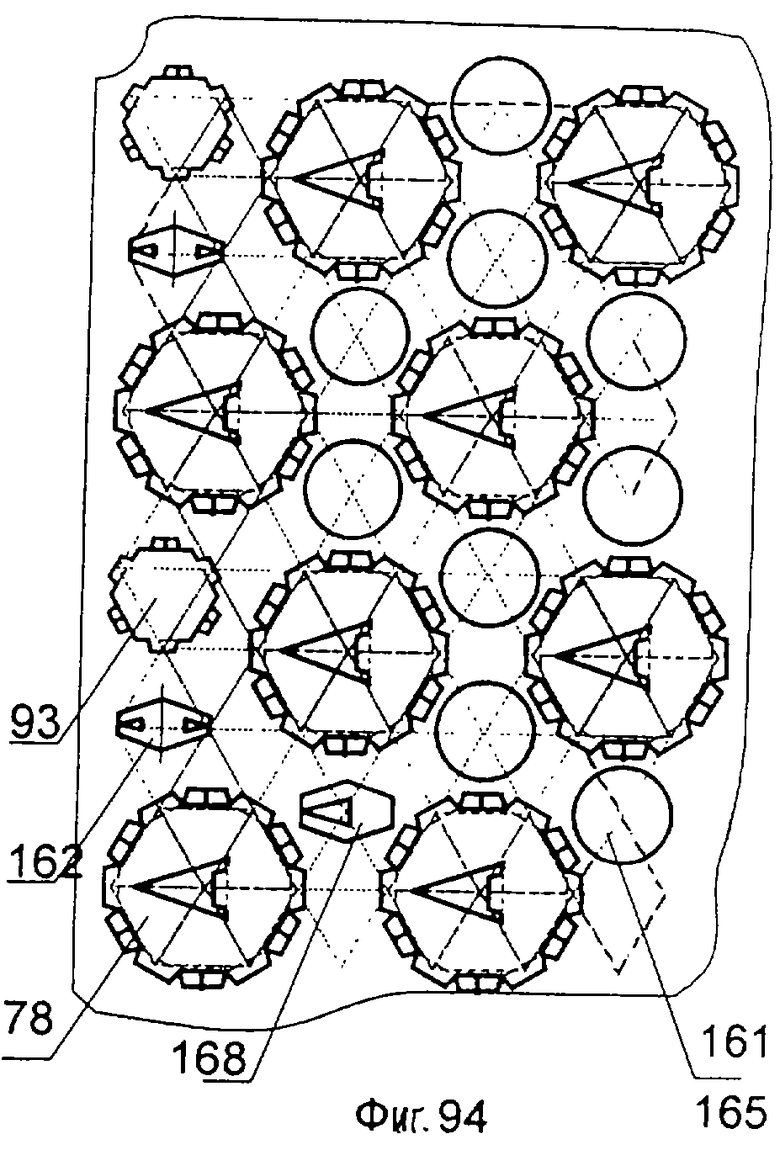
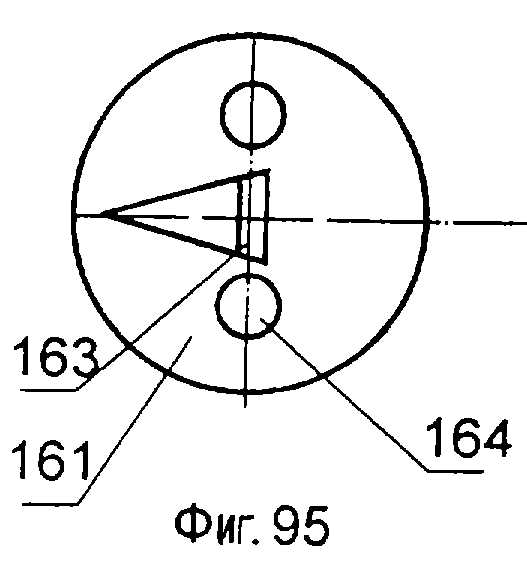
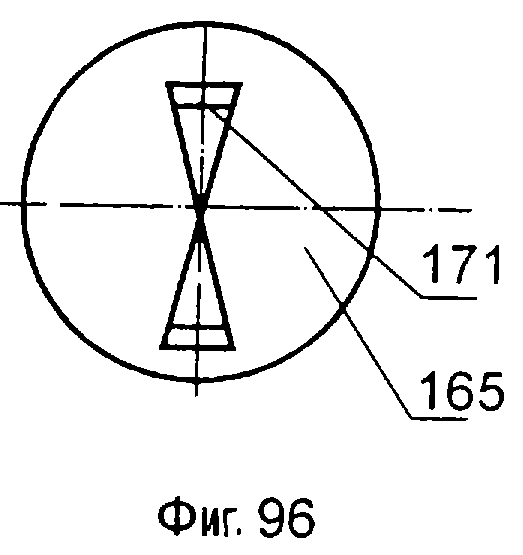
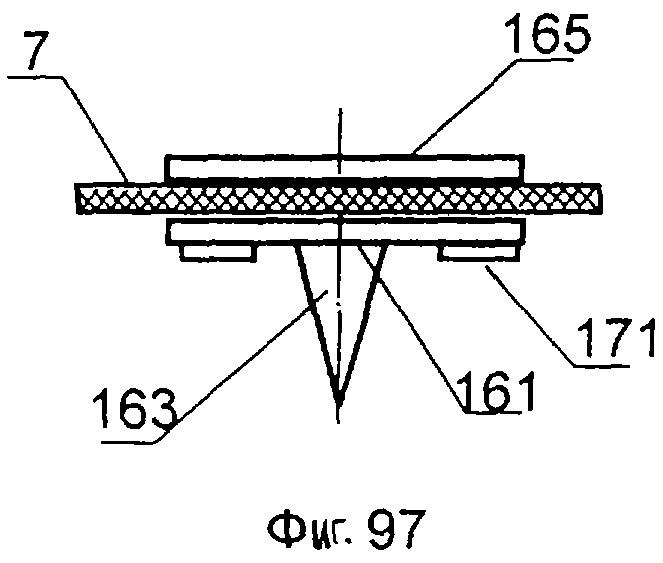
Модульный аппликатор (фиг.94) содержит основу 7 и модули, составленные из полумодулей с круглыми головками 157, одни из которых имеют иглы 158 в виде нескольких треугольных зубцов, образованных отогнутыми треугольными выступами на периферии головок 157 и отогнутых от нее, и иглы 159 в виде треугольных зубцов по одному в каждой головке 157, вырубленных в теле головок 157 и отогнутых от них под прямым углом в одинаковом с иглами 158 направлении. Другие полумодули имеют крепежные элементы 160, которые пропущены сквозь основу 7 и отогнуты на поверхности сопряженных полумодулей, расположенных на противоположной поверхности основы 7. Головки 157 расположены на основе 7 параллельными рядами, которые пересекаются один с другим. По краям основы 7 и между указанными модулями установлены модули с круглыми головками 161 и ромбовидными головками 162 для заполнения иглами незаполненных иглами модулей 157 мест основы 7. Одни из полумодулей с круглой головкой 161 (фиг. 95-97) выполнены каждый с иглой 163 в виде вырубленного в теле головки 161 и отогнутого от нее треугольного зубца и с двумя отверстиями 164 для крепежных элементов 165 сопряженного полумодуля, выполненных в виде вырубленных в теле головки 161 двух треугольных зубцов, пропущенных сквозь основу 7 и отверстия 164 и соединяющих оба полумодуля. Модули с ромбовидными головками 162 выполнены с отогнутыми острыми вершинами, которые выполняют функцию игл 166, и с вырубленными в теле головок 162 и отогнутыми от них треугольными зубцами, которые выполняют функцию крепежных элементов 167.
Следует отметить, что все вышеуказанные геометрические фигуры (треугольники, круги, многоугольники, звезды), в форме которых выполнены модули и полумодули, могут быть не только правильными, но и неправильными.
Выбор той или другой формы выполнения модулей из числа выше приведенных зависит от нужной оптимальной комбинации нескольких параметров аппликатора: гибкости аппликатора, прочности и жесткости связи между основой аппликатора и зубцами, густоты расположения игл, равномерности, неравномерности или другого закона их распределения, сравнительных простоты или сложности технологий изготовления модулей и закрепления их на основе аппликатора. Нужная комбинация параметров аппликатора: его гибкости, прочности и жесткости связи между основой аппликатора и зубцами, густоты расположения игл, равномерности, неравномерности или другого закона их распределения, определяется сферой и условиями применения аппликатора, например, частью тела пользователя, для которой он предназначен. Например, круглые головки с одной иглой и одним крепежным элементом вблизи центра головки при шахматном их расположении обеспечивают равномерную заполненность аппликатора иглами и большую его гибкость, что делает аппликатор в особенности пригодным для проведения рефлексотерапии частей тела пользователя с криволинейными поверхностями с малыми радиусами кривизны, например конечностей. Но этот аппликатор имеет сравнительно малую густоту расположения игл и малую жесткость связи модулей с основой аппликатора. Круглые же или многоугольные головки с иглами и/или крепежными элементами на периферии и на расстоянии от нее обеспечивают максимальную и равномерную заполненность аппликатора иглами, а также большую жесткость связи модулей с основой аппликатора, но обусловливают меньшую его гибкость. Это делает целесообразным применение таких аппликаторов для проведения рефлексотерапии сравнительно плоских поверхностей тела пользователя, то есть спины, живота, груди.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕФЛЕКСОТЕРАПИИ | 2010 |
|
RU2464008C2 |
| Модуль аппликатора для рефлексотерапии | 2019 |
|
RU2716481C1 |
| ИГЛА ДЛЯ РЕФЛЕКСОТЕРАПИИ И АППЛИКАТОР | 2000 |
|
RU2195917C2 |
| Основа аппликатора для рефлексотерапии | 2020 |
|
RU2743331C1 |
| УСТРОЙСТВО ДЛЯ РЕФЛЕКСОТЕРАПИИ (ВАРИАНТЫ) | 2005 |
|
RU2304957C2 |
| Аппликатор для рефлексотерапии | 2019 |
|
RU2715614C1 |
| Основа игольчатого аппликатора для рефлексотерапии | 2019 |
|
RU2715670C1 |
| УСТРОЙСТВО ДЛЯ СТИМУЛИРОВАНИЯ РЕФЛЕКТОРНЫХ ТОЧЕК (ВАРИАНТЫ) | 2000 |
|
RU2252005C2 |
| КОМПЛЕКТ ЭЛЕМЕНТОВ МАССАЖНОГО ИППЛИКАТОРА | 2017 |
|
RU2666286C1 |
| Игла и аппликатор для рефлексотерапии | 2019 |
|
RU2734130C2 |




Изобретение может быть использовано в лечебных и спортивных учреждениях, а также в домашних условиях для рефлексотерапии. Модульный аппликатор содержит основу и закрепленные на ней модули, каждый из которых имеет головку по меньшей мере с одной перпендикулярной головке иглой. Модули выполнены металлическими, а каждый из них оснащен по меньшей мере одним крепежным элементом, выполненным за одно целое с головкой модуля и отогнутым от нее в одном с иглой или иглами направлении или в противоположном, причем каждый крепежный элемент или вместе с ним каждая игла пропущены сквозь основу аппликатора, а каждый крепежный элемент отогнут на ее поверхность. Крепежные элементы и иглы выполнены в виде треугольных зубцов. Изобретение предусматривает несколько геометрических форм модулей. Каждый модуль может быть также составлен из двух расположенных один над другим на противоположных поверхностях основы аппликатора и скрепленных между собою полумодулей, из которых один оснащен иглами, а другой - крепежными элементами в виде треугольных зубцов, выполненных за одно целое с головками полумодулей, расположенных с промежутками между ними и отогнутыми от головок, причем по меньшей мере зубцы одного полумодуля пропущены сквозь основу аппликатора и промежутки между зубцами второго полумодуля и отогнуты на поверхность последнего. Технический результат - возможность изготовления модулей более дешевым методом - штамповкой исключает необходимость в отдельных средствах - крепежных элементах, обеспечивает прочную связь игл и крепежных элементов с головками модулей и исключает их отламывание, позволяет выполнять модули менее массивными, иглы более тонкими и острыми, обеспечивает более комфортное восприятие действия игл пользователями, упрощает технологию закрепления модулей на основе аппликатора и позволяет ее механизировать, а также обусловливает возможность изготовления модулей из разных металлов и нанесения на модули разного рода прочных покрытий из различных материалов. 22 з.п. ф-лы, 99 ил.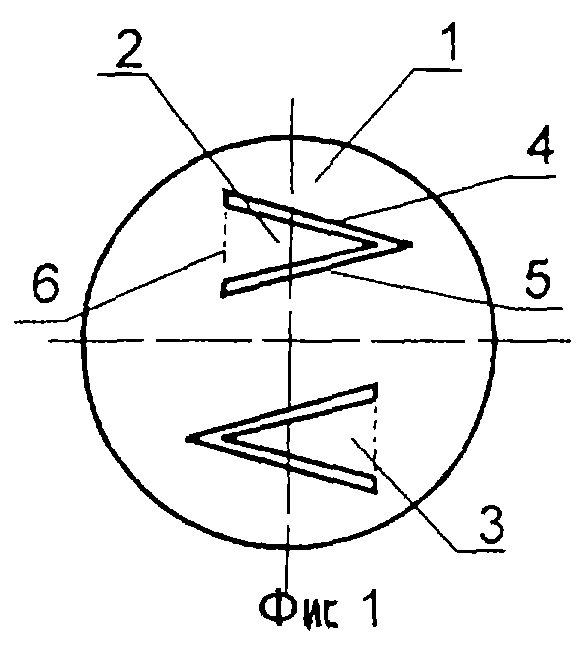
| SU 986422 А1, 07.01.1983 | |||
| Ипликатор (его варианты) | 1990 |
|
SU1797889A1 |
| АППЛИКАТОР | 1998 |
|
RU2146122C1 |
| Устройство для повышения работоспособности человека | 1989 |
|
SU1821186A1 |

