Изобретение относится к области изготовления алмазных режущих инструментов и касается, в частности, усовершенствования алмазных режущих элементов, которые могут быть использованы как режущие вставки в различных инструментах, например в инструментах для правки шлифовальных кругов, буровых коронках, резцах, а также в качестве режущих элементов в отрезных кругах, сверлах и т.п.
Известен способ изготовления алмазных режущих элементов из сверхтвердых материалов, при котором алмазные порошки, предварительно покрытые металлом, смешиваются с порошками твердого сплава, в частности с карбидом вольфрама и металлом, служащим связующим материалом, смесь нагревают до температуры 800-900oС и затем подвергают воздействию давления до 10 кбар. (1). В результате получается спек, содержащий до 50% об. алмаза. Первоначальный нагрев смеси, при котором происходит плавление связующего металла, исключает дробление алмазов при последующем ее прессовании при достаточно высоком давлении. Полученные спеки могут быть использованы, например, в режущих, шлифовальных и пилящих инструментах.
Однако при изготовлении режущего элемента по патенту требуются прессы высокого давления, которые обычно имеют оснастку из дефицитных, дорогостоящих, прочных материалов.
Известен способ изготовления режущих элементов, при котором в камеру высокого давления помещают вначале слой карбида вольфрама с 10% кобальта, затем помещают тонкий диск (толщиной 0,05 мм) из молибдена, а сверху помещают смесь, содержащую алмазный порошок, порошок карбида вольфрама и кобальта. Полученную слоеную заготовку подвергают нагреву до температуры 1200-1600oС и давлению Р= 40-80 кбар (2). Полученная слоеная заготовка может быть использована в качестве режущих элементов, например, для резцов для обработки трудно обрабатываемых материалов.
Однако для изготовления режущего элемента также, как и в первом случае, требуется оборудование высокого давления, имеющее оснащение из дефицитных, прочных, дорогостоящих материалов.
Известен способ изготовления режущих элементов, при котором в пресс-форме размещают вначале шихту для подложки, содержащую карбид вольфрама и кобальт, затем шихту для режущего слоя из алмазного порошка и связки, содержащей порошок карбида вольфрама и кобальта, полученную слоеную заготовку подвергают нагреву до температуры 1450-1500oС и прессованию при Р=150-300 кг/см2 (горячее прессование) (3). Связка для рабочего слоя содержит 30-70% об. кобальта и остальное карбид вольфрама. В результате получается режущий элемент, состоящий из режущего слоя, содержащего алмазные зерна и твердосплавную связку, соединенного со спеченной твердосплавной подложкой. Такой элемент широко применяется в инструментах типа шлифовальных или отрезных кругов. Однако из-за недостаточно высоких физико-механических характеристик эти элементы не могут быть использованы в других инструментах, работающих в более тяжелых условиях, например в буровых коронках, правящих инструментах.
Целью изобретения является повышение режущей способности и стойкости алмазных режущих элементов, которые могут быть изготовлены при низких давлениях, и для создания которых не требуется мощных прессов, и которые могут быть использованы как в обычных инструментах, таких как шлифовальные и отрезные круги, фрезы, сверла и т.п., так и в инструментах, работающих с большими нагрузками, таких как резцы, инструменты для правки шлифовальных кругов, буровые коронки.
Для этой цели в способе изготовления алмазных режущих элементов, при котором готовят шихту для режущего слоя из алмазного порошка, и связки, включающей карбид вольфрама и кобальт, и шихту для подложки, включающей карбид вольфрама и кобальт, послойно размещают первую и вторую шихту, полученную сборку подвергают горячему прессованию, связку для режущего слоя готовят из двух смесей, в первой из которых содержание кобальта составляет 15-20% об, а во второй - 6-12% об., а для получения шихты смеси связки последовательно накатывают на алмазный порошок, при этом вначале накатывают смесь с высоким содержанием кобальта, а затем смесь с низким содержанием кобальта.
Шихта для режущего слоя может дополнительно содержать титан.
Титан вводят в шихту в количестве 2-10% от объема шихты.
Титан можно вводить в шихту путем его нанесения на поверхность алмазного порошка до накатывания смесей связки. Можно титан вводить в шихту путем предварительного его введения в прилегающую к алмазному зерну часть смеси связки с большим содержанием кобальта. Для этого смесь связки с большим содержанием кобальта делят на две части, одну из которых смешивают с титаном, и эту часть связки первой накатывают на алмазный порошок.
На фиг.1 показан алмазный режущий элемент.
На фиг.2 показан алмазный порошок (алмазное зерно-гранула) с накатанной связкой.
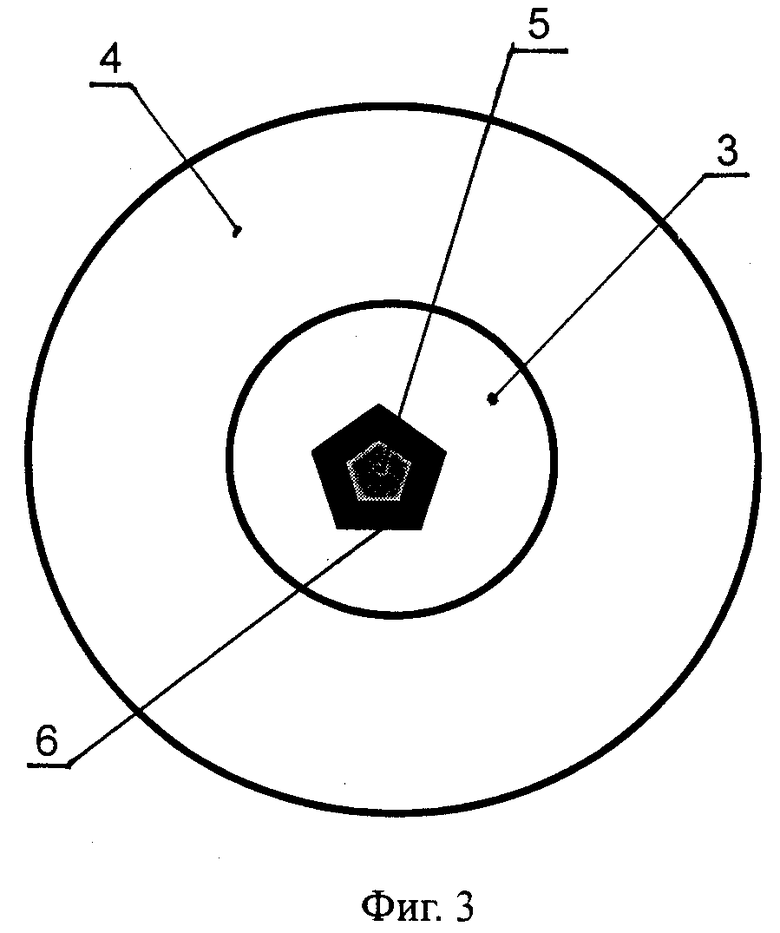
На фиг.3 показан алмазный порошок (алмазное зерно-гранула) с накатанной связкой и с Ti, введенным в шихту в виде покрытия на зерне.
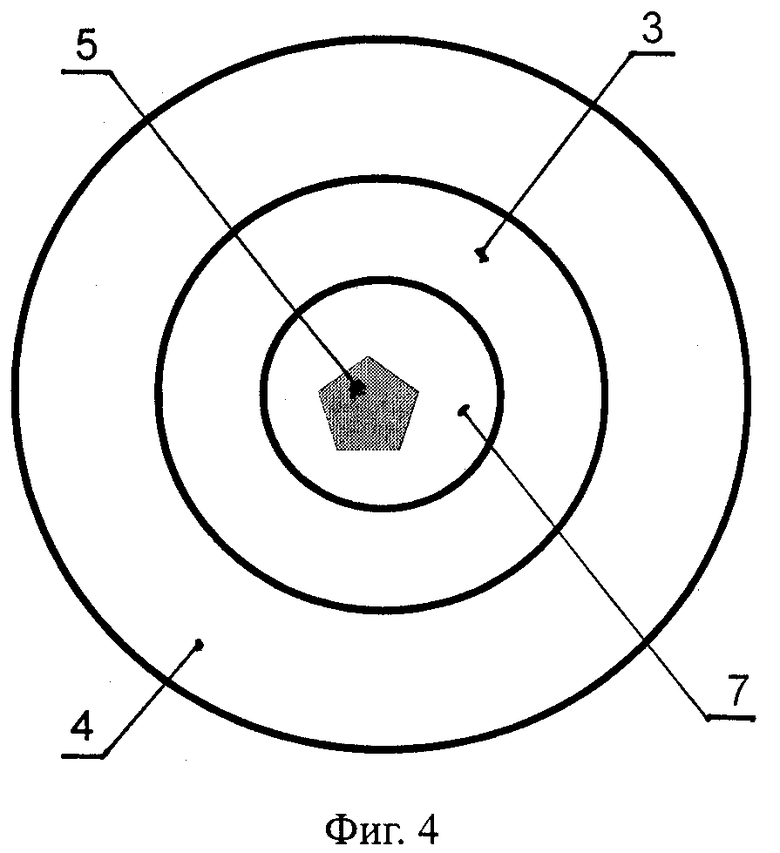
На фиг.4 показан алмазный порошок (алмазное зерно-гранула) с накатанной связкой и с Ti, введенным в прилегающую к алмазному зерну часть связки..
Способ осуществляется следующим образом.
Для изготовления режущего элемента (фиг.1), состоящего из режущего слоя 1 и подложки 2, готовят шихту для режущего слоя и шихту для подложки.
Для получения шихты для режущего слоя 1 готовят первую смесь 3 связки, которая включает 15-20% об. кобальта и карбид вольфрама, и вторую смесь 4 связки, которая включает 6-12% об. кобальта и карбид вольфрама. Затем на алмазные зерна 5 накатывают первую смесь 3 связки, содержащую 15-20% об. кобальта, а затем вторую смесь 4 связки, содержащую 6-12% об. кобальта. В результате получаются алмазные зерна-гранулы с двумя слоями связки, отличающимися содержанием кобальта и составляющими шихту режущего слоя (фиг.2).
Шихта для подложки 2 режущего элемента включает кобальт и карбид вольфрама, при этом содержание кобальта в шихте такое же, как и в последнем слое связки, накатанном на алмазном зерне-грануле - 6-12% об.
В пресс-форму для горячего прессования послойно укладывают шихту для подложки 2 и шихту (алмазные гранулы) для режущего слоя 1. Полученную сборку подвергают горячему прессованию при температуре 1400-1600oС и давлении 150-300 кг/см2. В результате получают режущий элемент, состоящий из режущего слоя и подложки. Такой элемент может быть соединен с соответствующим корпусом инструмента, например, пайкой, запрессовкой, сваркой и т.п.
Нанесение титана на алмазные зерна можно осуществлять любым известным способом: металлизацией из газовой фазы, химическим способом и т.п. В этом случае способ будет осуществляться следующим образом. Вначале на алмазные зерна наносят слой титана 6, затем на покрытые титаном алмазные зерна накатывают первую смесь 3 связки, содержащую 15-20% об. кобальта, затем вторую смесь 4 связки, содержащую 6-12% об. кобальта, получая зерна-гранулы, показанные на фиг.3. Послойно уложенные в пресс-форму шихта подложки и шихта режущего слоя подвергаются горячему прессованию.
Введение титана в шихту путем нанесения его на поверхность алмазных зерен связано с определенными трудностями, т.к. процесс металлизации является достаточно трудоемким и требует специальной оснастки. Более простым является прием введения титана в часть связки, прилегающей к алмазному зерну, для чего первую смесь 3 связки, содержащую 15-20% об. кобальта, делят на две части в объемном соотношении (0,1-0,4)/1. К меньшей части смеси примешивают титан и на алмазные зерна накатывают часть смеси, содержащую титан 7, а затем остальную часть смеси 3, не содержащую титан. После этого для получения алмазного зерна-гранулы накатывают всю смесь, содержащую 6-12% об. кобальта (фиг. 4).
Титан вводят в шихту для улучшения удержания алмазного зерна связкой. Содержание титана в количестве 2-10% об. достаточно для этой цели. Уменьшение содержания титана связано с трудностями его равномерного распределения в объеме части смеси связки и практически не улучшит удержание алмаза связкой, а увеличение содержания титана свыше 10% об. отрицательно скажется на физико-механических свойствах связки из-за ее охрупчивания и снижения теплостойкости.
Соотношение содержащей и не содержащей титан частей смеси связки в пределах (0,1-0,4)/1 выбрано по следующим причинам. При количестве части смеси, содержащей титан, меньшим чем 0,1, эту часть смеси практически невозможно равномерно накатать на алмазные зерна, при количестве части смеси, содержащей титан, большим чем 0,4, увеличивается неравномерность усадки режущего элемента во время спекания (за счет более низкой температуры плавления зоны, содержащей титан), что снижает физико-механические свойства режущего элемента в целом.
Для изготовления режущего слоя связка готовится из двух смесей, в одной из которых количество кобальта составляет 15-20% об., а в другой - 6-12% об. Соотношение объемов первой 3 и второй 4 смесей составляет 0,1-0,3/1. Смесь с большим содержанием кобальта является более пластичной, чем смесь с меньшим содержанием кобальта, и при накатывании на алмазные зерна вначале более пластичной смеси последняя более плотно обжимает их и тем самым способствует более прочному удержанию в инструменте при работе последнего.
Содержание кобальта менее 15% об. приведет к тому, что смесь будет более жесткой и хуже обжимать алмазные зерна. Содержание кобальта более 20% об. приведет к тому, что смесь будет слишком пластичной и алмазные зерна будут легко выпадать из связки под действием режущих сил.
Вторая смесь определяет износостойкость инструмента. Содержание кобальта в количестве 6-12% об. достаточно для получения требуемых эксплуатационных показателей инструмента. Содержание кобальта более 12% об. сделает связку излишне пластичной, а менее 6% об. - слишком твердой. Обе смеси близки по коэффициенту термического расширения. Благодаря выбранному объемному соотношению первой и второй смесей и выбранному содержанию кобальта в составе этих смесей, алмазные зерна прочно удерживаются связкой во время работы инструмента, а в режущем слое достигаются требуемые физико-механические характеристики. Достигнутые результаты приводят к повышению стойкости и режущей способности режущего элемента.
Количество алмаза в шихте зависит от вида изготавливаемого инструмента. Алмаз может содержаться от 6 до 80% об. Большое содержание алмаза может быть достигнуто за счет введения в шихту смеси алмазных порошков разной зернистости. Меньшее количество алмаза берут для изготовления таких инструментов, как шлифовальные, отрезные круги, сверла и т.п. инструмент, большее - для таких инструментов, как резцы, буровые коронки, инструменты для правки шлифовальных кругов.
Для подложки следует брать шихту, состав которой аналогичен составу второй смеси связки, т.е. шихта должна включать кобальт в количестве 6-12% об. и карбид вольфрама. Такой состав обеспечивает подложке требуемые физико-механические характеристики и главное минимальные внутренние напряжения ввиду отсутствия различия коэффициентов термического расширения.
Толщина режущего слоя элемента может составлять 1-10 мм, толщина подложки 1-20 мм.
Режущий элемент может быть изготовлен и без подложки. Для этого в пресс-форму для горячего прессования помещают только шихту для режущего слоя 1. Подложка может быть присоединена к режущему слою, например, пайкой.
По заявленному способу по режимам горячего прессования были изготовлены алмазные режущие элементы, которые были испытаны при правке абразивных кругов ПВД 600•63•385 25А40ПСТ15К5 на круглошлифовальном станке, а также при правке кругов ПП 150•25•32 63С40ПСМ25К33563. Испытания показали, что стойкость алмазных режущих элементов по сравнению с элементами, изготовленными по прототипу в режиме горячего прессования, была выше в 3-6 раз.
Источники информации
1. Патент США 3306720, кл. 51-309, 1964г.
2. Патент США 4231762, кл. 51-309, 1987г.
3. Патент США 2818850, кл. 125-25, 1955г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИКРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ | 2007 |
|
RU2354731C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2364496C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОИЗНОСОСТОЙКОГО АЛМАЗНОГО ИНСТРУМЕНТА | 2014 |
|
RU2572903C2 |
| Масса с полимерным связующим для изготовления алмазного инструмента для работы с наложением электрического тока и в обычном режиме | 2016 |
|
RU2643400C2 |
| Многослойная твердосплавная пластина и способы ее получения (варианты) | 2020 |
|
RU2747054C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ НА ОСНОВЕ СВЕРХТВЕРДЫХ ЧАСТИЦ ДЛЯ ИЗГОТОВЛЕНИЯ РЕЖУЩИХ ЭЛЕМЕНТОВ | 2005 |
|
RU2296727C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ С ВЫСОКИМ СОДЕРЖАНИЕМ ПОРОШКОВ АЛМАЗА И/ИЛИ КУБИЧЕСКОГО НИТРИДА БОРА | 2010 |
|
RU2476618C2 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХТВЕРДОГО ПОЛИКРИСТАЛЛИЧЕСКОГО МАТЕРИАЛА | 2006 |
|
RU2329947C1 |
| Способ изготовления сборного инструмента | 1977 |
|
SU730473A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИКРИСТАЛЛИЧЕСКОГО МАТЕРИАЛА НА ОСНОВЕ КУБИЧЕСКОГО НИТРИДА БОРА, СОДЕРЖАЩЕГО АЛМАЗЫ | 2011 |
|
RU2484888C1 |

Изобретение относится к области изготовления алмазных режущих инструментов, в частности к режущим вставкам в алмазных инструментах для правки абразивных кругов, буровых коронках, резцах и т.п. Предложенный способ изготовления алмазного режущего элемента, содержащего режущий слой и подложку, заключается в том, что связку для режущего слоя готовят из двух смесей, в первой из которых содержание кобальта составляет 15-20 об.%, а во второй 6-12 об.%, остальное карбид вольфрама. Шихту для режущего слоя готовят путем последовательного накатывания на алмазный порошок вначале смеси, содержащей 15-20 об.% кобальта, а затем смеси, содержащей 6-12 об.% кобальта. Шихта для подложки содержит 6-12 об.% кобальта, остальное карбид вольфрама. В пресс-форму послойно помещают первую и вторую шихту. Сборку подвергают нагреву и прессованию. Шихта для режущего слоя может дополнительно содержать 2-10% титана. Техническим результатом является повышение режущей способности и стойкости алмазных режущих элементов. 5 з.п.ф-лы, 4 ил.
2. Способ по п. 1, отличающийся тем, что в шихту для режущего слоя дополнительно вводят титан.
| Способ дистанционной нефролитотрипсии под ультразвуковым контролем с использованием артефакта мерцания | 2023 |
|
RU2818850C2 |
| Способ получения алмазно-абразивного инструмента | 1991 |
|
SU1785814A1 |
| МАТРИЦА ДЛЯ ТВЕРДОГО КОМПОЗИТНОГО СОЕДИНЕНИЯ | 1996 |
|
RU2141001C1 |
| US 45344934, 13.08.1985 | |||
| Резервированное устройство | 1973 |
|
SU478310A1 |
