Изобретение относится к скобяным изделия, в частности к ручкам дверным и может быть использовано при изготовлении дверей, сейфов, окон, шкафов и т.д.
Известен способ монтажа ручки дверной, включающий ее закрепление крепежным средством к опорной поверхности, содержащей отверстие, причем ручка дверная изготовлена в виде стержня с двумя рукоятками со средством контакта и с крепежным средством (а.с. СССР № 29382).
Задача, на решение которой направлено заявляемое техническое решение, состоит в расширении арсенала технических средств для изготовления ручки дверной, конструкции ручки дверной и способа монтажа ручки дверной.
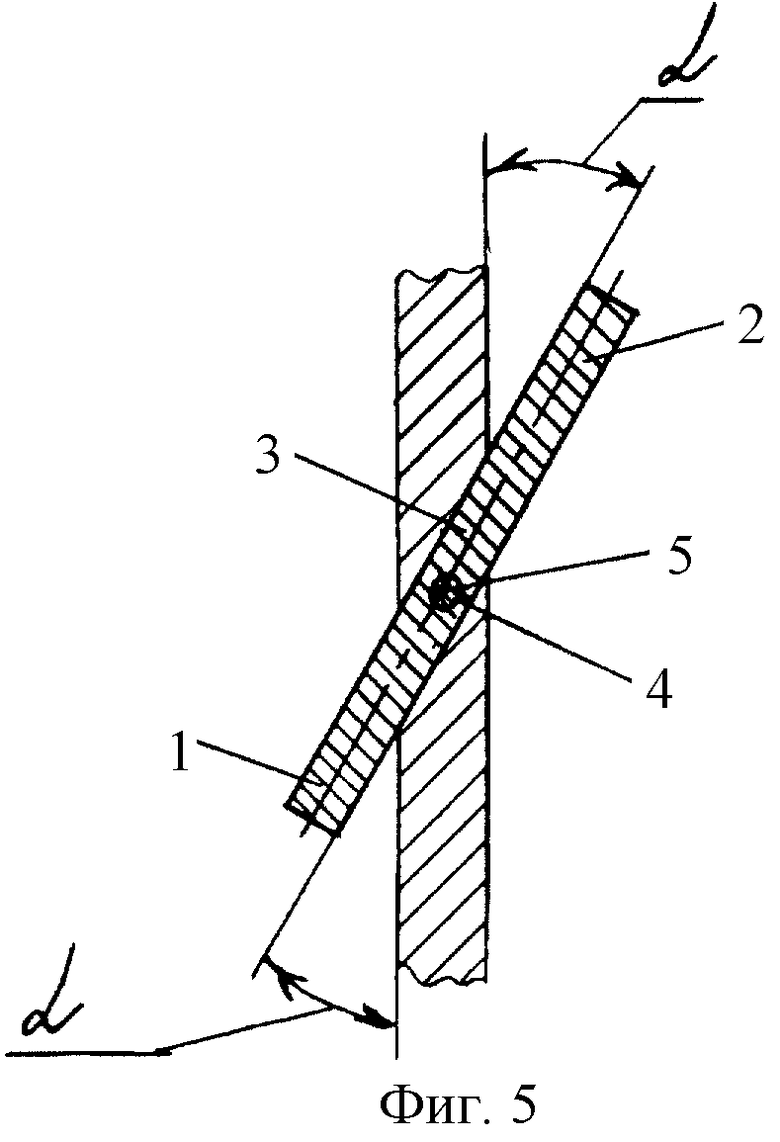
Этот технический результат достигается тем, что в способе монтажа ручки дверной, включающем ее закрепление крепежным средством к опорной поверхности, содержащей отверстие, причем ручка дверная изготовлена в виде стержня с концевыми частями и средней частью, и средством контакта, изготовленным на средней части стержня и взаимодействующим с крепежным средством, вводят среднюю часть стержня в отверстие и закрепляют его к опорной поверхности под острым углом, равным 15-75°.
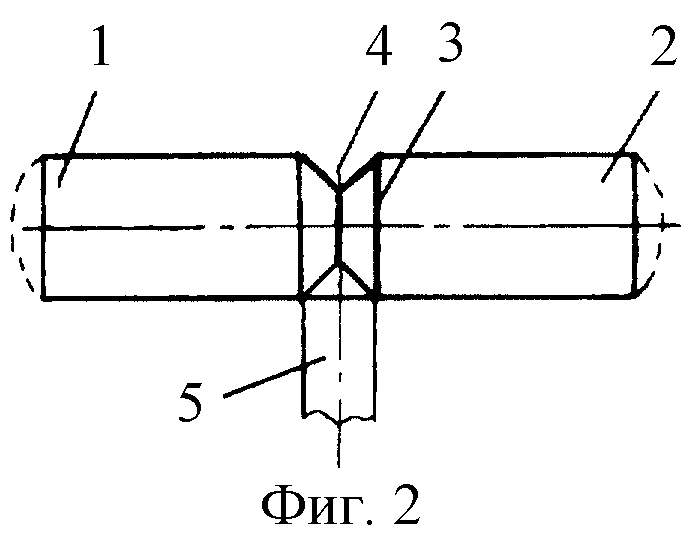
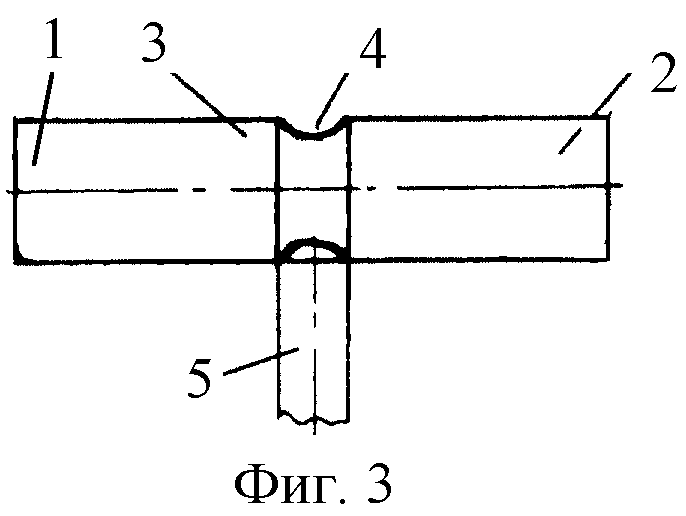
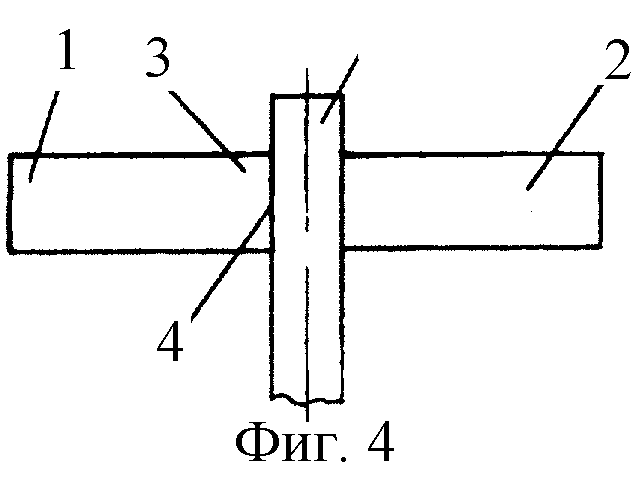
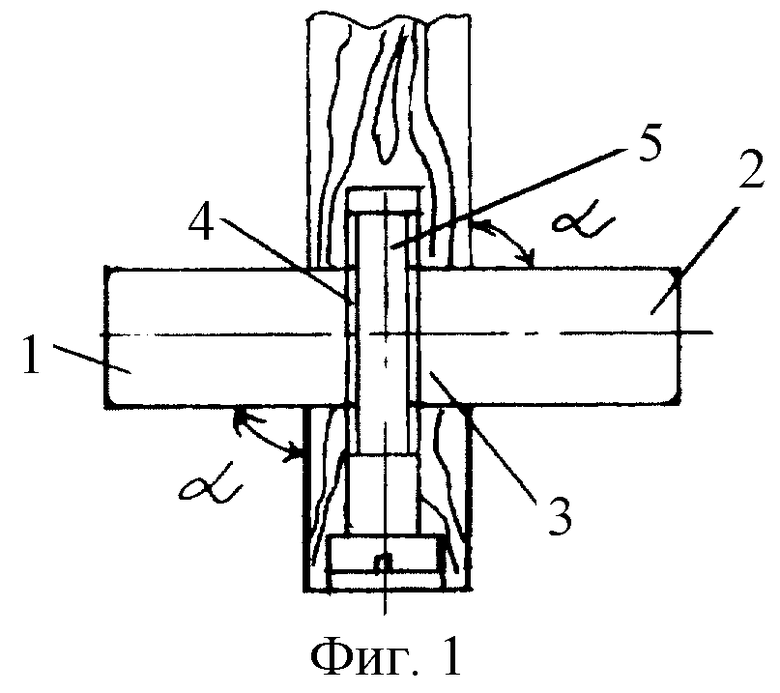
На фиг.1-5 показаны способ изготовления ручки дверной, ручка дверная и способ монтажа ручки дверной.
Ручка дверная содержит наружную рукоятку 1 (см. фиг.1-5), внутреннюю рукоятку 2, среднюю часть 3, средство контакта 4 и средство крепежа 5.
Рукоятки 1 и 2 выполнены в виде концевых частей стержня, а средняя часть 3 выполнена в виде средней части стержня. Стержень изготавливают из стандартизованного или нестандартизованного прутка, или полосы, или уголка, или швеллера, или трубы, а в качестве материала стержня используют сталь, или полимер, или дерево, или стекло, или камень. Стержень в сечении изготавливают правильной или неправильной геометрической формы. На стержень наносят защитное или защитно-декоративное покрытие для его защиты от воздействия окружающей среды. На поверхностях рукояток 1 и 2 изготавливают или не изготавливают стандартизованное рифление, прямое или сетчатое, что в отдельных случаях необходимо для придания поверхностям повышенных фрикционных свойств. Торцевые части рукояток 1 и 2 выполнены в виде плоских или выпуклых поверхностей. Средство контакта 4 размещено на средней части 3 стержня и выполнено в виде сквозного отверстия, или сквозного резьбового отверстия, или кольцевой впадины (см. фиг.1-5), которая может быть выполнена в виде сферической поверхности или в виде поверхности с пересекающимися гранями. Средство крепежа 5 выполнено в виде стандартизованного или нестандартизованного болта, или винта, или гвоздя, или шпильки резьбовой, или шплинта, или прутка.
Способ изготовления ручки дверной осуществляется следующим образом.
Изготовили стержни с концевыми и средними частями, причем стержни изготовили из стандартизованного (калиброванного и некалиброванного Ф25 мм) и нестандартизованного прутка (Ф25 мм), полосы (40×8), уголка (25×25×4), швеллера (№ 6, 5) и трубы (25×4), а в качестве материала стержня использовали сталь, полимер, дерево, стекло и камень. Рукоятки 1 и 2 изготовили в виде концевых частей стержня. На средней части 3 стержня изготовили средство контакта 4 в виде сквозного отверстия (Ф8 мм), сквозного резьбового отверстия (М8-6G) и в виде кольцевой впадины 4 (ширина и глубина равна 8 мм). Стержень в сечении изготовили правильной и неправильной форм (круг, квадрат. шестиугольник, треугольник, сектор, сегмент и т.д.). Средство крепежа изготовили в виде стандартизованного или нестандартизованного болта (M8-6g), винта (M8-6g), гвоздя (Ф8 мм), шпильки резьбовой, шплинта (М8-6g) и прутка (Ф8 мм). На стержень нанесли защитное или защитно-декоративное покрытие (наносили лакокрасочные покрытия и иные покрытия, в частности наносили двухслойное покрытие Н6 Хтв 9 и пр. покрытия). На поверхностях рукояток изготавливали и не изготавливали стандартизованное рифление, прямое или сетчатое (ГОСТ 21474-75).
Способ монтажа ручки дверной осуществляется следующим образом.
В качестве опорной поверхности использовали дверное полотно, корпус. замок, ригель, засов и подвижную часть окна, на которой изготовлено сквозное отверстие (Ф25 мм). Опорная поверхность может быть изготовлена из металла, дерева, пластика и т.д. На опорной поверхности изготовили сквозное отверстие, осевая линия которого перпендикулярна опорной поверхности (см. фиг.1). Изготовили также отверстия в опорной поверхности, осевые линии которых изготовили под острым углом α, равным 5, 10, 15, 20, 30, 40, 50, 60, 70, 80, 90, 95 и 100°. Подобрали оптимальный интервал острого угла, который равен 15-90°. При угле менее 15° происходит значительное уменьшение расстояния между опорной поверхностью и поверхностью рукоятки, обращенной непосредственно в сторону опорной поверхности, что приводит к неоправданному увеличению длины стержня и перерасходу материала. Максимальное значение острого угла - 90°, т.к. при величине более 90° происходит образование острого угла между внешними (периферийными) частями рукояток и опорной поверхностью. Ввели стержень в отверстие и разместили среднюю часть 3 в материале опорной поверхности. Затем посредством средства крепежа 5 и средства контакта 4 закрепили стержень к опорной поверхности под острым углом, равным 15-90°. После закрепления стержня его концевые части выступают за пределы опорной поверхности и используются в качестве рукояток 1 и 2 ручки дверной.
Ручка дверная работает следующим образом.
Берутся за любую из рукояток 1 или 2 и перемещают опорную поверхность совместно с ручкой дверной в требуемом направлении.
Заявляемое техническое решение позволяет упростить процесс изготовления ручки дверной, снизить себестоимость ее изготовления за счет снижения номенклатуры используемого металлопроката и стандартизованных деталей, а также повысить прочностные свойства за счет применения новой функциональной связи отдельных деталей ручки дверной между собой.
Таким образом, заявляемые технические решения “Способ изготовления ручки дверной”, “Ручка дверная” и “Способ монтажа ручки дверной” обеспечивают достижение поставленной задачи и получение нового технического результата.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РУЧКИ ДВЕРНОЙ, РУЧКА ДВЕРНАЯ И СПОСОБ МОНТАЖА РУЧКИ ДВЕРНОЙ | 2003 |
|
RU2241104C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РУЧКИ ДВЕРНОЙ И РУЧКА ДВЕРНАЯ | 2003 |
|
RU2240410C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВЕРИ И ДВЕРЬ | 2003 |
|
RU2262576C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОМЕТРА (ВАРИАНТЫ) И ТЕРМОМЕТР (ВАРИАНТЫ) | 2003 |
|
RU2262674C2 |
| СПОСОБ МОНТАЖА РУЧКИ ДВЕРНОЙ К ОПОРНОЙ ПОВЕРХНОСТИ И РУЧКА ДВЕРНАЯ | 2003 |
|
RU2244792C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РУЧКИ ДВЕРНОЙ И РУЧКА ДВЕРНАЯ | 2003 |
|
RU2240409C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОМЕТРА И ТЕРМОМЕТР | 2003 |
|
RU2261972C2 |
| РУЧКА ДВЕРНАЯ | 2002 |
|
RU2235840C1 |
| РУЧКА ДВЕРНАЯ | 2002 |
|
RU2233369C1 |
| ДВЕРНОЕ ПОЛОТНО | 2005 |
|
RU2300615C1 |
Изобретение относится к области скобяных изделий и касается способа монтажа ручки дверной, включающего ее закрепление крепежным средством к опорной поверхности, содержащей отверстие, причем ручка дверная изготовлена в виде стержня с концевыми частями и средней частью, и средством контакта, изготовленным на средней части стержня и взаимодействующим с крепежным средством. Далее вводят среднюю часть стержня в отверстие и закрепляют его к опорной поверхности под острым углом, равным 15-75°. Данный способ позволяет расширить арсенал технических средств для изготовления ручек дверных. 5 ил.
Способ монтажа ручки дверной, включающий ее закрепление крепежным средством к опорной поверхности, содержащей отверстие, причем ручка дверная изготовлена в виде стержня с концевыми частями и средней частью, и средством контакта, изготовленным на средней части стержня и взаимодействующим с крепежным средством, отличающийся тем, что вводят среднюю часть стержня в отверстие и закрепляют его к опорной поверхности под острым углом, равным 15°-75°.
| Двухсторонняя дверная ручка | 1931 |
|
SU29382A1 |
| Самоходный двухосный двухвальцовый виброкаток | 1960 |
|
SU132258A1 |
| Устройство для разогревания битума и других материалов | 1934 |
|
SU42285A1 |
| 0 |
|
SU166862A1 |
