Настоящее изобретение касается секционных (в виде отдельных секций) машин, которые преобразовывают капли расплавленного стекла в бутылки посредством двухэтапного способа, и более конкретно, устройства для открывания и закрывания заготовочных форм этой машины.
Предпосылки создания изобретения
Эта заявка является частичным продолжением заявки с регистрационным номером 09/260114 от 3 марта 1999 г., которая включена здесь путем ссылки.
Первая секционная машина была запатентована в патентах США №1843159 от 2 февраля 1932 г. и №1911119 от 23 мая 1933 г. Секционная машина имеет множество одинаковых секций (секционную раму, в которой и на которой смонтирован ряд секционных механизмов), каждая из которых имеет участок формования, включающий одну или больше заготовочных форм для приема соответствующего количества капель расплавленного стекла. Затем капли формуются в баночки, имеющие снабженные резьбой отверстия у основания (венчика), и участок выдувания, на который подаются баночки и формуются в бутылки, стоящие вертикально, с венчиком наверху. Чем более эффективна теплопередача от капли расплавленного стекла внутри заготовочной формы, тем быстрее происходит процесс формования.
Обычно заготовочные формы выполнены с рядом вертикальных отверстий и охлаждающий воздух либо направляется вверх через эти отверстия (восходящее охлаждение), либо вниз через эти отверстия (нисходящее охлаждение). Самая современная конструкция секционной машины раскрыта в патенте США №5830254, а обычная система нисходящей подачи охлаждающего воздуха показана в патенте США №4561875. Такое сопряжение коллекторов с заготовочными формами обеспечивает достаточно трудное удаление заготовочных форм. Обычно оператор использует рычаги для отделения коллектора от заготовочных форм, обеспечивая возможность для второго оператора удалить заготовочные формы.
Задача изобретения
Задачей настоящего изобретения является обеспечение улучшенной системы нисходящего воздушного охлаждения для заготовочных форм в такой машине.
Кроме того, задачей настоящего изобретения является обеспечение улучшенной системы нисходящего воздушного охлаждения для заготовочных форм в секционной машине, в которой такие формы может заменять один оператор.
Другие задачи и преимущества настоящего изобретения станут очевидными из последующего описания и из прилагаемых чертежей, которые иллюстрируют предпочтительный вариант осуществления, включающий особенности изобретения.
Краткое описание чертежей
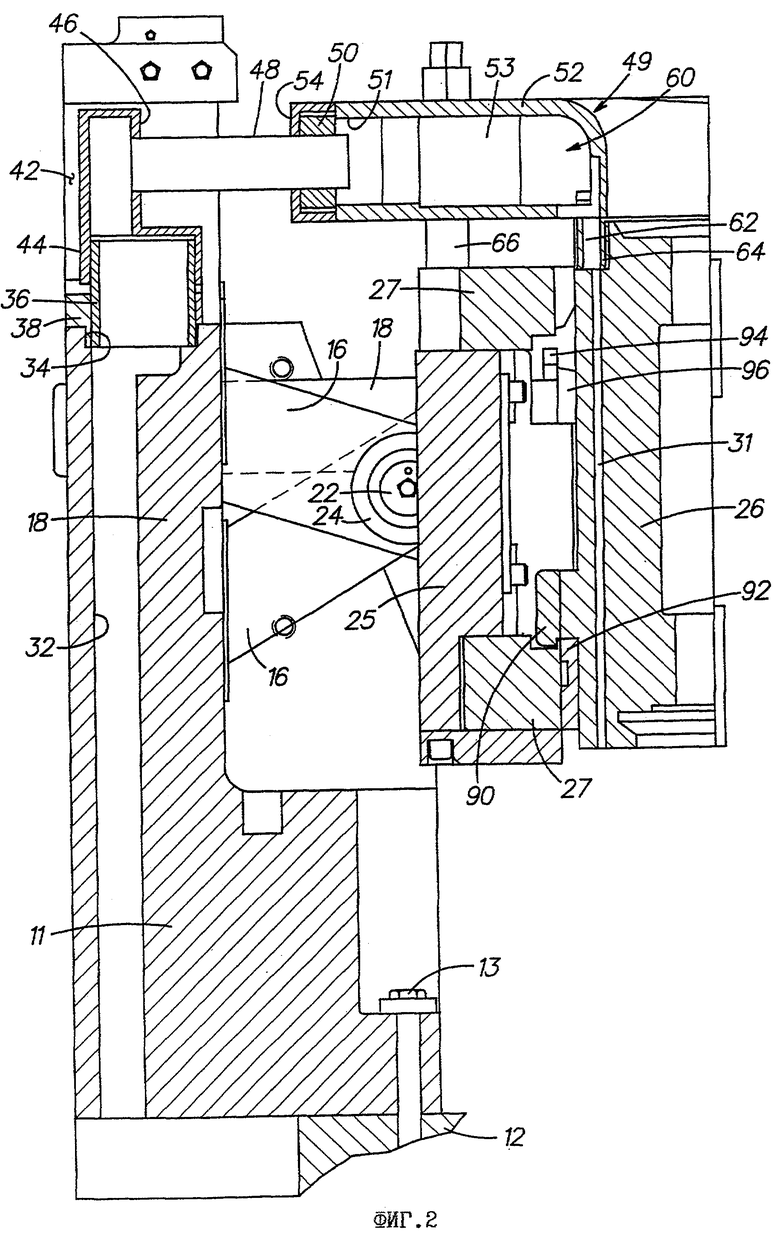
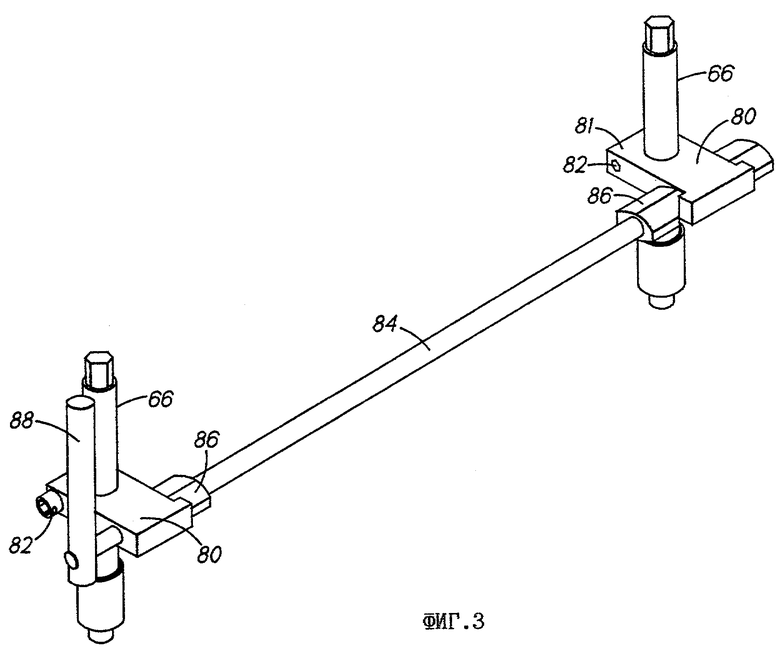
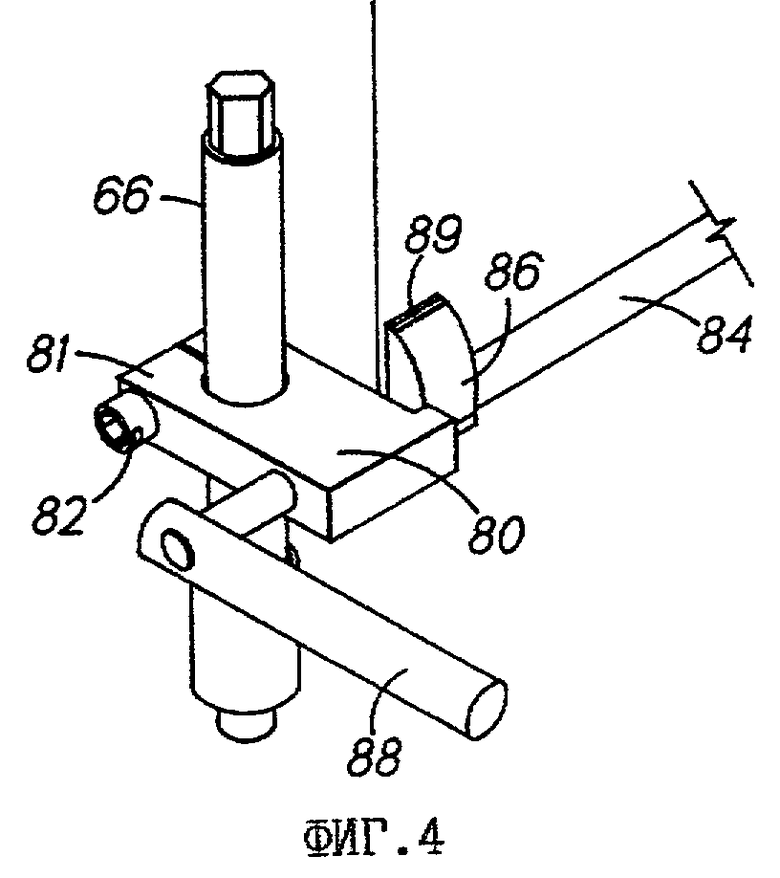
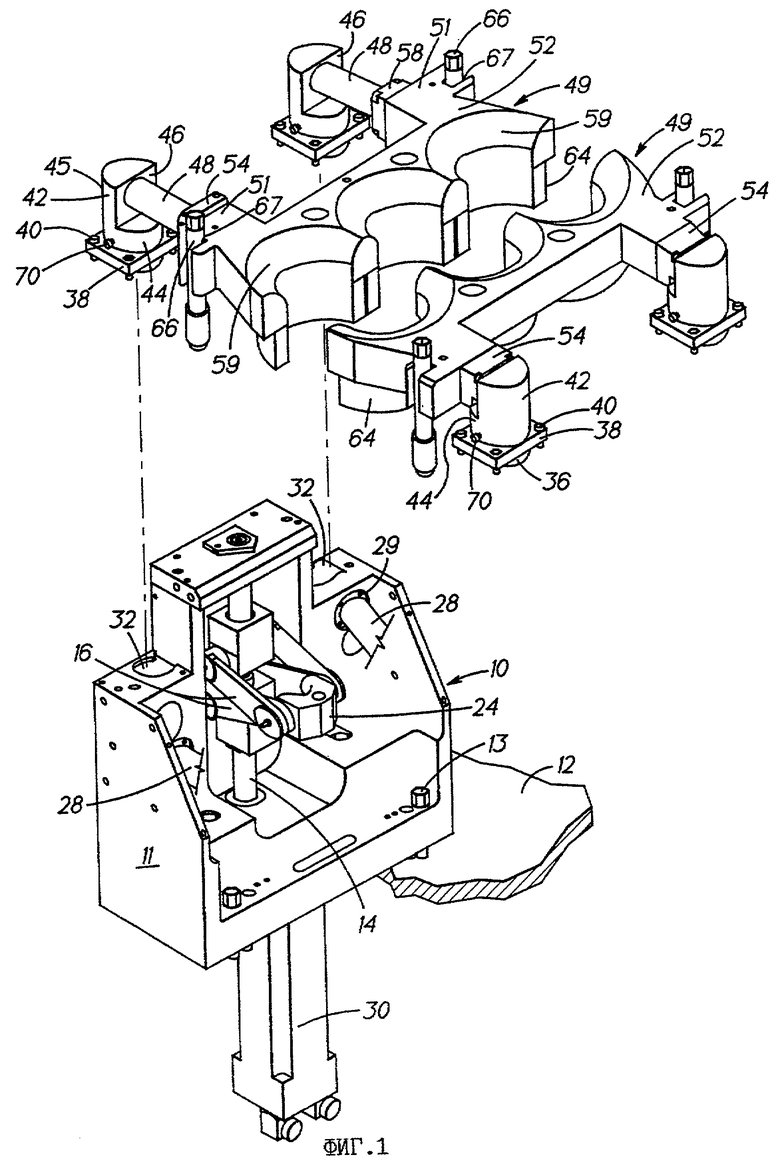
На фиг.1 представлен вид сбоку, частично в разрезе, половины системы нисходящего охлаждения, выполненной в соответствии с настоящим изобретением; на фиг.2 - наклонный вид участка коллектора системы, показанной на фиг.1; на фиг.3 - наклонный вид устройства для разделения коллектора охлаждающего воздуха и заготовочных форм в первом положении; на фиг.4 - наклонный вид показанного на фиг.3 участка устройства для разделения коллектора охлаждающего воздуха и заготовочных форм во втором положении.
Краткое описание предпочтительного варианта осуществления
На участке формования секции секционной машины капля расплавленного стекла формуется в баночку. Участок формования включает устройство открывания и закрывания формы, который содержит пару противолежащих приводных узлов 10 (для ясности показан только один), каждый из которых имеет кожух 11, прикрепленный к раме или коробке 12 секции подходящими крепежными деталями 13. Кожух 11 поддерживает вертикальный шаровой винт 14, который перемещает пару гаек 15, подсоединенных к левому концу соответствующих сцеплений 16. Правый конец каждого сцепления подсоединен через горизонтальный вал 22 (фиг.2) к коромыслу 24, которое связано с крепежным элементом 25 через вертикальный вал (не показан).
Капля формуется в заготовочной форме, которая включает пару противолежащих половин 26 заготовочной формы. Каждая половина заготовочной формы опирается на один или больше вкладышей 27, которые поддерживаются крепежным элементом 25. Крепежный элемент крепится к паре круглых валов 28, которые скользящим образом входят в соответствующие подшипники 29. Крепежный элемент может перемещаться между выдвинутым вперед положением (фиг.2), в котором показанная половина заготовочной формы находится в зацеплении с другой половиной заготовочной формы, и отведенным назад, открытым положением формы, где крепежный элемент находится вблизи кожуха, посредством приведения шарового винта соответствующим двигателем 30. Все детали такого устройства открывания и закрывания формы раскрыты в патенте США №5830254, который включен здесь путем ссылки. Каждая половина заготовочной формы имеет ряд вертикальных отверстий 31 охлаждения, которые проходят от ее вершины до основания.
Охлаждающий воздух подается через пару каналов 32, которые проходят от основания к вершине кожуха 18 по каждой боковой стороне кожуха. Эти каналы 32, которые изгибаются вокруг отверстий круглого вала, оканчиваются у вершины кожуха кольцевой выемкой 34, в которую входит основание цилиндрической установочной втулки 36, укрепленной внутри монтажной манжеты 38, которая прикреплена к кожуху подходящими винтами 40 (фиг.2). На верхней части каждой установочной втулки 36 скользящим образом расположена L-образная коленчатая труба 42, которая имеет вертикальный участок 45 с цилиндрическим основанием 44 для скольжения по втулке, и верхний участок, который имеет плоскую вертикальную поверхность 46, соединенную с горизонтально проходящей трубой 48.
С каждым кожухом соединен коллектор 49, который подает охлаждающий воздух к одному набору половин заготовочных форм, поддерживаемых одним из крепежных элементов. Свободный конец каждой из труб (фиг.1) скользящим образом входит в пропитанную смазочным маслом бронзовую втулку 50, которая удерживается рядом с соответствующим впускным отверстием 51 рамы 52 коллектора 49 торцевой заглушкой 54. Эти впускные отверстия 51 нагнетательной камеры связаны с впускными отверстиями 53 в нагнетательную камеру 60, которая включает три сплошных полукруглых участка 59, соответствующих полукруглым вершинам трех половин заготовочных форм, которые находятся в секции секционной машины, производящей три бутылки за каждый цикл. Каждая полукруглая часть 59 нагнетательной камеры связана с полукруглым вертикальным пазом 62, расположенным в распорной втулке 64, которая подсоединена к коллектору посредством ряда винтов (не показаны), проходящих вверх через втулку в коллекторную раму. Эти полукруглые пазы расположены над рядом отверстий 31 охлаждения в соответствующих заготовочных формах 10.
Узел коллектора (соединенные коллектор и распорная втулка) расположен на верхней части вкладыша 27 с возможностью перемещения относительно крепежного элемента/вкладыша, ограниченного парой вертикальных винтов 66, которые прикреплены к верхней части крепежного элемента и которые расположены в соответствующих пазах 67 в раме 52 коллектора (узел коллектора можно, соответственно, поднимать для замены половин заготовочной формы). Установочный винт 70 прикрепляет коленчатую трубу 42 к втулке 36, приспособленной для ограниченного регулирования в вертикальном направлении. Для размещения более длинного набора заготовочных форм втулки 36 и распорные втулки можно заменить более длинными втулками и распорными втулками.
К каждой паре вертикальных винтов 66 непосредственно под рамой 52 коллектора 49 прикреплен кронштейн 80. Каждый кронштейн имеет участок 81 разрезного зажима, который можно прижимать к связанному с ним винту соединителем 82. Ось 84 шарнира, к которой прикреплены одинаковые кулачки 86, опирается с возможностью поворота на каждую пару кронштейнов. Ось шарнира можно поворачивать ручкой 88, прикрепленной к одному концу вала для поворота кулачков из первого положения, показанного на фиг.3, где они горизонтальны, во второе положение, показанное на фиг.4, где конец 89 кулачков зацепляет основание коллекторной рамы немного дальше центра. Коллекторная рама поднимается (поверхность основания втулки 64) в процессе разделения узла коллектора и вершины заготовочных форм, чтобы обеспечить возможность оператору отделить заготовочные формы от вкладышей крепежного элемента формы (идущий вниз выступ 90 соединяется с идущей вверх защелкой 92, а кнопка 94 защелкивает прямой фланец 96). При нахождении линии зацепления за центром узел коллектора будет поддерживаться в полностью поднятом положении, пока оператор не переместит горизонтальную ручку назад в ее первоначальное вертикальное положение.
Изобретение относится к области строительства, к производству стекла, а именно к подаче расплавленного стекла. Изобретение позволит обеспечить улучшенную систему нисходящего воздушного охлаждения для заготовочных форм. Устройство для открывания и закрывания формы для секции секционной машины, содержащее, по меньшей мере, одну половину формы, имеющую вертикальный канал воздушного охлаждения, узел крепежного элемента формы, включающий крепежный элемент-вкладыш для поддержания, по меньшей мере, одной половины формы, узел коллектора, включающий коллектор, содержащий нагнетательную камеру, включающую участок для расположения над каждой из, по меньшей мере, одной половиной формы. По меньшей мере, один участок камеры имеет открывающийся вниз выход, распорную втулку, прикрепленную внизу рамы и имеющую проходящее в вертикальном направлении отверстие втулки, соединенное с открывающимся вниз выходом каждого из, по меньшей мере, одного участка нагнетательной камеры для подачи охлаждающего воздуха из камеры в вертикальный канал воздушного охлаждения, по меньшей мере, одной половины формы, направляющее средство для управления перемещением коллектора относительно крепежного элемента формы, включающее пару вертикальных винтов, прикрепленных к крепежному элементу формы, и пару вертикальных пазов в коллекторе для приема вертикальных винтов, и подъемное устройство, проходящее между вертикальными винтами, включающее кронштейн, прикрепленный с возможностью съема к каждому вертикальному винту, вал, прикрепленный с возможностью поворота каждым ближайшим концом к одному из кронштейнов, и кулачок, прикрепленный к валу и имеющий такую форму, что узел коллектора опирается на заготовочные формы в первом положении. Узел коллектора по выбору отделяется от заготовочных форм во втором положении. 1 з.п. ф-лы, 4 ил.
| US 5830254 A, 03.11.1998.US 4561875 А, 31.12.1985.US 4251253 A, 7.02.1981.GB 1337292 А, 14.11.1973.SU 1103791 А, 15.07.1980.SU 1131467 А, 23.12.1984. |

