Изобретение относится к измерительной технике, конкретно к способам изготовления деформационных манометров, в которых упругим чувствительным к давлению среды элементом является трубчатая пружина Бурдона.
Известны манометры, содержащие держатель-основание, оканчивающийся штуцером, трубчатую пружину Бурдона, закрепленную в держателе-основании одним концом и оканчивающуюся герметизирующим ее другой конец наконечником с плоским выступом, в котором выполнено щелевое отверстие для первого шарнира, жестко соединенный с держателем-основанием секторный передаточный механизм, в состав которого входят зубчатый сектор с осью вращения и хвостовиком, имеющим щелевое отверстие для второго шарнира, трибка, сцепленная с зубчатым сектором, и тяга с регулируемой длиной между ее концами, при этом тяга соединена при помощи первого и второго шарниров соответственно с плоским выступом наконечника трубчатой пружины и хвостовиком зубчатого сектора, втулку-корректор с осевым отверстием и радиальной прорезью, насаженную на ось трибки, натяжную спиральную пружину, закрепленную внутренним концом в прорези втулки-корректора, а внешним концом - в секторном передаточном механизме, циферблат с центральным отверстием, через которое проходит свободный конец оси трибки, и указательную стрелку, насаженную на свободный конец оси трибки [1].
Способ настройки таких манометров состоит в подборе оптимальной длины тяги и оптимальных мест расположения осей шарниров в щелевых отверстиях плоского выступа наконечника трубчатой пружины и хвостовика зубчатого сектора методом последовательного приближения. Недостатком способа является сложность и длительность настройки манометров.
Наиболее близким к заявляемому способу изготовления манометров, содержащих держатель-основание, оканчивающийся штуцером, трубчатую пружину Бурдона, закрепленную герметично в держателе-основании одним концом и оканчивающуюся герметизирующим ее другой конец наконечником с плоским выступом, в котором выполнено круглое отверстие для первого шарнира, жестко соединенный с держателем-основанием секторный передаточный механизм, в состав которого входят зубчатый сектор с осью вращения и хвостовиком, имеющим круглое отверстие для второго шарнира, трибка, сцепленная с зубчатым сектором, и тяга, соединенная при помощи первого и второго шарниров соответственно с плоским выступом наконечника трубчатой пружины и хвостовиком зубчатого сектора, втулку-корректор с осевым отверстием и радиальной прорезью, насаженную на ось трибки, натяжную спиральную пружину, закрепленную внутренним концом в прорези втулки-корректора, а внешним концом - в секторном передаточном механизме, циферблат с центральным отверстием, через которое проходит свободный конец оси трибки, и указательную стрелку, насаженную на свободный конец оси трибки, является способ изготовления манометров, заключающийся в нагружении трубчатой пружины максимальным для данного типа манометра давлением среды, контролируемым образцовым манометром, измерение хода точки плоского выступа наконечника трубчатой пружины, находящейся на ее геометрической оси, при изменении давления среды от минимального ("нулевого") до максимального значений, расчет координат центров отверстий для первого и второго шарниров в прямоугольной системе координат, начало которой совпадает с центром оси вращения зубчатого сектора и ось ординат которой расположена параллельно продольной оси штуцера, определение длины тяги, изготовление отверстий в плоском выступе наконечника трубчатой пружины и хвостовике зубчатого сектора и соединение при помощи тяги и шарниров плоского выступа наконечника и хвостовика зубчатого сектора, при этом для каждого вновь изготавливаемого манометра координаты центров отверстий для первого и второго шарниров и длина тяги рассчитываются индивидуально [2].
Недостатком способа-прототипа является большая трудоемкость изготовления манометров, так как для каждого вновь изготавливаемого манометра приходится рассчитывать оптимальные места нахождения центров отверстий в плоском выступе наконечника трубчатой пружины и хвостовике зубчатого сектора, а также длину тяги (расстояние между осями первого и второго шарниров).
Технический результат, на достижение которого направлено предлагаемое решение, - упрощение изготовления деформационных манометров, в которых упругим чувствительным к давлению среды элементом является трубчатая пружина Бурдона и конструктивное исполнение которых описано выше [2].
Это достигается тем, что в способе изготовления манометров, содержащих держатель-основание, оканчивающийся штуцером, трубчатую пружину Бурдона, закрепленную герметично в названном держателе-основании одним концом и оканчивающуюся герметизирующим ее другой конец наконечником с плоским выступом, в котором выполнено круглое отверстие для первого шарнира, жестко соединенный с держателем-основанием секторный передаточный механизм, в состав которого входят зубчатый сектор с осью вращения и хвостовиком, имеющим круглое отверстие для второго шарнира, трибка, сцепленная с зубчатым сектором, и тяга, соединенная своими концами при помощи первого и второго шарниров с плоским выступом наконечника трубчатой пружины и хвостовиком зубчатого сектора, втулку-корректор с осевым отверстием и радиальной прорезью, насаженную на ось трибки, натяжную спиральную пружину, закрепленную внутренним концом в прорези втулки-корректора, а внешним концом - в основании секторного передаточного механизма, циферблат с центральным отверстием, через которое проходит свободный конец оси трибки, и указательную стрелку, насаженную на свободный конец оси трибки, включающем нагружение трубчатой пружины давлением среды, контролируемым образцовым манометром, определение координаты центра отверстия для первого шарнира в прямоугольной системе координат, начало которой совпадает с центром оси вращения зубчатого сектора и ось ординат которой расположена параллельно продольной оси штуцера, определение длины тяги, изготовление отверстий в плоском выступе наконечника трубчатой пружины и хвостовике зубчатого сектора и соединение при помощи тяги и шарниров плоского выступа наконечника и хвостовика зубчатого сектора, координаты центра отверстия плоского выступа наконечника трубчатой пружины и длину тяги определяют посредством усреднения этих параметров для ранее настроенных манометров данного типа, у которых производился индивидуальный подбор координат центров отверстий для шарниров, и устанавливают их постоянными для вновь изготавливаемых манометров, а определение координат центра отверстия в хвостовике зубчатого сектора каждого вновь изготавливаемого манометра осуществляют на узле манометра, в котором отсутствует тяга и кожух, при двух выбранных значениях давления среды, находящихся в пределах (0-0,2)Рмакс и (0,8-1,0)Рмакс, где Рмакс - максимальное измеряемое манометрами данного типа давление среды, при первом выбранном давлении среды устанавливают хвостовик зубчатого сектора в первое положение, соответствующее первому выбранному давлению, и из центра отверстия плоского выступа наконечника трубчатой пружины на хвостовике проводят первую дугу окружности с радиусом, равным длине тяги, затем на узел манометра подают второе выбранное давление среды, поворачивают хвостовик с нанесенной на него дугой окружности во второе положение, соответствующее второму выбранному давлению среды, и на хвостовике проводят вторую дугу окружности того же радиуса из центра плоского выступа, смещенного во второе положение, и точку пересечения двух дуг окружности принимают за центр отверстия хвостовика зубчатого сектора, в котором размещается второй шарнир.
В частном случае определение координат центра отверстия хвостовика зубчатого сектора осуществляют при помощи компьютера по известным координатам центра отверстия в плоском выступе наконечника трубчатой пружины при двух выбранных значениях среды и известной длине тяги, при этом поворот хвостовика вокруг оси зубчатого сектора и проведение дуг окружностей на хвостовике осуществляют виртуально с помощью компьютера.
В другом частном случае перед определением координат центра отверстия в хвостовике зубчатого сектора изготавливают коническую ямку в плоском выступе наконечника трубчатой пружины на месте будущего отверстия для первого шарнира, хвостовик зубчатого сектора закрепляют механически сначала в одном, а затем в другом положениях, соответствующих двум выбранным давлениям среды, положение хвостовика контролируют по показаниям указательной стрелки на циферблате, а проведение дуг окружности на хвостовике осуществляют разметочным циркулем, оканчивающимся двумя иглами, выполненными из твердого износостойкого материала.
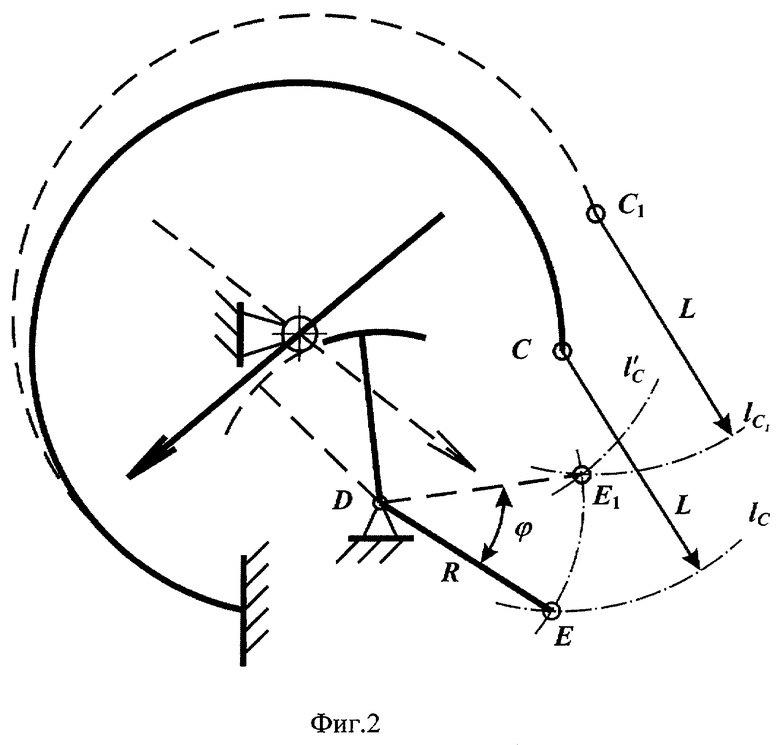
На фиг.1 представлена конструкция деформационного манометра, а на фиг.2 - схема, поясняющая определение положения центра отверстия в хвостовике зубчатого сектора.
На фиг.1 обозначено: 1 - держатель-основание; 2 - трубчатая пружина Бурдона; 3 - плоский выступ наконечника трубчатой пружины; 4 - тяга; 5 - зубчатый сектор; 6 - ось вращения зубчатого сектора; 7 - хвостовик зубчатого сектора; 8 и 9 - первый и второй шарниры; 10 - указательная стрелка; 11 - натяжная спиральная пружина; 12 - технологическое отверстие в зубчатом секторе.
На фиг.2 сплошными линиями обозначена кинематическая схема манометра (без тяги), соответствующая первому выбранному давлению среды, пунктирными линиями - расположение трубчатой пружины и зубчатого сектора при втором выбранном давлении среды, штрих-пунктирными линиями - проводимые по хвостовику зубчатого сектора дуги окружностей с радиусом, равным длине тяги L. Через D обозначена ось зубчатого сектора, через С, С1 и Е, Е1 положения центров отверстий в плоском выступе наконечника трубчатой пружины и хвостовике зубчатого сектора при двух выбранных давлениях среды, через R - длина хвостовика, через lC - положение дуги окружности на хвостовике, проведенной из точки С, через  - положение этой же дуги, смещенной вместе с хвостовиком, через
- положение этой же дуги, смещенной вместе с хвостовиком, через  - положение дуги окружности на смещенном хвостовике, проведенной из точки С1, и через ϕ - угол поворота хвостовика, соответствующий углу поворота стрелки между двумя показаниями на циферблате, соответствующими двум выбранным давлениям среды.
- положение дуги окружности на смещенном хвостовике, проведенной из точки С1, и через ϕ - угол поворота хвостовика, соответствующий углу поворота стрелки между двумя показаниями на циферблате, соответствующими двум выбранным давлениям среды.
Расчет координат точки Е с помощью ЭВМ осуществляют следующим способом.
Сначала определяют уравнение окружности, проведенной из точки С, которой принадлежит дуга lC, из следующего выражения

где ХC, YC - координаты произвольной точки, принадлежащей дуге окружности lC;
Х0C, Y0C - координаты центра окружности (точка С).
Затем осуществляют поворот дуги окружности lC, определяемой выражением (1), против часовой стрелки на угол ϕ относительно точки D. В результате этого преобразования новые координаты дуги окружности будут определяться выражением:

где  и
и  - координаты произвольной точки, лежащей на дуге окружности .
- координаты произвольной точки, лежащей на дуге окружности .
Уравнение окружности, проведенной из точки С1, имеет вид:

где  ,
,  -координаты произвольной точки, принадлежащей дуге окружности
-координаты произвольной точки, принадлежащей дуге окружности  ;
;
 ,
,  - координаты центра окружности, проведенной из точки С1.
- координаты центра окружности, проведенной из точки С1.
Поскольку координаты точки пересечения окружностей lC и соответствуют  ,
,  , то в уравнениях (2) и (3) заменим
, то в уравнениях (2) и (3) заменим  на и
на и  на
на  .
.
Решая нижеприведенную систему уравнений (4), находят неизвестные , , соответствующие координатам точки пересечения дуг окружностей lC и на хвостовике сектора

Затем осуществляют поворот точки Е1 по часовой стрелке на угол ϕ относительно точки D в первоначальное положение, и координаты искомого отверстия Е определяют из следующих выражений:


После этого определяют значения координат XE и YE, соответствующих центру обрабатываемого отверстия в хвостовике зубчатого сектора относительно координатной системы станка и сверлят отверстие в хвостовике зубчатого сектора. Затем соединяют при помощи тяги и шарниров наконечник трубчатой пружины и хвостовик зубчатого сектора.
Предлагаемый способ позволяет упростить процесс изготовления манометров, поскольку не требует индивидуального определения местоположения центра отверстия в плоском выступе наконечника трубчатой пружины и индивидуального расчета длины тяги.
Источники информации
1. Манометры, вакуумметры и мановакуумметры. Инструкция по регулировке 5Ш0.283.113Д, Томск, 2002, 24 с.
2. А.с. СССР №1207709, кл. В 23 Р 21/00. Способ сборки манометров. Опубл. 30.01.1986. Бюл. №4 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МАНОМЕТРОВ | 2003 |
|
RU2270427C2 |
| МАНОМЕТР ПОКАЗЫВАЮЩИЙ ДЛЯ ТОЧНЫХ ИЗМЕРЕНИЙ МПТИ | 2008 |
|
RU2381465C1 |
| МАНОМЕТР | 2004 |
|
RU2272264C2 |
| МАНОМЕТР С УЗЛОМ СИГНАЛИЗАЦИИ | 2006 |
|
RU2344392C2 |
| ГЛУБИНОМЕР МАНОМЕТРИЧЕСКИЙ ГМ-08 | 2010 |
|
RU2443985C1 |
| МАНОМЕТР ПОКАЗЫВАЮЩИЙ КОРАБЕЛЬНЫЙ | 2008 |
|
RU2382342C1 |
| Датчик давления | 1987 |
|
SU1530951A1 |
| МАНОМЕТР | 2008 |
|
RU2386935C1 |
| МАНОМЕТР ПОКАЗЫВАЮЩИЙ СИГНАЛИЗИРУЮЩИЙ И ВЗРЫВОЗАЩИЩЕННЫЙ ДМ 5010 СгОЕх | 2008 |
|
RU2389989C1 |
| Манометр | 1983 |
|
SU1076782A1 |
Использование: изобретение относится к измерительной технике, конкретно к способам изготовления деформационных манометров, в которых упругим чувствительным к давлению среды элементом является трубчатая пружина Бурдона. Сущность изобретения состоит в том, что координаты центра отверстия плоского выступа наконечника трубчатой пружины и длину тяги, соединяющей при помощи шарниров наконечник трубчатой пружины с хвостовиком зубчатого сектора, определяют посредством усреднения этих параметров для ранее настроенных манометров данного типа, у которых производился индивидуальный подбор координат центров отверстий для названных шарниров, и устанавливают их постоянными для вновь изготавливаемых манометров. Определение координат центра отверстия в хвостовике зубчатого сектора каждого вновь изготавливаемого манометра осуществляют на узле манометра, в котором отсутствует тяга и кожух, при двух выбранных значениях давления среды, находящихся в пределах (0-0,2)Рмакс и (0,8-1,0)Рмакс, где Рмакс - максимальное измеряемое манометрами данного типа давление среды. При первом выбранном давлении среды устанавливают хвостовик зубчатого сектора в первое положение, соответствующее первому выбранному давлению, и из центра отверстия плоского выступа наконечника трубчатой пружины на хвостовике проводят первую дугу окружности с радиусом, равным длине тяги. Затем на узел манометра подают второе выбранное давление среды, поворачивают хвостовик с нанесенной на него дугой окружности во второе положение, соответствующее второму выбранному давлению среды, и на хвостовике проводят вторую дугу окружности того же радиуса из центра плоского выступа, смещенного во второе положение. Точку пересечения двух дуг окружности принимают за центр отверстия хвостовика зубчатого сектора, в котором размещается второй шарнир. Технический результат, на достижение которого направлено предлагаемое решение, - упрощение изготовления манометров. 2 з.п. ф-лы, 2 ил.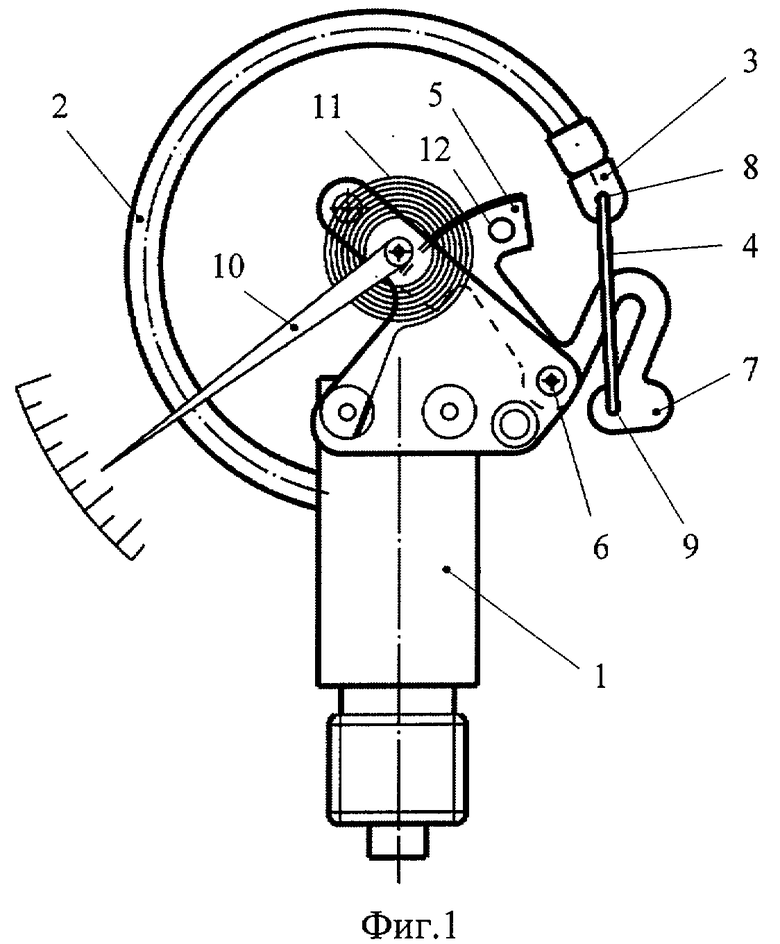
| Способ сборки манометров | 1983 |
|
SU1207709A1 |
| Способ регулировки показывающих стрелочных манометров с трубчатой пружиной | 1987 |
|
SU1506314A1 |
| Манометр | 1990 |
|
SU1796924A1 |
| Датчик давления | 1987 |
|
SU1530951A1 |

