Изобретение относится к производству боеприпасов к стрелковому оружию и предназначено для повышения поражающей способности стрелкового оружия.
Известно устройство для обработки пуль к патронам стрелкового оружия, предназначенное для выполнения на них ведущих поясков (см. патент US 5463960 А, 07.11.1995, F 42 B 10/00). Указанное устройство может быть использовано в качестве наиболее близкого аналога. Известное устройство не обеспечивает качественную обработку пуль и имеет низкую производительность.
Технической задачей изобретения является повышение производительности и улучшения качества обрабатываемых пуль.
Указанный технический результат достигается тем, что пуля к патронам стрелкового оружия обрабатывается при помощи устройства, содержащего водило с ведущим валом, установленный на нем с возможностью свободного вращения цилиндрический ротор, корпус, рабочая поверхность которого охватывает ротор с образованием сквозного пространства, закрепленные на ведущем валу спицы с ведущими роликами, установленными на их концах с возможностью свободного вращения на параллельных ведущему валу осях. Диаметр каждого ведущего ролика меньше диаметра обрабатываемой пули, а его длина соизмерима с длиной цилиндрической части пули. Расстояние по окружности между соседними роликами выбрано из условия обеспечения размещения между ними обрабатываемых пуль при опоре их на ротор, а упомянутое сквозное пространство образовано с переменной шириной, соответствующей диаметру пули до ее обработки на входе в него с плавным уменьшением до величины калибра канала ствола оружия. На поверхности цилиндрического ротора и по всей длине рабочей поверхности корпуса выполнены пазы, ширина которых соответствует длине дульца гильзы патрона, при этом противолежащие пазы ротора и рабочей поверхности корпуса расположены в одной плоскости, перпендикулярной оси ведущего вала.
Устройство снабжено установленными на корпусе приемным лотком для пуль, размещенным над ротором, и размещенным под ротором выходным лотком для пуль.
Устройство снабжено расположенными вдоль поверхности цилиндрического ротора полочками, каждая из которых прикреплена стержнем к верхней части каждой спицы и размещена над ведущим роликом на уровне, соответствующем верхней части пули при ее расположении на поверхности ротора, и обращена в сторону вращения водила.
Устройство снабжено нагревателем любого типа для нагрева обрабатываемых пуль.
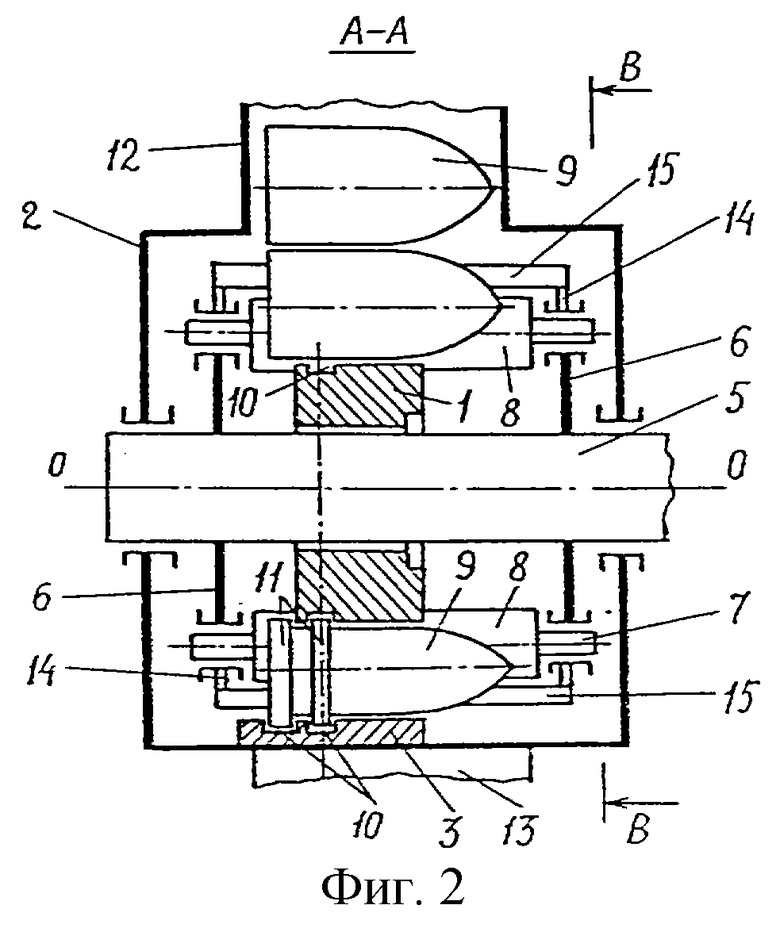
На фиг.1 и .2 приведен общий вид устройства для обработки пуль к патронам стрелкового оружия. Чертежи даны в разрезе фронтальными плоскостями с показом всех элементов, характеризующих изобретение. Направление вращения составных частей устройства показано соответствующими стрелками.
Устройство для обработки пуль к патронам стрелкового оружия содержит цилиндрический ротор 1 и корпус 2 с рабочей поверхностью 3, которая охватывает часть цилиндрический поверхности ротора с образованием открытого с противоположных сторон в направлении вращения ротора сквозного пространства 4 между ротором и рабочей поверхностью корпуса.
Ротор 1 установлен с возможностью свободного вращения на ведущем валу 5 водила, содержащего радиальные несущие элементы с большим радиусом по сравнению с радиусом ротора, выполненные, например, в виде закрепленных на ведущем валу 5 спиц 6, на концах каждой из которых вокруг ротора размещены с возможностью свободного вращения на своих осях 7 ведущие ролики 8.
Указанные оси 7 ведущих роликов параллельны ведущему валу 5, а диаметр ведущих роликов 8 меньше диаметра обрабатываемой пули 9 при сопоставимой длине с цилиндрической частью пули. Это обеспечивает возможность свободного прохождения ведущих роликов 8 через сквозное пространство 4 при вращении водила. Расстояние по окружности между соседними ведущими роликами 8 обеспечивает возможность размещения между ними обрабатываемых пуль 9 при опоре их на ротор.
Ширина сквозного пространства 4 между ротором 1 и рабочей поверхностью 3 корпуса имеет переменную величину, соответствующую при входе в сквозное пространство диаметру пули 9 до ее обработки в описываемом устройстве с плавным уменьшением упомянутой ширины этого сквозного пространства до диаметра калибра канала ствола оружия. Это обеспечивает при вращении водила и ротора 1 прокатку и круговой обжим пули 9 между ротором и рабочей поверхностью 3 корпуса в пределах сквозного пространства 4 с уменьшением диаметра пули до величины калибра, равного диаметру канала ствола оружия по его полям, т. е. не считая углублений нарезов. При этом протяженность рабочей поверхности 3, совмещенной со сквозным пространством, имеющим ширину, равную величине калибра ствола оружия, делается не меньшей, чем полная окружность пули, с обеспечением ее проката и кругового обжима на этом участке сквозного пространства.
На цилиндрической поверхности ротора 1 и по всей длине рабочей поверхности 3 выполнены углубления в виде пазов 10, ширина которых в направлении осевой линии О-О ротора соответствует длине дульца гильзы патрона, в пределах которого пуля совмещается с гильзой.
Или, как вариант устройства, обеспечивающий достижение того же технического результата, длина ротора 1 в направлении линии О-О его оси меньше длины цилиндрической части пули 9. При этом задняя часть пули не подвергается прокатке и круговому обжиму и диаметр ее не уменьшается с образованием ведущего пояска 2, ширина которого соответствует длине дульца гильзы патрона.
Противостоящие относительно друг друга пазы 10 на роторе 1 и рабочей поверхности 3 находятся в одной плоскости, перпендикулярной ведущему валу 5 и линии О-О оси ротора. Упомянутые пазы 10 при обоих указанных выше вариантах их выполнения обеспечивают возможность создания на задней части пули 9 соответственно двух или одного более широкого ведущих поясков 2, размещаемых при производстве патронов при любом из указанных выше вариантов в пределах всей длины дульца гильзы патрона. Это обеспечивает возможность соединения пули с гильзой с исключением возможности их взаимного перекоса при равенстве диаметров ведущих поясков 2 и дульца гильзы патрона. Одновременно обеспечивается герметизация порохового заряда патрона.
На корпусе 2 устройства над ротором 1 установлен приемный лоток 12 для пуль, а в нижней части корпуса под ротором - выходной лоток 13 для обработанных пуль.
К верхней части каждой спицы 6 при помощи стержней 14 прикреплена с расположением вдоль цилиндрической поверхности ротора полочка 15, которая размещена над ведущим роликом 8 и проемом между ведущим роликом и взаимодействующей с ним пулей на уровне верхней части пули 9 при нахождении ее на роторе. Полочка обращена в сторону вращения водила, не допуская при этом опускания из приемного лотка 12 очередной пули в проем между пулей, уже находящейся на роторе, и данным ведущим роликом и не препятствуя опусканию очередной пули на ротор перед очередным ведущим роликом после прохождения полочки из-под очередной пули при вращении водила.
В целях повышения надежности формирования ведущих поясков 7 пуль 5 при их прокатке и круговом обжиме описываемое устройство дополнительно оснащено подогревателем любого устройства (индукционным, с использованием обдува пуль горячим газом или др.), обеспечивающим за счет нагрева пуль уменьшение твердости и повышение пластичности их наружной оболочки.
Устройство для обработки пуль к патронам стрелкового орудия работает следующим образом.
Пуля 9 через приемный лоток 12 подается на верхнюю поверхность ротора 1 и размещается между ведущими роликами 8 водила. При вращении водила пуля под воздействием ведущего ролика 8 вводится в верхнюю часть сквозного пространства 4, ширина которого соответствует диаметру пули, и далее перемещается по рабочей поверхности 8. Взаимодействие с рабочей поверхностью приводит пулю 9 во вращение, что в совокупности с уменьшением ширины сквозного пространства 4 обеспечивает прокатку и круговой обжим пули с уменьшением ее диаметра до величины калибра ствола оружия. В связи с наличием на цилиндрической поверхности ротора по его окружности и по всей длине рабочей поверхности 3 углублений в виде пазов 10 совмещаемая с этими пазами боковая поверхность пули 9 не подвергается прокатке и диаметр пули в указанных местах остается неизменным. Это обеспечивает создание ведущих поясков 2 на поверхности пули из материала ее наружной оболочки. При этом упомянутые ведущие пояски составляют единое целое с пулей. Диаметр ведущих поясков равен диаметру дульца гильзы патрона, что обеспечивает плотное без зазоров сочленение пули с гильзой, исключает возможность их взаимного перекоса и герметизирует пороховой заряд патрона.
Последовательная обработка пуль в описываемом устройстве обеспечивается тем, что после опускания обрабатываемой пули 9 из приемного лотка 12 на поверхность ротора 1 на нее сверху опирается очередная пуля. Первая из указанных пуль при вращении водила перемещается в сквозное пространство 4, освобождая место для очередной пули. Во избежание опускания очередной пули в проем между первой из указанных пуль и взаимодействующим с этой пулей ведущим роликом 8 применяется полочка 15, которая не позволяет очередной пуле опуститься в упомянутый выше проем. После прохождения ведущего ролика с полочкой в сторону сквозного пространства 4 при вращении водила они уже не препятствуют опусканию очередной пули на поверхность ротора 1. Движение этой пули в сторону сквозного пространства обеспечивается указанным выше порядком очередным ведущим роликом.
Обработанные пули по выходному лотку 13 выводятся из описываемого устройства.
При нагреве пули подогревателем уменьшается твердость и повышается пластичность ее наружной оболочки, что облегчает формирование ведущих поясков 11.
Применение в описываемом устройстве ротора 1 и ведущих роликов 8, имеющих возможность независимого друг от друга вращения и взаимодействующих с вращающимися пулями 9 при их прокатке по рабочей поверхности 3, полностью исключает возможность скольжения пули по этой рабочей поверхности или цилиндрический поверхности ротора 1 и ведущего ролика 8 с возникновением при этом больших сил трения и стачиванием одной из боковых поверхностей пули. Это повышает надежность прокатки пули, обеспечивает высокое качество обработки и симметричность ее кругового обжима, поскольку сама пуля и все соприкасающиеся с ней детали взаимодействуют друг с другом и иными частями описываемого устройства только путем перекатываний с минимальным трением.
Высокая производительность при обработке пуль достигается соответствующей частотой оборотов водила и движением пули в устройстве сверху вниз с использованием силы тяжести.
Повышение поражающей способности стрелкового оружия с применением обработанных на описываемом устройство пуль обеспечивается в связи с возрастанием ускорения пули в стволе стрелкового оружия с увеличением при этом ее начальной скорости. Это связано с тем, что вся пуля 9, кроме ее ведущих поясков 2, имеет диаметр, равный калибру ствола оружия, т.е. расстоянию между противоположными полями канала ствола, не считая углублений нарезов. Это обеспечивает движение пули по каналу ствола практически без трения. Только ведущий поясок пули, имеющий незначительную ширину, взаимодействует с нарезами канала ствола с соответствующей деформацией этого ведущего пояска с минимальными затратами анергии, в то время как у применяемых в настоящее время пуль при прохождении по нарезам канала ствола деформируется вся их боковая поверхность с существенными затратами энергии пороховых газов. При этом обработанные на описываемом устройстве пули не требуют каких-либо изменений в стрелковом оружии и могут применяться при изготовлении патронов с прежними гильзами, производство которых уже освоено. Вместе с тем уменьшается износ граней полей и нарезов в канале ствола.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПУЛЬ К ПАТРОНАМ СТРЕЛКОВОГО ОРУЖИЯ | 2003 |
|
RU2227766C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПУЛЬ К ПАТРОНАМ СТРЕЛКОВОГО ОРУЖИЯ | 2003 |
|
RU2227767C2 |
| ПУЛЯ К ПАТРОНАМ СТРЕЛКОВОГО ОРУЖИЯ | 2002 |
|
RU2224973C2 |
| ПАТРОН СТРЕЛКОВОГО ОРУЖИЯ ПОВЫШЕННОЙ ПРОБИВАЕМОСТИ | 2023 |
|
RU2809501C1 |
| ПАТРОН СТРЕЛКОВОГО ОРУЖИЯ ДЛЯ ПОДВОДНОЙ СТРЕЛЬБЫ | 2005 |
|
RU2318175C2 |
| ГИЛЬЗА ПАТРОНА | 2014 |
|
RU2562888C1 |
| ПУЛЯ ДЛЯ СТРЕЛЬБЫ В ВОЗДУШНОЙ СРЕДЕ | 2015 |
|
RU2611781C2 |
| СПОСОБ ДЕМОНТАЖА УНИТАРНЫХ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2357203C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ КАПСЮЛЕЙ ИЗ ГИЛЬЗ СТРЕЛКОВЫХ ПАТРОНОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2525327C1 |
| Способ ускорения пуль и многосекционный многопульный унитарный выстрел для его осуществления | 2023 |
|
RU2814053C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при производстве боеприпасов. Устройство содержит ротор и корпус с рабочей поверхностью, охватывающей цилиндрическую поверхность ротора с образованием сквозного пространства, ширина которого имеет переменную величину с плавным ее уменьшением до величины калибра ствола оружия. Ротор установлен с возможностью вращения на валу, на котором закреплены спицы. На концах каждой спицы установлены с возможностью свободного вращения на осях ведущие ролики, расстояние между которыми по окружности позволяет разместить между ними обрабатываемые пули. На цилиндрической поверхности ротора и по всей длине рабочей поверхности корпуса выполнены пазы, находящиеся в одной плоскости, перпендикулярной ведущему валу. При вращении водила его спицы и ведущие ролики обеспечивают продвижение обрабатываемых пуль через сквозное пространство с их прокаткой и круговым обжимом с доведением диаметра пуль до величины калибра с образованием на их поверхности ведущих поясков. На корпусе над ротором установлен приемный лоток для пуль, а в нижней его части - выходной лоток. Улучшается качество обработки пуль и повышается производительность. 3 з.п.ф-лы, 2 ил.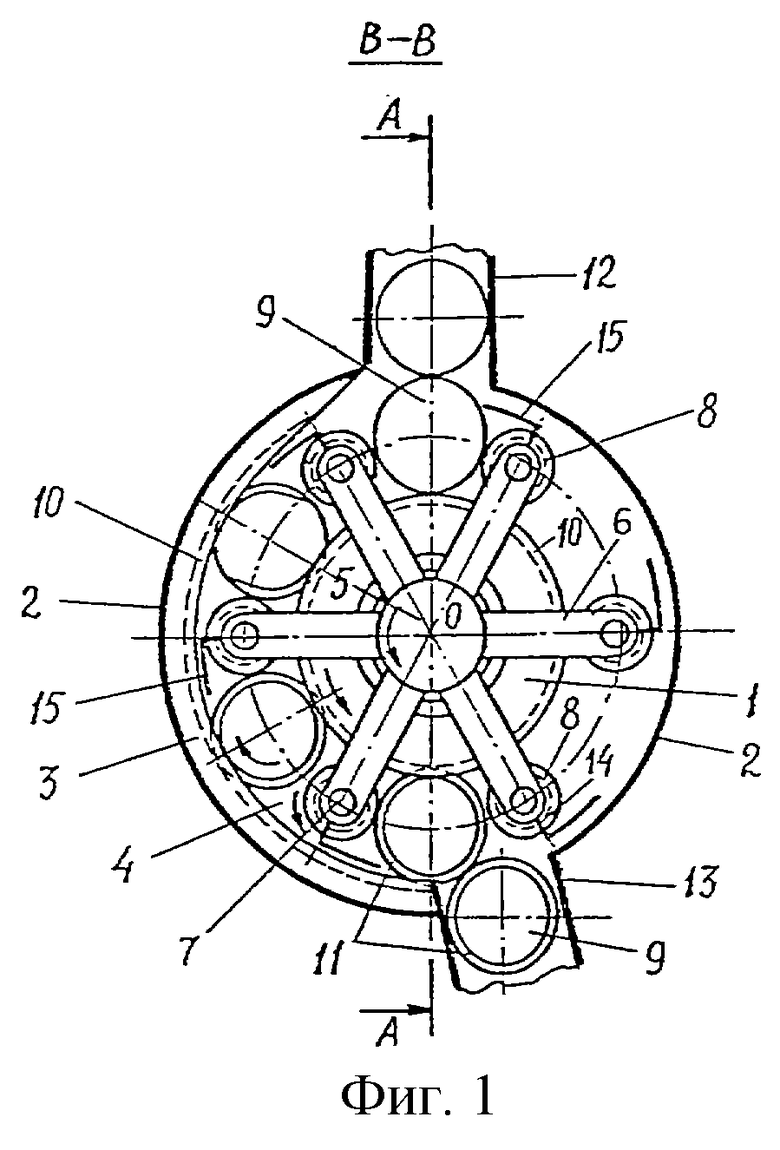
| US 5463960, А, 07.11.1995 | |||
| СПОСОБ ОБКАТКИ ТРУБЧАТБ1Х ЗАГОТОВОК | 0 |
|
SU252279A1 |
| 0 |
|
SU183710A1 | |
| US 4061009, 06.12.1977 | |||
| US 4318291, 09.03.1982. | |||

