Изобретение касается складывающихся коробок и, более конкретно, таких складывающихся коробок, которые снабжены приспособлением для опорожнения в форме выливного носика. Рассматриваемый тип складывающейся коробки предназначен для текучих продуктов, например, в порошкообразной или гранулированной форме или продуктов, переведенных в текучую форму другим способом. Выливное приспособление в форме выливного носика складывающейся коробки относится к такому типу, который позволяет его повторно отгибать и загибать обратно, и может, таким образом, использоваться с большим разнообразием размеров складывающихся коробок.
Изобретением взята за основу существующая испытанная технология преобразования картонного материала или его эквивалента в заготовки складывающихся коробок, их склеивания, с образованием склеенных заготовок складывающихся коробок, которые в плоском состоянии можно поставлять и подавать в испытанные машины, формирующие коробки для заполнения и запечатывания.
За прошедшие годы было разработано и получило широкое признание несколько различных конструкций выливных носиков, в основном возможно благодаря гибкости манипулирования, предоставляемой потребителю. Один из примеров таких конструкций представляет собой выливной носик, изготовленный отдельно от заготовки складывающейся коробки и в большинстве случаев выполненный из легкого металла; такую конструкцию можно уже давно найти на упаковках для стиральных порошков. Такой выливной носик, конечно, удобен для потребителя и выдерживает сравнительно большие нагрузки без поломки. Однако с точки зрения производства для его установки требуются специальные приспособления, которые вместе со стоимостью материала приводят к увеличению цены.
Поэтому было предложено несколько конструкций складывающихся коробок, в которых приспособление было выполнено за одно целое с заготовкой складывающейся коробки, так чтобы снабдить складывающуюся коробку интегрированным выливным носиком.
В патенте США 5215250 (кл. В 65 D 5/74, 1993) описана конструкция выливного носика в выполненной за одно целое заготовке складывающейся коробки, имеющей признаки, в основном перечисленные в ограничительной части п.1 прилагаемой формулы.
Важное требование, однако, состоит в том, чтобы выливной носик, а именно его прикрепление или соединение со стенкой складывающейся коробки, не ломался. С другой стороны, это соединение или прикрепление не должно быть таким, чтобы его способность открываться ухудшалась.
Ранее пытались уменьшить сопротивление открыванию выливного носика, выполненного за одно целое с заготовкой складывающейся коробки, посредством уменьшения трения между боковыми сторонами выливного носика и отверстием в стенке складывающейся коробки, в котором расположен выливной носик. Была предложена конструкция выливного носика, например, в которой его передняя часть сужается в направлении к отверстию для опорожнения, тогда как стороны носика направляются посредством расходящихся боковых краев отверстия в стенке складывающейся коробки.
С таким приспособлением могут возникать проблемы с уплотнением после повторного закрывания выливного носика, и, кроме того, поток выгружаемого продукта становится неограниченным в некоторых случаях, поскольку отклонение боковых сторон может стать слишком большим.
Кроме того, невозможно установить эту известную сходящуюся/расходящуюся конструкцию непосредственно смежно боковому краю складывающейся коробки, то есть в той области складывающейся коробки, в которой ее размерная стабильность является наибольшей.
Задача изобретения состоит в обеспечении складывающейся коробки, имеющей выливной носик, который может быть отогнут или загнут обратно, при этом выливной носик может быть легко открыт, затем плотно закрыт и может повторно открываться и закрываться.
Задача настоящего изобретения, кроме того, состоит в обеспечении конструкции выливного носика, который может находиться в произвольном положении, то есть даже непосредственно смежно боковым краям складывающейся коробки.
Поставленные задачи решаются посредством складывающейся коробки из выполненной за одно целое, склеенной заготовки из картонного материала или его эквивалента, снабженной выливным носиком, который может быть отогнут и загнут обратно, и образован из частичных панелей выливного носика, расположенных во внутренней и наружной частичной панелях, по меньшей мере частично прикрепленных друг к другу, в выполненной за одно целое склеенной заготовке складывающейся коробки, при этом выливной носик содержит переднюю панель и соединенную с ней посредством намеченных линий сгиба по меньшей мере одну боковую панель, причем передняя панель образует вдоль одной ее стороны шарнирное соединение с указанными частичными панелями заготовки, по меньшей мере частично прикрепленными одна к другой и образующими вместе с указанной по меньшей мере одной боковой панелью выливной носик, характеризующейся тем, что намеченная линия сгиба между указанной по меньшей мере одной боковой панелью и передней панелью выливного носика, выполненная вместе с другими намеченными линиями сгиба заготовки складывающейся коробки, имеет ослабление, которое достигается путем предварительного сгибания боковой панели вокруг намеченной линии сгиба, причем данное ослабление материала после предварительного сгибания больше, чем в других намеченных линиях сгиба, выполненных в заготовке складывающейся коробки.
Соответственно, задачи изобретения в отношении способа производства указанной складывающейся коробки решаются способом изготовления вышеописанной складывающейся коробки, характеризующимся тем, что указанную по меньшей мере одну боковую панель предварительно сгибают вокруг ее намеченной линии сгиба, чтобы вызвать ослабление материала, причем указанная боковая панель расположена по существу в той же плоскости, что и передняя панель выливного носика, когда частичные панели заготовки сгибают для образования склеенной плоской заготовки, и после этого формируют складывающуюся коробку путем складывания склеенной плоской заготовки.
Краткое описание чертежей
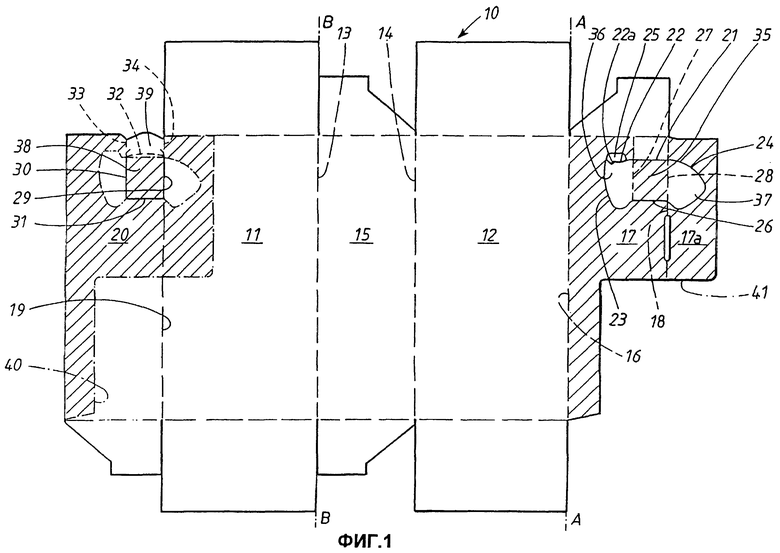
Фиг.1 - вид сверху заготовки складывающейся коробки по изобретению с той стороны, которая будет наружной стороной складывающейся коробки,
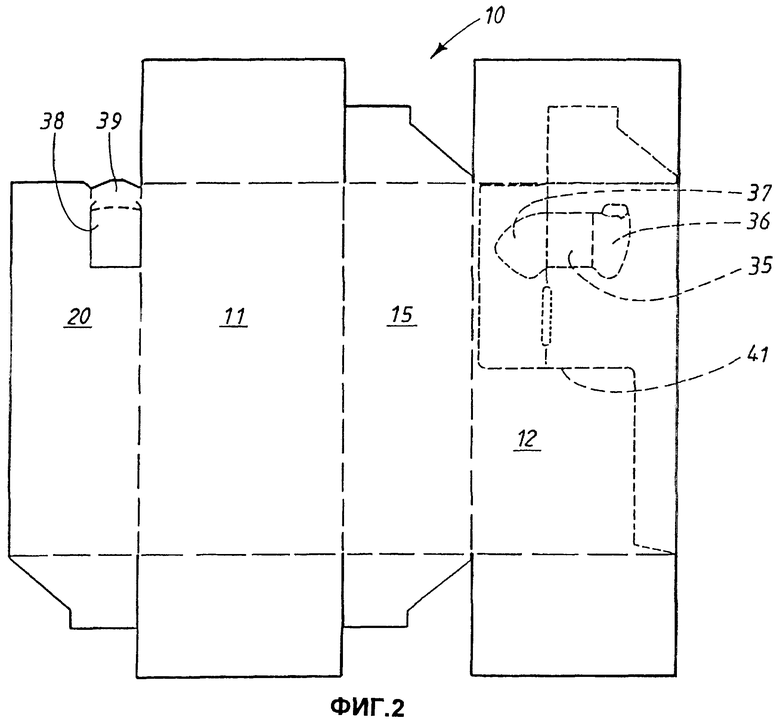
Фиг.2 - заготовка складывающейся коробки по Фиг.1 на первой стадии изготовления склеенной заготовки складывающейся коробки,
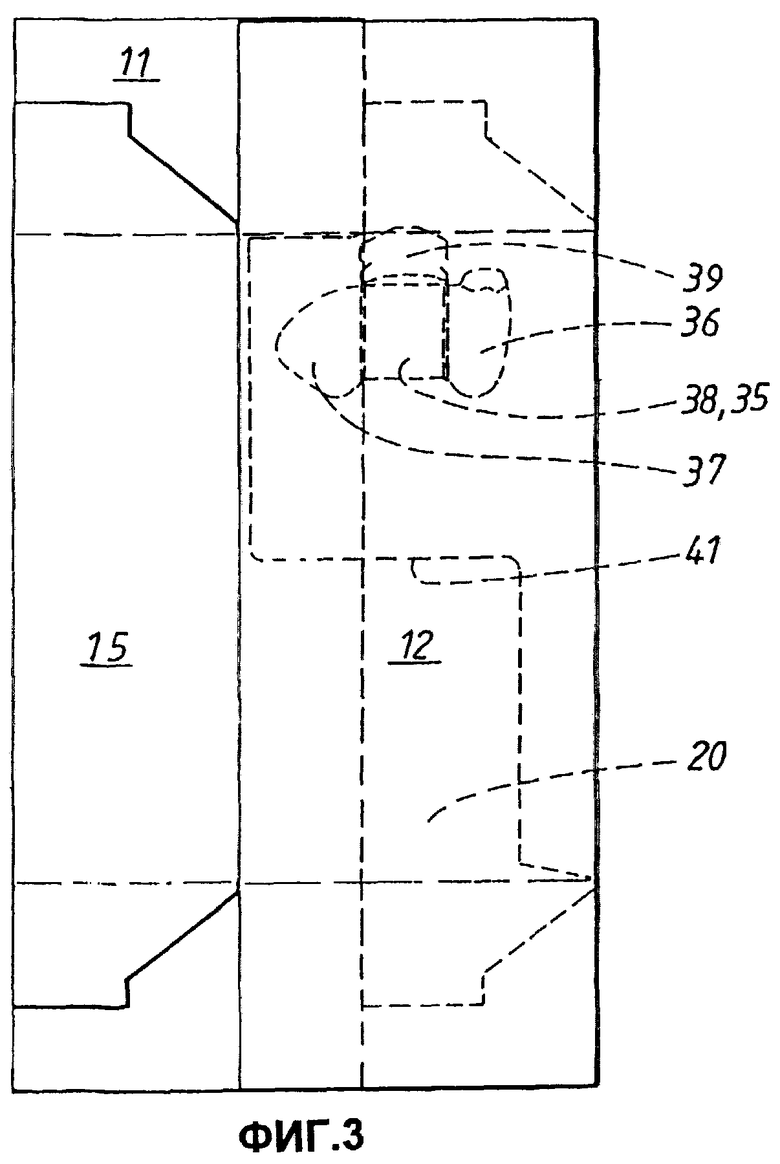
Фиг.3 - заготовка складывающейся коробки по Фиг.1 в готовом, склеенном состоянии,
Фиг.4 - запечатанная и открытая складывающаяся коробка, сформированная из заготовки по Фиг.3.
Выполненная за одно целое заготовка 10, показанная на Фиг.1, содержит пару широких боковых панелей 11, 12 и узкую боковую панель 15, соединенную с ними фальцованными линиями сгиба или их эквивалентом. Через фальцованную линию сгиба 16 к широкой боковой панели 12 присоединена частичная панель 17, которая посредством фальцованной линии сгиба 18 (или эквивалента) включает частичную панель 17а. Ширина частичной панели 17 без панели 17а соответствует ширине узкой боковой панели 15.
Частичная панель 20 шириной, соответствующей ширине узкой боковой панели 15, соединена с широкой боковой панелью 11 фальцованной линией сгиба 19.
Традиционным образом, каждая панель имеет несколько запечатывающих створок или клапанов на ее концах, и поскольку сами створки не составляют новизны конструкции, они далее не описываются подробно.
В частичных панелях 17 и 17а выполнены вырубленные линии, которые проходят через материал складывающейся коробки, и эти вырубленные линии включают верхнюю вырубленную линию 21, параллельную верхней плоскости производимой складывающейся коробки, вырубленную линию 22, которая образует один ограничительный край в вырезе 25 материала, выполненном так, чтобы облегчить операцию образования выливного носика и образовать ограничитель отгибания выливного носика на Фиг.1 - у левой стороны, и вырубленную линию 23, примыкающую к вырубленной линии 22, при этом линия 23 оканчивается в фальцованной линии сгиба 26 (или ее эквиваленте), параллельной вырубленной линии 21. Вырубленная линия 24, примыкающая к горизонтальной вырубленной линии 21, начинается от другого конца фальцованной линии сгиба 26.
В области, ограниченной указанными вырубленными линиями и фальцованной линией сгиба 26, имеется пара намеченных линий сгиба 27, 28, параллельных продолжению производимой складывающейся коробки в продольном направлении.
Как будет понятно ниже в связи с Фиг.2 и 3, частичные панели 17, 17а образуют внутреннюю частичную панель склеенной заготовки и готовой складывающейся коробки соответственно.
Частичная панель 20, показанная слева на Фиг.1, предназначена для образования частичной наружной панели склеенной заготовки и складывающейся коробки соответственно. Вырубленная линия, проходящая через материал, выполнена в направлении фальцованной линии сгиба 19, от фальцованной линии сгиба 31 (или ее эквивалента), лежащей на продолжении фальцованной линии сгиба 26 вверх к ослабленной линии 32 (например, вырубленной). Еще одна вырубленная линия 30, параллельная вырубленной линии 29, соединяет фальцованную линию сгиба 31 с ослабленной линией 32. Находящиеся на одной линии с вырубленными линиями 29, 30 ослабленные линии сгиба 34, 33 продолжаются к свободному концевому краю частичной панели 20.
В показанном варианте выполнения выливной носик образован из двух частичных областей из панелей 17, 17а и 20, которые уже были описаны. В готовом выливном носике панели 17, 17а могут быть названы внутренней частичной панелью, а панель 20 можно назвать наружной частичной панелью. Компонентами указанной внутренней частичной панели выливного носика являются передняя панель 35 и боковые панели 36 и 37, причем фальцованная линия сгиба 26 удерживает указанные панели вместе с внутренней частичной панелью 17 и, совместно с фальцованной линией сгиба 31, образует шарнирное соединение для детали, из которой получают упомянутый выливной носик.
Между вырубленными линиями 29, 30 и фальцованной линией сгиба 31 в наружной частичной панели 20 находится часть 38, которая образует наружную переднюю панель выливного носика и соответствует по размеру, то есть по ширине, внутренней передней панельной части 35, но из-за изогнутой ослабленной линии 32 продолжается немного выше на Фиг.1, чем продолжение верхней вырубленной линии 21. Над ослабленной линией 32 находится часть 39, которая может быть оторвана и служит в качестве запечатывающего участка для производимого выливного носика. Относительное протяжение наружной и внутренней передних панельных частей может быть обратным, если требуется.
Заштрихованные области 40, 41 на Фиг.1 показывают области внутренней и наружной частичных панелей 20, 17, 17а, которые по меньшей мере частично прикреплены друг к другу в готовой склеенной заготовке складывающейся коробки.
Как будет понятно, а также в соответствии с показанным на Фиг.4, производимый выливной носик предназначен для размещения непосредственно смежно одному из боковых краев складывающейся коробки. Выливной носик может, конечно, быть размещен в другом месте, например центрально в боковой панели. В показанном варианте выполнения одна боковая панель 37 будет сначала, в связи с формированием складывающейся коробки, приведена в непосредственный контакт с внутренней стороной широкой боковой панели 11, и, таким образом, ей будет придана вынужденная ориентация в направлении, которое впоследствии будет направлением перемещения при отгибании и загибании выливного носика.
Все фальцованные (ослабленные) линии сгиба и вырубленные линии в заготовке по Фиг.1 выполняют на традиционной стадии преобразования, то есть на высокопроизводительных скоростных машинах.
В варианте выполнения по Фиг.1 намеченная линия сгиба 27 поэтому является традиционным фальцем, обеспечивающим обычное ослабление материала этого типа, необходимое при собирании из заготовки складывающейся коробки. Это ослабление материала, однако, является недостаточным для производимого выливного носика, который должен хорошо (уверенно) открываться, и для этой цели осуществляют дополнительную операцию ослабления материала на намеченной фальцовкой линии сгиба 27 до или во время сгибания внутреннего панельного участка в положение, показанное на Фиг.2. Это ослабление материала достигается путем предварительного сгибания боковой панели 36, то есть ее сгибают вверх от плоскости бумаги на Фиг.1 в склеивающей машине, вокруг намеченной фальцовкой линии сгиба 27, и это предварительное сгибание осуществляют так, что ослабление материала на намеченной линии сгиба 27 больше, чем на других фальцованных линиях, выполненных в заготовке складывающейся коробки на стадии преобразования. Необходимую степень ослабления материала определяют эмпирически, и в готовой складывающейся коробке линия сгиба 27 имеет структуру, которая существенно отличается от структуры других сгибов (и ослабленных линий соответственно).
После осуществления такого предварительного сгибания, то есть после получения намеченной линии сгиба 27, или одновременно с таким предварительным сгибанием частичную панель 17, 17а сгибают вокруг линии А-А, то есть вокруг фальцованной линии сгиба 16, в положение, показанное на Фиг.2, после чего в склеивающей машине наружная частичная панель 20 сгибается вокруг линии В-В, то есть вокруг фальцованной линии сгиба 13, в положение согласно Фиг.3.
Из вышеприведенного описания понятно, что частичные панели 35, 38, образующие переднюю панель выливного носика, затем по существу накрывают друг друга, а боковая панель 37 имеет намеченную линию сгиба 28, находящуюся по существу на одной линии с боковой краевой линией между широкой боковой панелью 11 и узкой частичной панелью 20.
Склеивание заштрихованных областей внутренней и наружной частичных панелей может быть осуществлено посредством, например, точечного склеивания или термосваривания.
Заготовка по Фиг.3, таким образом, находится в плоском, склеенном состоянии, готовом для подачи готовой заготовки в формирующую и заполняющую машину и для направления ее потребителю в заполненном и запечатанном состоянии.
Выливной носик приводят в действие посредством сначала отрывания “язычка” (отрываемой части) 39, а затем захватывания верхнего края передней панели 38 (или верхнего края передней панели 35 в варианте выполнения) и совсем простого вытягивания внутреннего переднего панельного участка, соединенного с ним, и его боковых панелей 36, 37, из которых боковая панель 36 подготовлена предварительным сгибанием, а боковая панель 37 направляется внутренней стороной широкой боковой панели 11.
Описанный вариант выполнения является предпочтительным примерным вариантом выполнения изобретения, которое ограничено только прилагаемой формулой изобретения.
Для ограничения степени отгибания выливного носика на вырубленной линии 22 может быть образовано стопорное приспособление 22а в форме зубца.

Изобретение касается складывающейся коробки с выливным носиком, а также способа изготовления такой складывающейся коробки. Выливной носик образован из частичных панелей, выполненных за одно целое с заготовкой складывающейся коробки, и содержит переднюю панель (38, 35) и пару боковых панелей (36, 37), соединенных с ней посредством намеченных линий сгиба (27, 28). По меньшей мере одна из боковых панелей (36) сначала лежит по существу в той же плоскости, что и передняя часть (38, 35). Намеченная линия сгиба (27) боковой панели имеет более сильное ослабление материала, чем ослабление, достигаемое посредством фальцовки или ее эквивалента, благодаря тому, что была предварительно согнута. Изобретение позволяет обеспечить конструкцию выливного носика, который может быть легко открыт, затем плотно закрыт и может повторно открываться и закрываться, а также находиться в произвольном положении. 2 с. и 8 з.п.ф-лы, 4 ил.
| US 4569443 А, 11.02.1986.US 1539985 А, 02.06.1925.US 4054240 А, 18.10.1977. |

