Настоящее изобретение касается секционных (с отдельными секциями) стеклоформовочных машин для формования бутылок из капель стекломассы, а конкретнее - выталкивающего устройства, которое используется в каждой отдельной секции.
После формования бутылки на позиции выдувания секции секционной стеклоформовочной машины выдувная форма раскрывается, высвобождая формованную бутылку, и съемное устройство перемещает бутылку к неподвижной плите, где она остается на мгновение, будучи охлаждаемый воздухом, который проходит через отверстия в неподвижной плите. После того как бутылка достаточно охладится, выталкивающее устройство по дуге в 90° выталкивает бутылку с неподвижной плиты на движущийся конвейер.
В патентах США №№5733354 и 5527372 описывается выталкивающее устройство, известное из уровня техники. В описанном выталкивающем устройстве, которое содержит рычаг с тремя гнездами, три бутылки перемещаются от неподвижной плиты к движущемуся конвейеру. Каждая бутылка захватывается соответствующим гнездом, которое имеет заднюю стенку или захват, при этом из каждого из трех соответствующих захватов выпускается струя воздуха для прижатия бутылки к каждому гнезду. При работе устройства подают сжатый воздух в пневмоцилиндр, к которому прикреплен рычаг, для перемещения рычага из положения отвода назад в положение выдвижения вперед над неподвижной плитой, и этот воздух, используемый для выдвижения вперед рычага пневмоцилиндра, одновременно и совместно подают в каналы, ведущие к отверстиям в каждом захвате, которые предназначены для выпуска наружу струй воздуха.
После того как гнезда переместились в положение, где первая бутылка находится на центральной линии расположения бутылок на конвейере, выключают подачу в пневмоцилиндр воздуха, использовавшегося для выдвижения вперед рычага пневмоцилиндра (и, следовательно, воздуха, выпускаемого в виде струй). По окончании поворота выталкивающего устройства включают подачу в пневмоцилиндр воздуха для отвода назад рычага пневмоцилиндра в отдаленное положение так, чтобы он мог быть повернут назад в свое исходное положение.
Задачей настоящего изобретения является создание выталкивающего устройства, которое дает возможность лучше контролировать перемещение бутылки к конвейеру.
Другие задачи и преимущества настоящего изобретения станут очевидными из нижеследующей части этого описания и из сопутствующих чертежей, которые в соответствии с требованиями патентного законодательства иллюстрируют предпочитаемый в настоящее время вариант, воплощающий в себе отличительные признаки изобретения.
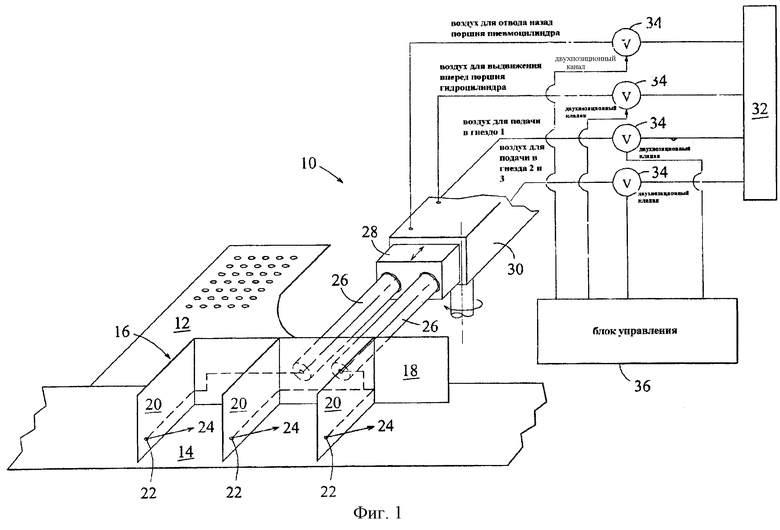
Фиг.1 - схематический чертеж выталкивающего устройства, выполненного в соответствии с техническими решениями настоящего изобретения, и
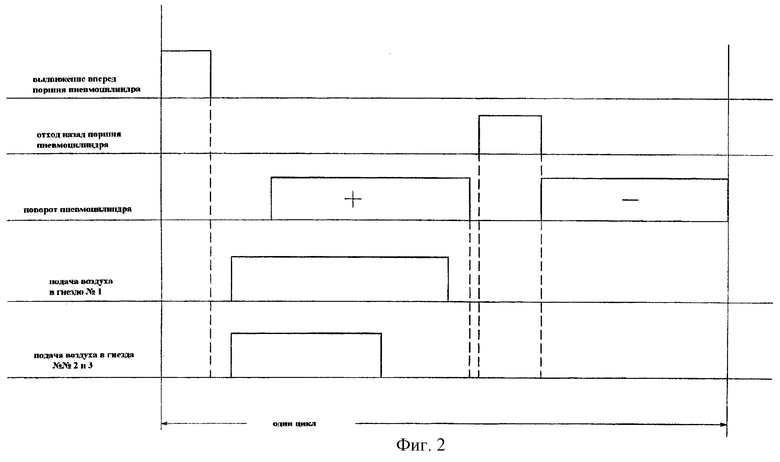
фиг.2 - временная диаграмма, иллюстрирующая один режим работы выталкивающего устройства, показанного на фиг.1.
Выталкивающее устройство 10 используют для выталкивания стеклянных бутылок (не показаны), сформованных в секции секционной стеклоформовочной машины, от неподвижной плиты 12 на конвейер 14. Выталкивающее устройство имеет захватное устройство 16, ограниченное боковой стенкой 18 и захватами 20, которые простираются перпендикулярно боковой стенке, ограничивая гнезда для помещения бутылок. Как показано, выталкивающее устройство выполнено для использования на машине, работающей с тремя порциями стекломассы, и соответственно имеет три гнезда для помещения бутылок. Гнездо №1 самое заднее (гнездо на левом конце), а гнезда №№2 и 3 являются следующими последовательными гнездами. В каждом захвате вблизи его нижнего наружного края образовано выпускное отверстие 22 так, чтобы струя сжатого воздуха 24 могла вдавливать бутылку в ее соответствующий угол. Боковая стенка 18 прикреплена к двум штокам 26, выполненным за одно целое с поршнем 28, перемещающимся внутри пневмоцилиндра 30. Пневмоцилиндр установлен с возможностью поворота вокруг вертикальной оси от положения захвата бутылок на неподвижной плите до положения их размещения на конвейере. Штоки выполнены с возможностью перемещения в осевом направлении между положением отвода назад, отдаленным от бутылок, до положения выдвижения вперед.
Как показано на фиг.1, имеется четыре воздухопровода от источника сжатого воздуха 32 (хотя показан общий источник, могли быть использованы отдельные источники, так чтобы имелись разные давления). Прохождение воздуха по каждому воздухопроводу регулируется подходящим двухпозиционным клапаном 34, который будет управляться блоком управления 36. Под действием воздуха поршень будет выдвигаться вперед к неподвижной плите и отводиться назад от конвейера. Воздух для гнезда №1 по соответствующему каналу 40 в одном из штоков будет подаваться к каналу 42 в захватном устройстве, который сообщается с соплом в захвате первого гнезда. Воздух для гнезд №№2 и 3 по соответствующему каналу 44 в другом штоке будет подаваться к каналу 46 в захватном устройстве, который сообщается с соплом в захвате второго гнезда, и к каналу 48 в захватном устройстве, который сообщается с соплом в захвате третьего гнезда. Выходящий из сопел воздух отодвигает бутылки, расположенные в соответствующих гнездах, в угол гнезд.
На фиг.2 показан цикл работы выталкивающего устройства. В начале цикла пневмоцилиндр отведен назад и расположен вблизи неподвижной плиты. Заключена подача воздуха в захваты 1, 2 и 3. Три бутылки, которые высвобождены выдувными формами секции стеклоформовочной машины, будут захвачены съемным устройством (не показано) и перенесены в положение над неподвижной плитой, где они на мгновение будут удерживаться на очень коротком расстоянии над неподвижной плитой, в то время как через отверстия в нажимной плите будет вдуваться вверх охлаждающий воздух. После того как бутылки будут достаточно охлаждены, они высвобождаются и падают на неподвижную плиту. Почти одновременно включается подача воздуха в пневмоцилиндр для выдвижения вперед поршня пневмоцилиндра и, следовательно, захватного устройства в положение выдвижения вперед над неподвижной плитой, при этом каждая бутылка располагается в центре каждого гнезда. После того как захватное устройство переместится в положение выдвижения вперед, включают подачу воздуха для гнезда №1 и воздуха для гнезд №№2 и 3 для отодвигания бутылок до их плотного соприкосновения с углами захватов и затем поворачивают пневмоцилиндр (обычно посредством электронного двигателя, который перемещает захватное устройство в соответствии с желаемой программой) в положение, где бутылки устанавливают на конвейер. Как показано на этой временной диаграмме, подачу воздуха в гнезда №№2 и 3 прекращают до прекращения подачи воздуха в гнездо №1 и в то время, когда пневмоцилиндр поворачивается к своему конечному положению, где бутылки устанавливают на конвейер. Момент времени, когда выключается подача воздуха в гнезда №№2 и 3, устанавливают в соответствии с моментом времени, когда бутылка в гнезде №3 (внешнем гнезде) достигнет центральной линии расположения бутылок на конвейере. Бутылка в гнезде №2 будет соответственно высвобождаться непосредственно перед ее перемещением к центральной линии расположения бутылок на конвейере. Момент времени, когда выключается подача воздуха в гнездо №1, устанавливают в соответствии с моментом времени, когда бутылка в гнезде №1 (внутреннее гнездо) достигнет центральной линии расположения бутылок на конвейере. Хотя в описанном варианте воплощения изобретения выключение подачи воздуха в гнезда является функцией положения бутылки на центральной линии расположения бутылок на конвейере, могли быть применены и другие моменты времени регулирования.
Вскоре после этого завершается поворот пневмоцилиндра, включается подача воздуха в пневмоцилиндр для отвода его поршня в положение отвода назад и затем осуществляется поворот пневмоцилиндра назад от конвейера к неподвижной плите.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗВЛЕКАЮЩИЙ КОНВЕЙЕРНЫЙ УЗЕЛ ДЛЯ УДАЛЕНИЯ ОТФОРМОВАННЫХ БУТЫЛОК ИЗ СТЕКЛОФОРМОВОЧНОЙ МАШИНЫ | 2002 |
|
RU2291120C2 |
| СЕКЦИОННАЯ СТЕКЛОФОРМОВОЧНАЯ МАШИНА | 2002 |
|
RU2291119C2 |
| ИЗВЛЕКАЮЩИЙ МЕХАНИЗМ ДЛЯ ЗАХВАТА ОТФОРМОВАННОЙ БУТЫЛКИ | 2002 |
|
RU2293714C2 |
| УЗЕЛ ДУТЬЕВОГО ФОРМОВАНИЯ | 2002 |
|
RU2295504C2 |
| УЗЕЛ ДУТЬЕВОГО ФОРМОВАНИЯ И СПОСОБ ВЫДУВАНИЯ БУТЫЛКИ ИЗ СТЕКЛЯННОЙ ЗАГОТОВКИ | 2002 |
|
RU2295505C2 |
| СЕКЦИОННАЯ СТЕКЛОФОРМОВОЧНАЯ МАШИНА | 2002 |
|
RU2294900C2 |
| ИЗВЛЕКАЮЩИЙ МЕХАНИЗМ ДЛЯ ЗАХВАТА ОТФОРМОВАННОЙ БУТЫЛКИ | 2002 |
|
RU2291121C2 |
| ИЗВЛЕКАЮЩИЙ МЕХАНИЗМ ДЛЯ ЗАХВАТА ОТФОРМОВАННОЙ БУТЫЛКИ | 2002 |
|
RU2293713C2 |
| СЕКЦИОННАЯ СТЕКЛОФОРМОВОЧНАЯ МАШИНА (ВАРИАНТЫ) | 2002 |
|
RU2291842C2 |
| УЗЕЛ ДУТЬЕВОГО ФОРМОВАНИЯ | 2002 |
|
RU2293712C2 |
Изобретение относится к стеклоформовочным машинам для формования бутылок из капель стекломассы. Изобретение позволит создать выталкивающее устройство, которое дает возможность лучше контролировать перемещение бутылки к конвейеру. Выталкивающее устройство для секционной стеклоформовочной машины для перемещения бутылок от неподвижной плиты секции к контейнеру содержит захватное устройство, включающее в себя внутреннее и внешнее гнезда. Установленное с возможностью поворота двигательное средство прикреплено к захватному устройству для линейного перемещения захватного устройства между положениями отвода назад и выдвижения вперед, чтобы бутылки, установленные на неподвижной плите, перемещались при повороте выдвинутого вперед захватного устройства от положения на неподвижной плите к положению размещения на конвейере с нахождением оси каждой бутылки на центральной линии расположения бутылок на конвейере. 3 з.п. ф-лы., 2 ил.
| US 5733354 A, 31.03.1988.US 5527372 A, 18.06.1996.GB 2320478 A, 26.06.1988.GB 2301585 A, 11.12.1996.SU 99446 A, 18.10.1955.SU 141596 A, 21.12.1961. |

