Данное изобретение относится к способу и соответствующему устройству для получения сотов в пчеловодстве и позволяет придать известным в настоящее время методам совершенно новые свойства на более высоком качественном уровне.
В последние годы получили широкое распространение восковые соты, в которые пчелы могут откладывать мед, что позволяет избавить их от необходимости заниматься, кроме обычной работы по заполнению сотов, еще и предварительной подготовкой собственных сотов, что занимало бы у них гораздо большее время и, следовательно, сводилось бы к меньшему выходу продукции пчелиного улья.
В числе традиционных методов, направленных на решение указанной проблемы, можно назвать способ, включающий этап формования сотов с помощью ряда стержней, имеющих форму, позволяющую им сопрягаться с отверстиями на обеих сторонах сотов, с помощью соответствующего устройства, которое обеспечивает подачу воска в зону формования с последующим снятием и охлаждением сотов. Такие соты приходится вставлять в специальную приемную раму, что существенно повышает производственные затраты и уменьшает возможности применения устройства для ульев разных типов.
Известен также способ изготовления искусственной вощины, описанный в авторском свидетельстве СССР 612667 от 02.12.1975. Согласно этому способу производится армированная искусственная вощина, которая затем вставляется в улей для ускорения процесса построения сотов пчелами. Недостатком использования искусственной вощины является то, что пчелы тратят время и силы на достраивание ее до полных сотов.
Способ и устройство согласно настоящему изобретению предназначены как раз для обеспечения более экономичного процесса получения сотов, так как здесь нет необходимости в несущих рамах или корпусе, что позволяет легко переходить от одних ульев к другим.
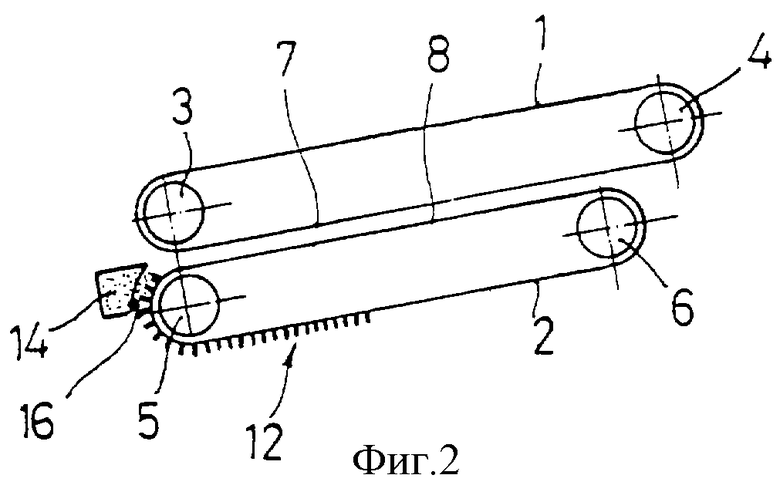
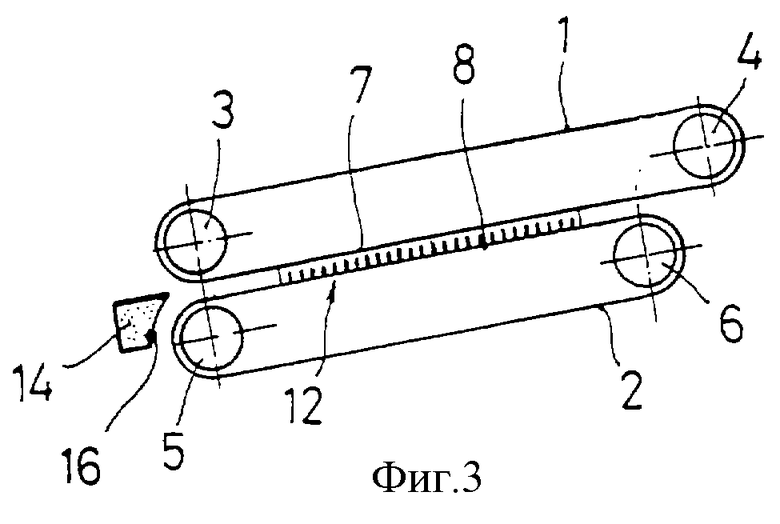
Для достижения этих целей изобретение предусматривает непрерывное формование сотов для использования в пчеловодстве в виде полусотов, создаваемых между двумя параллельно движущимися конвейерными лентами, расстояние между которыми несколько превышает толщину сотов, как будет показано ниже. Согласно предлагаемому способу, в то время, когда панель или форма с рядом стержней для формования ячеек полусотов перемещается на одной из конвейерных лент, на начальном участке зоны совмещения обеих лент промежутки между стержнями заполняются расплавленным воском, поступающим из внешнего источника, при этом воск принимает форму всех промежутков между стержнями и, кроме того, образует тонкую пластину, которая соединяет промежутки между стержнями и впоследствии служит элементом соединения отдельных ячеек полусотов. После заполнения промежутков между стержнями сформованный полусот, соприкасающийся через ячейки с панелью, на которой находятся стержни, а через основание - с другой лентой, проходящей параллельно той, на которой перемещается указанная панель со стержнями, подвергают охлаждению. В конце своего перемещения между двумя лентами полусот оказывается уже достаточно затвердевшим для того, чтобы его можно было отделить от панели со стержнями, которая обладает упругими свойствами.
Для достижения более эффективного заполнения промежутков между стержнями из упругого материала, предназначенными для формования сотовых ячеек, предусмотрено незначительное механическое разделение указанных стержней в поперечном направлении, в результате чего достигается их разведение на большее расстояние и, соответственно, увеличение количества воска, попадающего между соседними стержнями каждой пары, вследствие указанного частичного разнесения, по сравнению с количеством, строго необходимым для формования законченных сотовых ячеек; при такой конструкции излишек воска выталкивается в направлении ленты, перемещающейся параллельно ленте со стержнями, обеспечивая получение базовой пластины, соединяющей отдельные ячейки и имеющей форму, которая соответствует форме полусота.
Кроме того, для облегчения отделения полусота от верхней ленты сразу после его формования и частичного охлаждения указанную ленту подвергают локальному нагреву с целью размягчения воска полусота, находящегося в зоне контакта с лентой, в результате чего его удается легко отделить. Еще более эффективного отделения можно согласно изобретению добиться, предусмотрев специальный поперечный тонкий пруток, который, воздействуя на размягченную или расплавленную пластинчатую зону, обеспечивает механическое отделение сформованного полусота.
В соответствии с одним из вариантов выполнения изобретения прерывистое действие устройства преобразуется в непрерывную работу благодаря превращению ленты, на которой перемещаются сформованные ячейки, в сплошную ленточную систему, снабженную по всей ее длине, без разрывов, выступами для формования полусотов, благодаря чему обеспечивается непрерывная подача воска, при этом по нижней ленте непрерывно перемещается слой воска, связанный с формовочными выступами, которые, действуя совместно с верхней лентой, обеспечивают получение элемента неопределенной длины, имеющего структуру, сходную со структурой полусота, но бесконечной длины. На выходе системы из двух лент установлены режущие средства, обеспечивающие получение полусотов нужной длины. Полезную длину полусота можно варьировать, изменяя величину нарезки.
Более полно детали изобретения явствуют из прилагаемых чертежей, иллюстрирующих предлагаемые способ и устройство в качестве примера, не имеющего ограничительного характера.
На фигурах 1-5, демонстрирующих различные этапы реализации способа, показаны две бесконечные параллельные конвейерные ленты, на одной из которых движется эластичная форма, состоящая из ряда стержней для формования ячеек полусота; на чертежах видны начальный этап заполнения промежутков расплавленным воском, этап формования и охлаждения сформованного полусота и конечный этап его отделения.
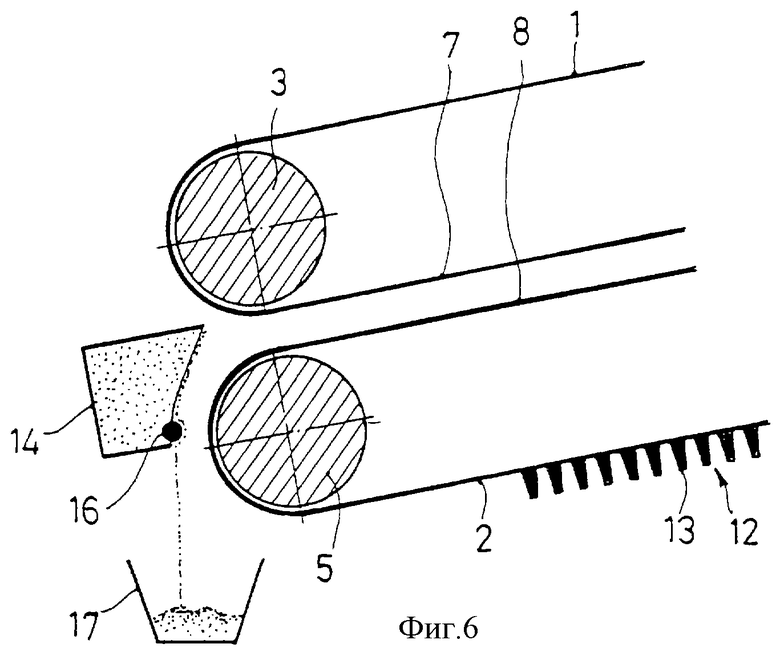
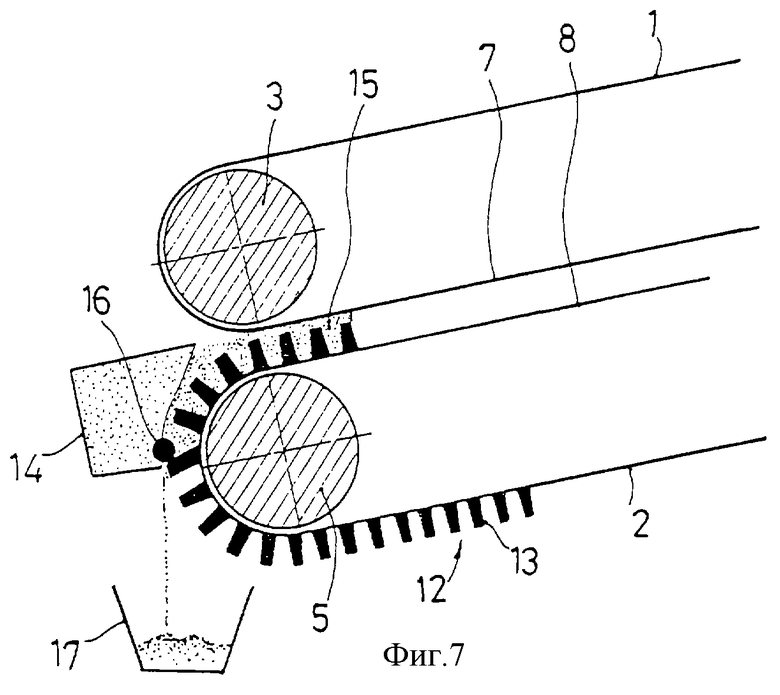
На фигурах 6 и 7 детально проиллюстрировано нанесение горячего воска на упругий стержень.
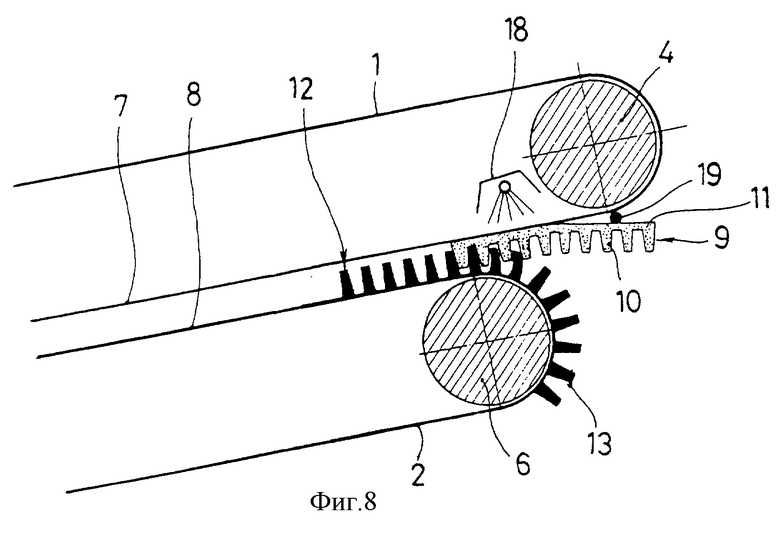
На фигуре 8 показан этап снятия сформованного полусота с упругого стержня.
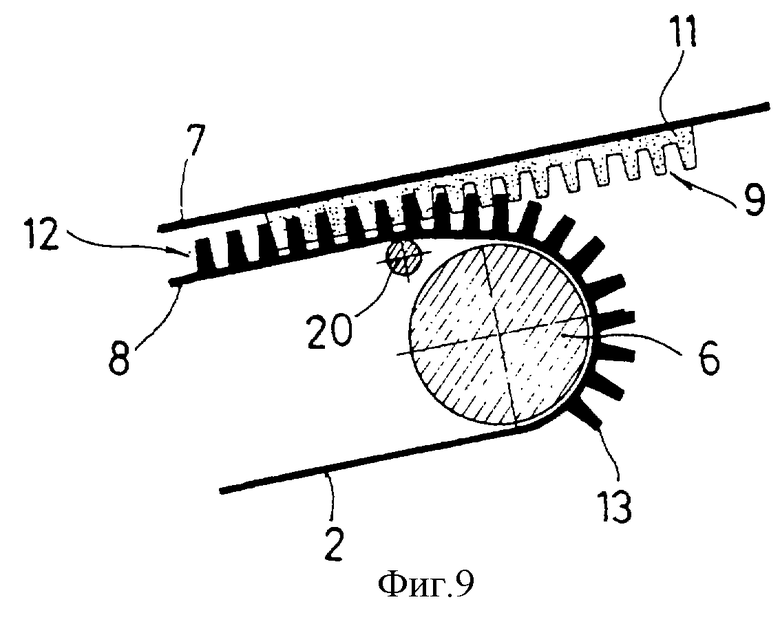
На фигуре 9 показан вариант выполнения с использованием вспомогательного ролика для снятия сформованного полусота.
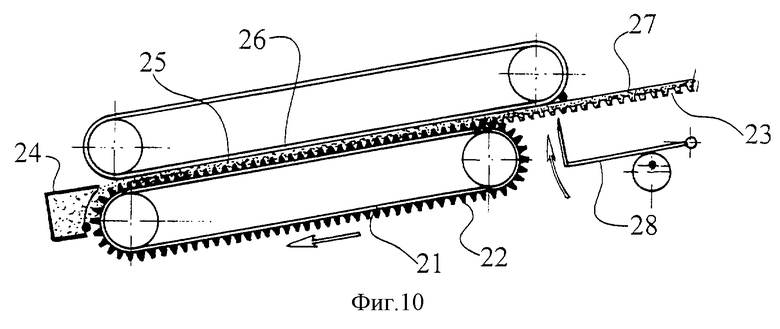
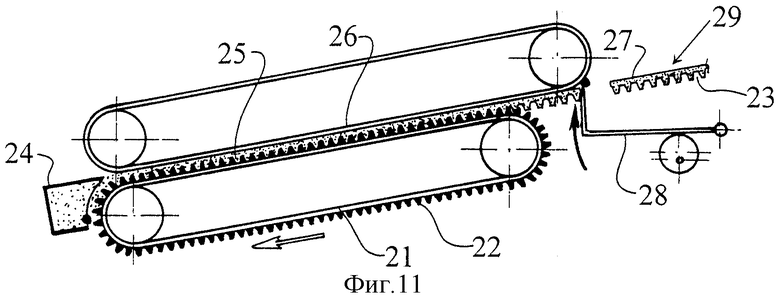
На фигурах 10 и 11 приведены соответствующие схематические изображения системы из двух лент и режущего устройства на ее выходе согласно одному из вариантов осуществления изобретения.
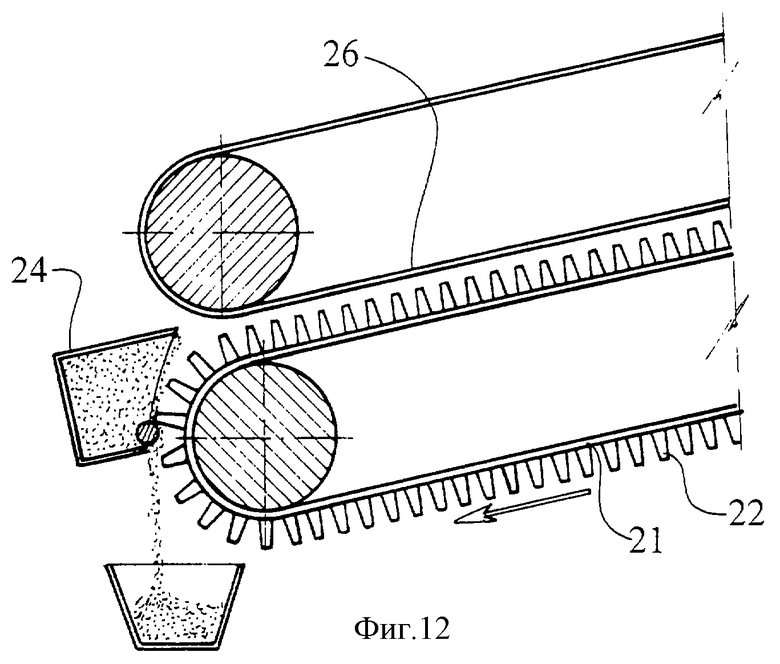
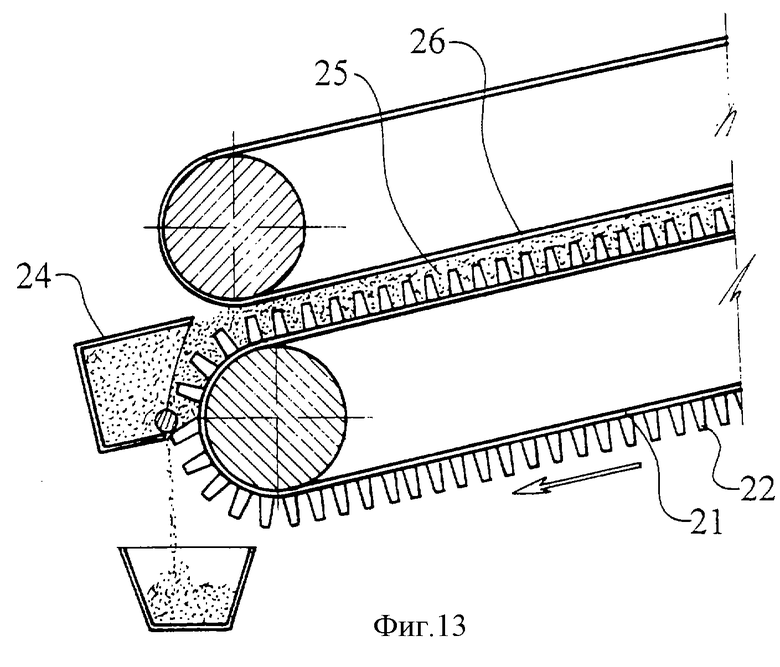
На фигурах 12 и 13 приведены соответствующие детальные изображения зоны подачи воска согласно указанному варианту выполнения.
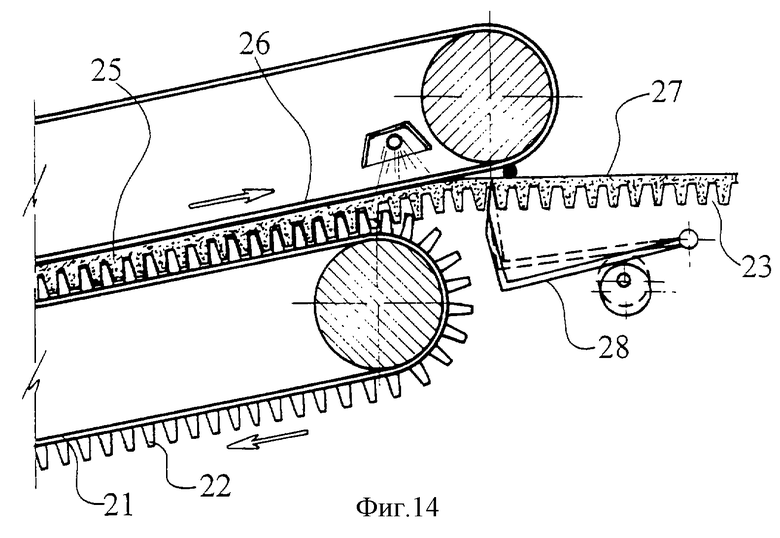
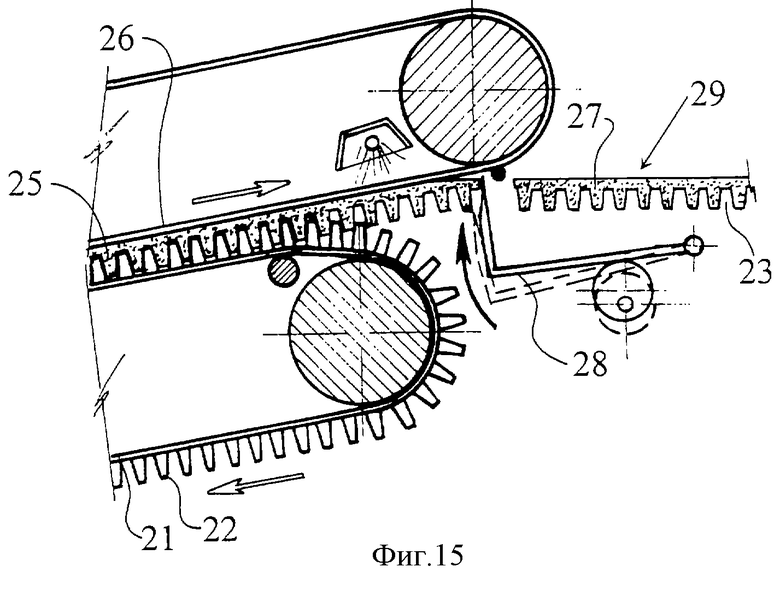
На фигурах 14 и 15 показаны в разрезе соответствующие детальные изображения отрезанного сегмента элемента, получаемого на выходе процесса согласно варианту, представленному на фигурах 12-15.
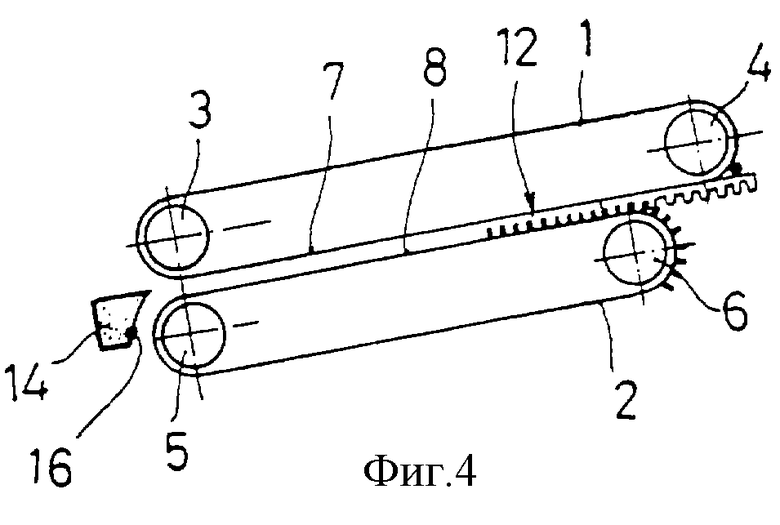
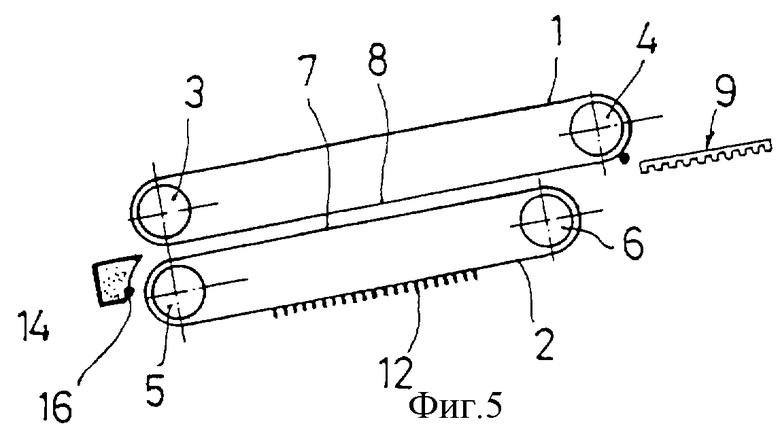
Как видно из чертежей, полусоты изготавливаются с помощью двух бесконечных конвейерных лент 1 и 2, смонтированных соответственно на роликах 3, 4 и 5, 6, которые перемещаются таким образом, что внутренние ветви 7 и 8 указанных лент движутся в одном и том же направлении и с одинаковой скоростью. Расстояние между указанными ветвями 7 и 8 незначительно превышает величину формуемого полусота, обозначенного на фигурах 5 и 8 позицией 9. Этот полусот образован рядом выступов в виде упругих стержней 10 и соединяющим их участком, или задней пластинкой, 11.
Целесообразно разместить бесконечные ленты 1 и 2 под небольшим углом к горизонтали, при этом нижняя лента снабжена зоной, или формой, 12, имеющей несколько рядов упругих стержней 13 (см. фигуры 6-8), служащих для формования ячеек изготавливаемых полусотов. Во время перемещения формы перед сосудом 14 для подачи воска происходит, как хорошо видно на фигуре 7, заполнение промежутков между стержнями 13 массами воска 15, которые обеспечивают также формование заднего соединительного участка, или пластинки, 11.
Для достижения более эффективного заполнения промежутков между стержнями 13 предусмотрен механизм расширения этих промежутков в процессе их заполнения. Он может представлять собой обыкновенный ролик 16, который обеспечивает создание контакта с участком вблизи кончиков, или торцов, стержней 13, приводя к увеличению промежуточных интервалов и поступлению между соседними стержнями каждой пары стержней большего количество воска, чем показанная фиксированная масса 15; в результате, благодаря упругому действию стержней, лишний объем воска выталкивается наружу от стержней, обеспечивая надлежащее формование соединительного участка, или пластинки, 11. Имеется также нижняя емкость 17 для сбора излишков воска, образуемых в процессе заполнения.
После того как заполнены промежутки между стержнями, перемещение бесконечных лент, расположенных, как показано на чертежах, близко друг к другу, позволяет добиться необходимого формования полусота 9, который и является предметом предлагаемого способа. Во время прохождения между двумя лентами происходит охлаждение полусота, способствующее его затвердеванию.
Для облегчения снятия сформованного полусота с верхней ленты 1 по достижении конечной точки перемещения согласно изобретению предусмотрено использование источника тепла 18, располагаемого вблизи выхода сформованного полусота, предпочтительнее - на внутренней стороне конвейерной ленты 1; этот источник тепла служит для локального размягчения или расплавления заднего участка пластинки 11 полусота, что способствует его более легкому снятию. Указанное снятие может быть выполнено еще эффективнее, если предусмотреть проволоку, или тонкий пруток, 19, практически соприкасающийся с конвейерной лентой 1, который облегчает отделение полусота 9 от верхней ленты 1.
Для полусот с очень тонкими стенками предпочтительной выглядит конструкция, показанная на фигуре 9. Здесь виден вспомогательный ролик 20, который, действуя совместно с торцевым роликом 6 нижней ленты 2, обеспечивает более мягкое снятие полусота с верхней ленты.
Предпочтительно выполнять бесконечные. ленты 1 и 2 из стального сплава, а формы, или группы стержней, 13 - из материала на основе силикона с тем, чтобы придать им достаточную эластичность и обеспечить легкое извлечение.
В рамках рассматриваемого способа предлагается добавление к расплавленному воску некоторого количества воды для получения лучшего сцепления полусота с верхней лентой, причем предусмотрено средство для пополнения воды, израсходованной в процессе работы устройства. Как должно быть ясно специалистам, способ и устройство согласно настоящему изобретению обеспечивают изготовление полусот, другими словами, элементов типа обозначенных на фигуре 8 позицией 9, такой формы, что для получения полного сота понадобится использование двух таких полусот, соединенных основаниями, при этом отдельные стержни будут вытянуты в противоположных направлениях.
Настоящее изобретение обеспечивает получение полусот с размерами, которые могут меняться в зависимости от типа используемой формы. В этом смысле следует иметь в виду, что на чертежах для простоты полусот 9 показан с иными размерами, нежели у формы, или зоны стержней, 12, однако надо понимать, что это лишь условное изображение, тогда как на практике размеры сформованного полусота могут меняться, по мере заполнения формы, вплоть до габаритов, соответствующих целой форме.
Согласно варианту выполнения, проиллюстрированному на фигурах 10-15, предусмотрена такая конструкция нижней ленты 21, при которой на ее наружной поверхности по всей длине выполнены выступы 22, имеющие форму, сопрягаемую с образуемыми в соте ячейками 23, когда указанные выступы 22 проходят вдоль всей длины ленты 21 без разрывов и без каких-либо различий на всем пути ее перемещения; благодаря этому после того, как из сосуда 24 поступила порция воска, имеет место перемещение непрерывной массы воска 25, которая удерживается между соответствующими ячейкам выступами 22 ленты 21 и обращенной к ним ветвью верхней ленты 26, в результате чего на выходе образуется непрерывный элемент 27 бесконечной длины, структура которого, по существу, соответствует структуре формуемого полусота. Для отсоединения отдельных полусотов от сплошного линейного элемента 27 в устройстве предусмотрен режущий орган 28, обеспечивающий нарезку элемента на секции нужной длины. Это средство конструктивно может быть выполнено любым известным способом. Здесь схематически, лишь в качестве примера, показан изогнутый нож, который приводится в действие эксцентриковым или подобным механизмом и может быть отградуирован для обеспечения возможности изменения длины отделяемых отрезков. Как видно на фигуре 11, в результате операции резки мы имеем образованную полусотом секцию 29, которую надо затем соединить впритык с другой такой же секцией для получения полного сота.
Совершенно очевидно, что такое преобразование прерывистой работы в режим непрерывного действия способствует повышению производительности и снижению эксплуатационных затрат.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И СООТВЕТСТВУЮЩЕЕ УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ СОТОВ В ПЧЕЛОВОДСТВЕ | 2000 |
|
RU2257709C2 |
| ВАЛЬЦЫ ДЛЯ ПРОИЗВОДСТВА ВОЩИНЫ | 2009 |
|
RU2417585C1 |
| СПОСОБ ВЫВОДА ПЧЕЛИНЫХ МАТОК | 1994 |
|
RU2092043C1 |
| ВОЩИНА | 2009 |
|
RU2395199C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВАННЫХ ЗАМОРОЖЕННЫХ КОНДИТЕРСКИХ ИЗДЕЛИЙ, УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ, УСТРОЙСТВО ДЛЯ ОТСАСЫВАНИЯ ЖИДКОГО ШОКОЛАДА И ЗАМОРОЖЕННОЕ КОНДИТЕРСКОЕ ИЗДЕЛИЕ | 1996 |
|
RU2157641C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОСКОВОЙ МИСОЧКИ | 2006 |
|
RU2319376C2 |
| РАМКА С СОТАМИ | 1934 |
|
SU45460A1 |
| СПОСОБ ОЧИСТКИ ВОСКОВОГО СЫРЬЯ | 2017 |
|
RU2656968C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЩИНЫ | 2024 |
|
RU2836025C1 |
| ПЧЕЛИНЫЙ ИЗОЛЯТОР | 1991 |
|
RU2040895C1 |
Изобретение относится к пчеловодству, а именно к способу и устройству для получения сотов. Способ получения сотов включает в себя первый этап - получения полусотов, введение жидкого воска в форму, образованную рядом выступов, сопрягаемых с ячейками сота. Далее формуют базовый участок полусота и охлаждают для обеспечения снятия полусота с формы. Второй этап получения сотов включает соединение двух полусотов, которые приставляют впритык друг к другу для образования единого сота с ячейками, вытянутыми в противоположных направлениях. Устройство для реализации способа содержит две параллельные бесконечные ленты, расстояние между которыми превышает высоту полусота. На одной из лент установлена форма, образованная множеством рядов силиконовых выступов, сопрягаемых с ячейками полусота. Ленты установлены с возможностью движения с одинаковой скоростью в одном и том же направлении. В конце движения двух параллельных ветвей лент установлено средство для снятия сформованного и затвердевшего полусота. Изобретение позволяет обеспечить более экономичный процесс получения полусотов. 2 с. и 11 з.п.ф-лы, 15 ил.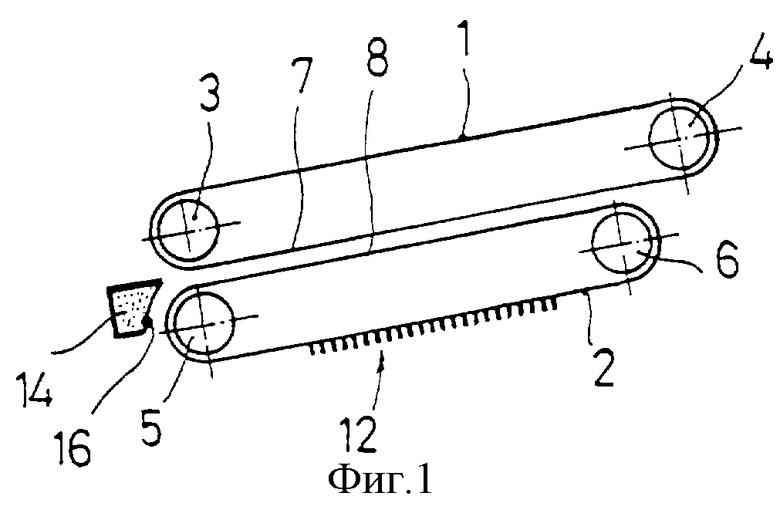
| Способ изготовления искусственной вощины головина в.а. | 1975 |
|
SU612667A1 |
| 0 |
|
SU895372A1 | |
| ИСКУССТВЕННАЯ ВОЩИНА | 1995 |
|
RU2091016C1 |

