Изобретение относится к области электротехники и может быть использовано в технологии изготовления электрических машин с постоянными магнитами из высококоэрцитивного материала.
Известен способ изготовления индуктора, расположенного на неподвижной части электрической машины, включающий изготовление цилиндрической станины с припуском на обработку диаметра, полюсов с наконечниками или наконечников с припуском на обработку по основанию их, сборку их, при этом устанавливают полюса с медными катушками или постоянные магниты и наконечники внутри станины и фиксируют их, затем осуществляют механическую обработку до момента обеспечения номинальных размеров расточки индуктора и цилиндрической поверхности замка станины и их соосности [1, 2].
Недостатком известного способа является сложность в осуществлении механической обработки цилиндрических поверхностей при применении для сборки предварительно намагниченных постоянных магнитов, т.к. в зоне индуктора присутствуют сильные магнитные поля, препятствующие отделению металлической стружки, а способ изготовления индуктора коллекторного типа, включающий изготовление полюсных наконечников с припуском на обработку основания, сборку их, установку постоянных магнитов в размагниченном состоянии, механическую обработку до момента обеспечения номинального размера расточки индуктора и его посадочных поверхностей и затем осуществление намагничивания постоянных магнитов, не выявлен.
Наиболее близким техническим решением к предлагаемому изобретению является способ изготовления ротора коллекторного типа магнитоэлектрической машины, включающий изготовление полюсных наконечников с припуском на обработку боковых сторон, сборку их, фиксацию их, механическую обработку их боковых сторон, прилегающих к магнитам, установку постоянных магнитов [3].
Однако известный способ является частным способом изготовления индуктора, расположенного на роторе, и не включает условий для механической обработки поверхности ротора, как поверхности вращения, и его посадочных поверхностей до установки постоянных магнитов.
Технический результат изобретения заключается в повышении технологичности изготовления магнитоэлектрической машины за счет повышения технологичности способа изготовления ее индуктора коллекторного типа, расположенного или на ее подвижной части, или на ее неподвижной части, при котором механическую обработку цилиндрических поверхностей выполняют до установки постоянных магнитов.
Технический результат достигается тем, что известный способ изготовления индуктора коллекторного типа магнитоэлектрической машины по первому варианту включает изготовление полюсных наконечников с припуском на обработку боковых сторон, сборку их, фиксацию их, механическую обработку их боковых сторон, прилегающих к магнитам, установку постоянных магнитов. Дополнительно при изготовлении полюсных наконечников выполняют припуск на обработку по их основанию, изготавливают немагнитные плоские кольца с припуском на обработку диаметра, которые после механической обработки боковых сторон полюсных наконечников устанавливают на торцевых сторонах их и фиксируют, а затем при механической обработке осуществляют снятие припусков оснований полюсных наконечников и колец до момента обеспечения номинальных размеров обрабатываемых поверхностей и их соосности.
По второму варианту при изготовлении полюсных наконечников только одну часть их выполняют с припуском на обработку и его выполняют по их основанию, при сборке их устанавливают равномерно по всей окружности индуктора на расстоянии, равном разности диаметра расточки индуктора и припусков на обработку их оснований, дополнительно изготавливают немагнитные плоские кольца с припуском на обработку диаметра, которые устанавливают на торцевых сторонах указанной части полюсных наконечников и фиксируют, одновременно с этим осуществляют намагничивание постоянных магнитов и наносят на их боковые стороны знаки полюсов, а затем осуществляют их сборку, устанавливают их на боковые стороны другой оставшейся части полюсных наконечников, при этом используют эффект их взаимного притяжения, а при механической обработке осуществляют снятие припусков колец и оснований полюсных наконечников до момента обеспечения номинальных размеров обрабатываемых поверхностей и их соосности, на боковых сторонах которых осуществляют установку постоянных магнитов одноименными полюсами, до установки которых на боковые стороны полюсных наконечников наносят клеящий состав.
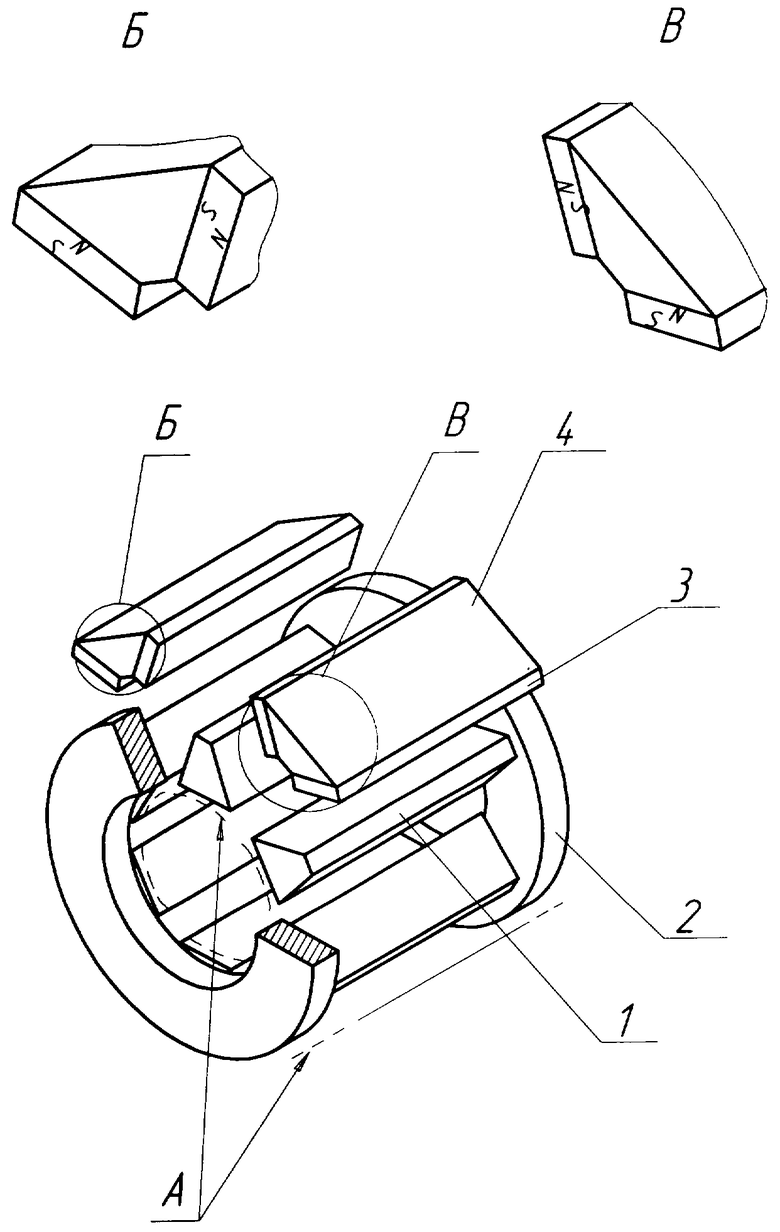
На чертеже показан узел шестиполюсного индуктора коллекторного типа магнитоэлектрической машины, который размещают на ее неподвижной части, приведена схема установки 4 (из 12) постоянных магнитов. Предлагаемый способ осуществляют следующим образом.
Изготавливают трапециевидные полюсные наконечники, из них только часть (6 из 12) с припуском на механическую обработку основания 1, и два немагнитных плоских кольца 2 с припуском на обработку диаметра. Полюсные наконечники 1 устанавливают равномерно по окружности индуктора на расстоянии, равном разности диаметра расточки индуктора и указанных припусков оснований, фиксируют деталями крепления их торцовыми сторонами с плоскими поверхностями колец 2, а затем обрабатывают токарным резцом поверхности А так, чтобы были сняты припуски до момента обеспечения номинальных размеров расточки индуктора и цилиндрической поверхности замка кольца, при этом обеспечивают их соосность оси шпинделя токарного станка, постоянные магниты 3 намагничивают, маркируют и осуществляют их установку разноименными полюсами (маркировка Б и В) на боковых сторонах полюсных наконечников 4, а затем одноименными полюсами на боковых поверхностях полюсных наконечников 1 и фиксируют.
Таким образом, техническим решением достигнут положительный эффект, заключающийся в повышении технологичности изготовления магнитоэлектрической машины, за счет повышения технологичности способа изготовления ее индуктора коллекторного типа с осуществлением механической обработки цилиндрических поверхностей до установки предварительно намагниченных постоянных магнитов, которые устанавливают с использованием эффекта их взаимного притяжения.
По предлагаемому способу изготовлен индуктор, собран опытный образец электродвигателя постоянного тока типа ЭДМ с постоянными магнитами NdFeB, проведены испытания образца. Результаты изготовления и испытаний подтверждают эффективность и целесообразность применения предлагаемого способа для массового производства электрических машин.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Виноградов Н.В. Технология производства электрических машин. - М.-Л., Госэнергоиздат, 1948, с.15.
2. Балагуров В.А., Ф.Ф.Галтеев, А.Н.Ларионов. Электрические машины с постоянными магнитами. - М.-Л., "Энергия", 1964, с.446-447.
3. Авторское свидетельство СССР №1417114 А1, Н 02 К 15/02, 1988, БИ №22 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрическая машина постоянного тока | 1982 |
|
SU1119129A1 |
| Способ изготовления ротора коллекторного типа магнитоэлектрической машины | 1985 |
|
SU1417114A1 |
| Способ изготовления ротора магнитоэлектрической машины | 1982 |
|
SU1067569A1 |
| Ротор электрической машины | 1990 |
|
SU1758785A1 |
| БЕСКОНТАКТНЫЙ СИНХРОННЫЙ ГЕНЕРАТОР КОМБИНИРОВАННОГО ВОЗБУЖДЕНИЯ | 1969 |
|
SU243040A1 |
| Магнитоэлектрический генератор | 2019 |
|
RU2716011C1 |
| ПАКЕТ ДЛЯ ФОРМИРОВАНИЯ МАГНИТНОЙ СИСТЕМЫ РОТОРА | 2003 |
|
RU2241296C1 |
| Способ изготовления ротора магнитоэлектрической машины | 1974 |
|
SU583514A1 |
| МАГНИТОЭЛЕКТРИЧЕСКАЯ МАШИНА | 2003 |
|
RU2256277C2 |
| Индуктор магнитоэлектрической машины | 1983 |
|
SU1280670A1 |
Изобретение относится к области электротехники и может быть использовано в технологии изготовления электрических машин с постоянными магнитами из высококоэрцитивного материала. Сущность изобретения состоит в том, что согласно первому варианту до сборки составного индуктора изготавливают немагнитные плоские кольца с припуском на обработку диаметра, а полюсные наконечники индуктора изготавливают с припусками на обработку по их основанию и боковым сторонам, прилегающим к постадийным магнитам, а после механической обработки боковых сторон полюсных наконечников на их торцевых сторонах устанавливают немагнитные плоские кольца и фиксируют их. Далее осуществляют снятие припусков на обработку по основанию полюсных наконечников и немагнитных колец до момента обеспечения номинальных размеров цилиндрических поверхностей и их соосности. Затем в зазоры между боковыми сторонами полюсных наконечников устанавливают и фиксируют предварительно намагниченные прямоугольные постоянные магниты. Согласно второму варианту осуществления изобретения только одну часть полюсных наконечников выполняют с припуском на обработку по их основанию, а при сборке установку их равномерно по окружности индуктора осуществляют равномерно на расстоянии, равном разности диаметра расточки индуктора и упомянутых припусков на обработку по основанию. Плоские немагнитные кольца изготавливают с припуском на обработку диаметра d одновременно с установкой и фиксацией этих колец на торцевых сторонах упомянутой части полюсных наконечников. Одновременно намагничивают постоянные магниты и наносят на их боковые стороны знаки полюсов и устанавливают их на боковых сторонах другой оставшейся части полюсных наконечников, используя эффект взаимного притяжения, а при механической обработке осуществляют снятие припусков колец и оснований полюсных наконечников до момента обеспечения номинальных размеров обрабатываемых поверхностей и их соосности и устанавливают постоянные магниты одноименными полюсами на боковых сторонах полюсных наконечников. Технический результат - повышение технологичности способа изготовления индуктора. 2 н. и 2 з.п. ф-лы, 1 ил.
| Способ изготовления ротора коллекторного типа магнитоэлектрической машины | 1985 |
|
SU1417114A1 |
| Технология производства электрических машин | |||
| - М.-Л.: Госэнергоиздат, 1948, с.5.БАЛАГУРОВ В.А | |||
| и др | |||
| Электрические машины с постоянными магнитами | |||
| - М.-Л.: Энергия, 1964, с.446 и 447. | |||

